

方案详情文
智能文字提取功能测试中
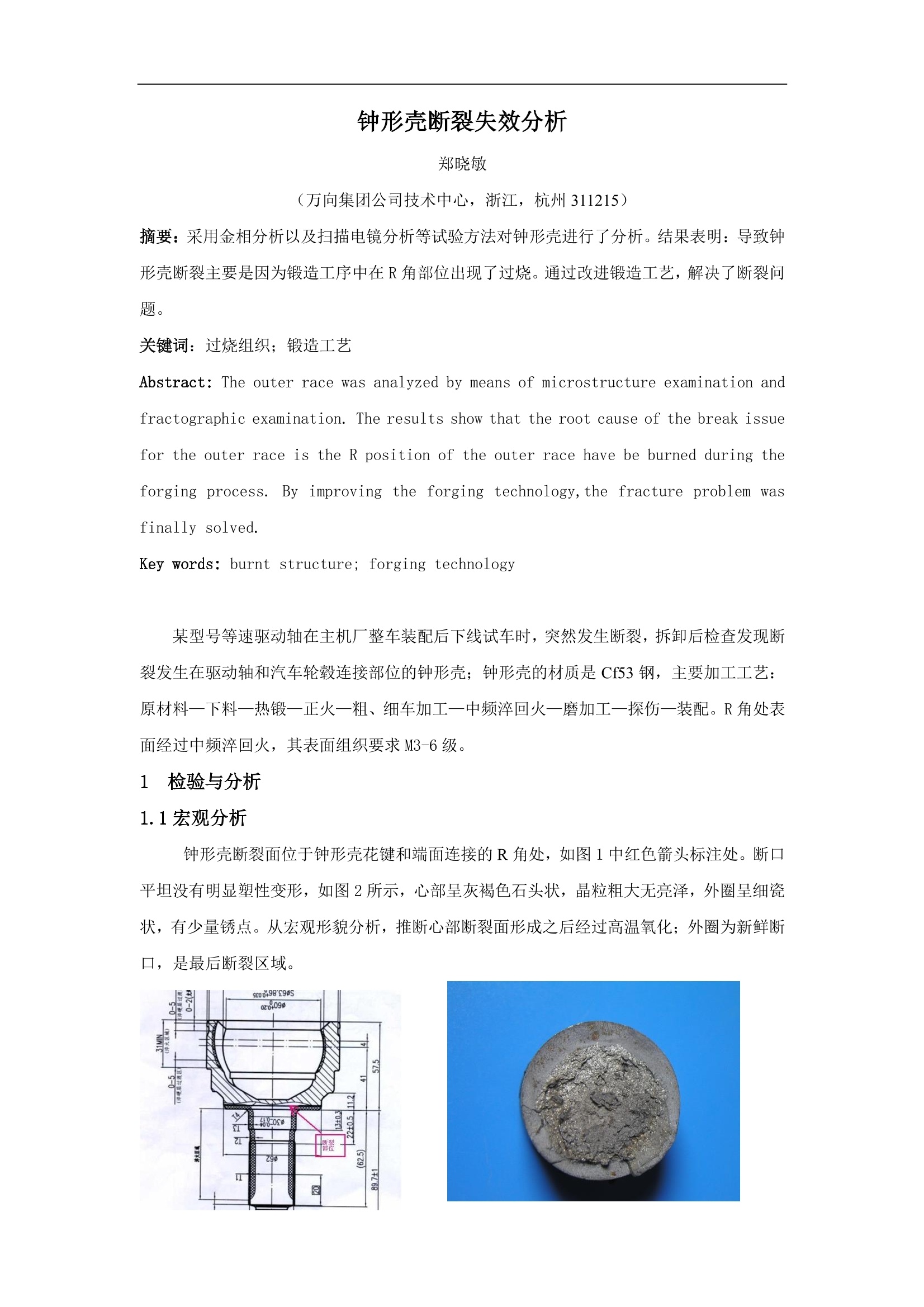
钟形壳断裂失效分析 郑晓敏 (万向集团公司技术中心,浙江,杭州311215) 摘要:采用金相分析以及扫描电镜分析等试验方法对钟形壳进行了分析。结果表明:导致钟形壳断裂主要是因为锻造工序中在R角部位出现了过烧。通过改进锻造工艺,解决了断裂问题。 关键词:过烧组织;锻造工艺 Abstract: The outer race was analyzed by means of microstructure examination andfractographic examination. The results show that the root cause of the break issuefor the outer race is the R position of the outer race have be burned during theforging process. By improving the forging technology,the fracture problem wasfinallysolved. Key words: burnt structure; forging technology 某型号等速驱动轴在主机厂整车装配后下线试车时,突然发生断裂,拆卸后检查发现断裂发生在驱动轴和汽车轮毂连接部位的钟形壳;钟形壳的材质是 Cf53 钢,主要加工工艺:原材料一下料一热锻一正火一粗、细车加工一中频淬回火一磨加工一探伤一装配。R角处表面经过中频淬回火,其表面组织要求M3-6级。 检验与分析 1.1宏观分析 钟形壳断裂面位于钟形壳花键和端面连接的R角处,如图1中红色箭头标注处。断口平坦没有明显塑性变形,如图2所示,心部呈灰褐色石头状,晶粒粗大无亮泽,外圈呈细瓷状,有少量锈点。从宏观形貌分析,推断心部断裂面形成之后经过高温氧化;外圈为新鲜断口,是最后断裂区域。 图 1 断裂部位 图2 断口宏观形貌 Fig.2 fracture area Fig.2 Macro-fractograph 1.2断口微观分析 在 SEM 中观察断口的形态,外圈(感应淬火区)微观形貌为沿晶形貌,如图3所示,感应淬火过渡区微观形貌为沿晶加韧窝,如图4所示,心部晶粒表面圆钝化非常严重,如图5所示,表面覆盖着一层熔融物,如图6所示。从心部形貌分析,该断裂面形成后经历了高温热处理,且温度超过奥氏体化温度。外圈沿晶形貌表明脆性断裂,存在晶界弱化,晶界面上清晰,无氧化物,说明断口形成后没有经过高温氧化。因此,推断心部应在产品安装前就存在缺陷,外圈是安装受力之后断裂的。 图3感应淬火区微观形貌 1100X 图4感应淬火过渡区微观形貌2000X Fig. 3 Facture appearance of inductionhardened area Fig. 4 Facture appearance of inductionhardened transition area 图5 心部微观形貌1200X 图6心部微观形貌1300X Fig.5 Facture appearance of center area Fig.6 Facture appearance of center area 1.3金相组织分析 沿着断裂起源部位垂直断口进行切割、制一轴向试样,抛光态分析,在断口边缘区域的心部有平行断裂面的微裂纹,如图7所示,同样是心部区域发现有不少黑色氧化孔洞,如图 8所示,试样上有A、B类非金属夹杂物存在,但没有发现异常级别和超大颗粒的非金属夹杂物。经4%硝酸酒精浸蚀后,表层感应淬火区域按照 JB/T9204-1999 标准评定表面金相组织为马氏体4级,如图9所示;心部组织为珠光体+铁素体,晶粒大小不均,有粗大晶粒存在,如图10所示。 距离断口约15mm切割一横向试样,心部没有发现黑色氧化孔洞,表层感应淬火区域马氏体4级。黑色氧化孔洞说明该区域经历了高温过烧,表层感应淬火马氏体组织正常,说明过烧不是发生在感应淬火工序。心部组织为珠光体+铁素体,晶粒大小不均,有粗大晶粒存在,是因为正火工序将过烧组织得到一些修正,但原来过烧造成的黑色孔洞仍来存在,因此过烧应该发生在正火工艺之前。 图7 微裂纹500X 图8 黑色氧化孔洞500X Fig. 7 Crazing 500X Fig.8 Black holes oxidation 500X 图9 表层组织 500X 图10 心部组织 100X Fig.9 Microstucture at edge 500X Fig. 10 Microstucture in center area 1.4化学成分分析 将断口通过 QSN750 火花直读光谱仪进行元素分析,结果见表1,符合企业标准要求。 表1化学成分分析结果 Table 1 Analysis results of chemical composition 检测元素 C% Si% Mn% P% S% Cr% Ni% Cu% 标准要求 0.50~0.57 0.150.35 0.600.90 ≤0.035 ≤0.040 ≤0.25 ≤0.20 ≤0.25 实测值 0.55 0.30 0.87 0.017 0.011 0.14 0.098 0.12 2讨论与分析 从断口宏观和微观形貌分析,心部缺陷在产品安装之前就存在,且经过高温融化,导致晶粒严重圆钝化以及表层覆盖着熔融氧化物,外层是受力后一次性脆性断裂,外层感应区域不正常的沿晶断裂,推断该钟形壳经历了过热或过烧,导致晶界弱化,产生沿晶断口。 从垂直断口切割试样的金相分析,黑色氧化孔洞说明该区域经历了高温过烧,表层感应淬火马氏体组织正常,说明过烧不是发生在感应淬火工序。心部组织为珠光体+铁素体,晶粒大小不均,有粗大晶粒存在,是因为正火工序将过烧组织得到一些修正,但原来过烧造成的黑色孔洞仍来存在,因此过烧应该发生在正火工艺之前,即锻造工序。轴向试样非金属夹杂物分析,没有发现异常的非金属夹杂物缺陷,而从远离断口切割的试样分析,同样是心部,没有发现黑色孔洞缺陷,说明缺陷主要集中在钟形壳R角区域,即断裂区域。如果是原材料疏松、残余缩孔等缺陷,往往会伴随着严重的夹杂物,而且随着材料锻造成型,缺陷会沿轴向扩展,不会仅仅局限与某一区域,因此可以排除是原材料缺陷。 通过对同一批次产品的金相分析发现,花键和端面连接的R角处晶粒均比其余部位粗大;通过对锻造工序分析得知,由于花键和端面连接的R角处特定的结构以及锻造温度设定偏高,非常容易导致R角处过热,甚至过烧。 3 结论 (1)钟形壳在锻造工序中花键和端面连接的R角处出现了过烧现象,过烧导致该部位出现孔洞和晶界弱化,在承受外力之后发生脆性断裂。 (2)对该钟形壳锻造工艺进行了改进,另外在产品工序抽查过程中加强对R角处金相分析,以便对R角处异常组织及时监控。 ( 参考文献: ) ( [1]任颂赞.张静江,陈质如,等,钢铁金相图谱[M].上海:上海科学技术文献出版社, 2003. ) ( [2] 张栋.钟培道,陶春虎,等,失效分析[M].北京:国防工业出版社,2004. ) 采用金相分析以及扫描电镜分析等试验方法对钟形壳进行了分析。结果表明:导致钟形壳断裂主要是因为锻造工序中在 R 角部位出现了过烧。通过改进锻造工艺,解决了断裂问题。
关闭-
1/4
-
2/4

还剩2页未读,是否继续阅读?
继续免费阅读全文产品配置单






北京欧波同光学技术有限公司为您提供《钟形壳中钟形壳失效分析检测方案(离子溅射仪)》,该方案主要用于其他中钟形壳失效分析检测,参考标准《暂无》,《钟形壳中钟形壳失效分析检测方案(离子溅射仪)》用到的仪器有离子溅射仪BRIGHT KAS-2000F 、自动单头镶嵌机Orion 300AW 、Apreo 2超高分辨场发射扫描电镜、赛默飞(FEI)Axia ChemiSEM 智能型钨灯丝扫描电镜、赛默飞 Talos F200X S/TEM 透射电子显微镜、赛默飞(原FEI)Helios 5 DualBeam 双束扫描电镜、冷台GATAN C1000。
我要纠错








相关方案
 咨询
咨询