

方案详情文
智能文字提取功能测试中
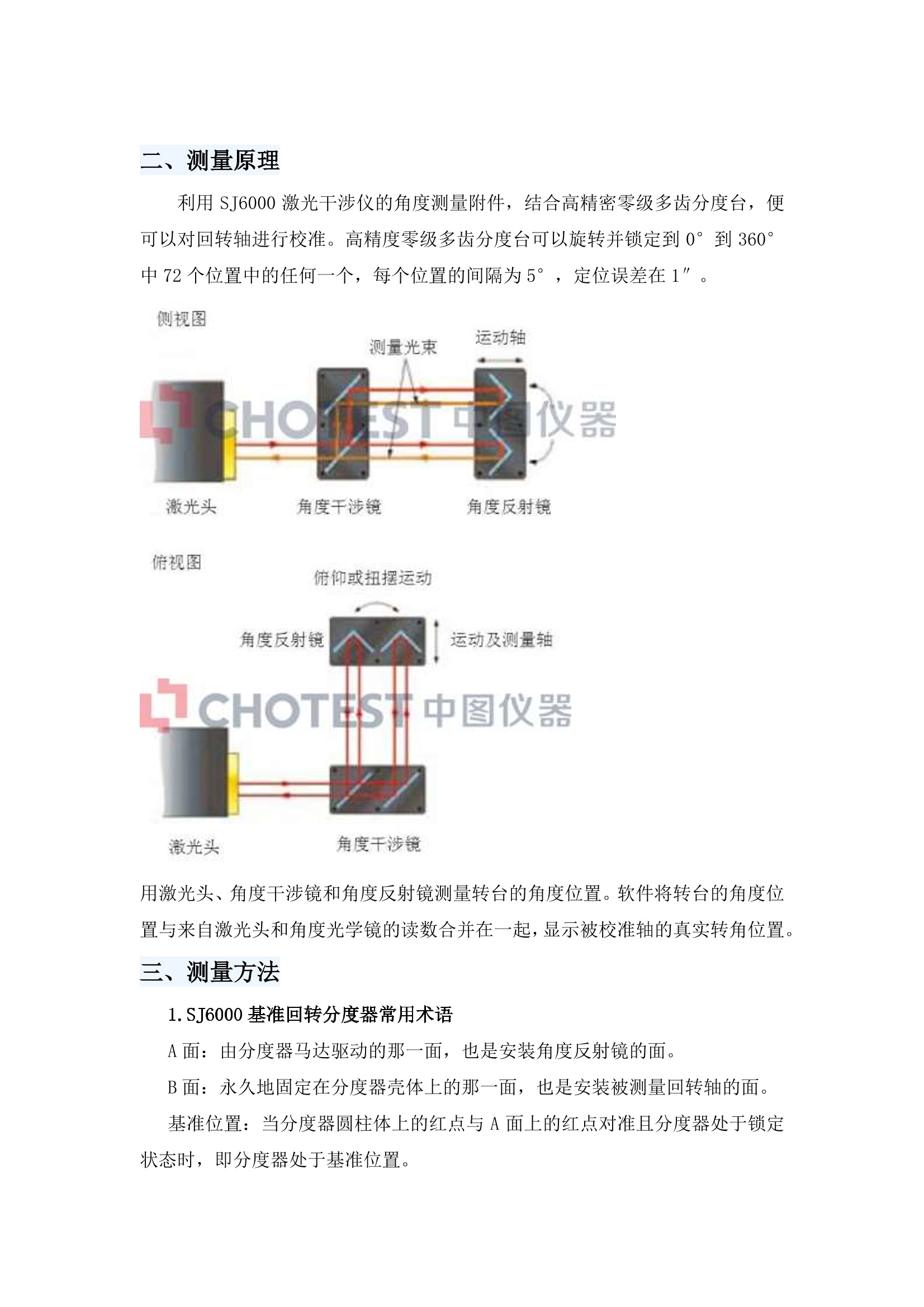
一、概述 数控机床回转轴回转运动的位置精度是工件或刀具位置基准、运动基准的关键影响因素,因此也决定着机床的几何精度和工作精度.而回转轴回转运动的位置精度主要用其转动定位精度和重复定位精度来评价,传统上主要使用电子测微计,准直仪等工具来检测,电子测微计分辨率为0.). 1~0. 01 lm,需要与其它传感器共同组成测量系统,,准准直仪精度度可达0.01s, 但测量量程很小,且二者相对于激光干涉仪(分辨率为0.001 lm)都存在精度低,受环境温度影响大,检验重复性差等缺点,难以反映受检机床的真正精度.在国际标准中激光干涉仪是唯一公认的进行数控机床精度检定的仪器 二、测量原理 利用 SJ6000 激光干涉仪的角度测量附件,结合高精密零级多齿分度台,便可以对回转轴进行校准。高精度零级多齿分度台可以旋转并锁定到0°到360°中72个位置中的任何一个,每个位置的间隔为5°,定位误差在1”。 侧视图 测量光束 运动轴 CHOMSTC仪器 激光头 俯视图 角度反射镜 角度反射镜 运动及测量轴 LCHOTES中图仪器 激光头 角度干涉镜 用激光头、角度干涉镜和角度反射镜测量转台的角度位置。软件将转台的角度位置与来自激光头和角度光学镜的读数合并在一起,显示被校准轴的真实转角位置。 三、测量方法 1.SJ6000 基准回转分度器常用术语 A面::由分度器马达驱动的那一面,也是安装角度反射镜的面。 B面:永久地固定在分度器壳体上的那一面,也是安装被测量回转轴的面。 基准位置: 当分度器圆柱体上的红点与A 面上的红点对准且分度器处于锁定状态时,即分度器处于基准位置。 锁定与解除状态时:当分度气圆柱体与A面之间没有间隙时,分度器被锁定,即软件采集数据状态;当分度器从锁定状态切换到解除锁定状态时,A面与分度器主体脱离,A面向上移动约2.5mm,限随着被测量回转轴的转动, A面通过分度器的 Hirth轴,以每5°为一节反向回转到被测量回转轴所转动的基准位置。以确保激光光束能够返回到激光头探测孔里面。 2.测量 采用SJ6000 回转轴精度测量软件以及相配套的基准回转分度器,把角度反射镜安装在基准回转分度器顶板(A面)上,再将基准回转分度器安装在被测量回转轴上,角度折射镜安装在机床比较合适的位置上(尽可能靠近基准回转分度器),然后调试激光干涉仪与角度折射镜和角度反射镜之间的光路准直,并确保基准回转分度器,在锁定与解除锁定状态下以及两个终端目标位置之间切换时,光路强度信号在测量范围之内。 开始测量时,首先确定测量基准位置,当被测量回转轴转动到某一个目标位置时,基准回转分度器从锁定状态切换到解除锁定状态,固定在基准回转轴分度器上的顶板(A面)与基准回转分度器主体脱离,顶板(A面)拖起角度反射镜向上移动约2.5mm, 然后向相反方向以每5°为一节回转到被测量回转轴所转动的基准位置上。按照测量转动顺序重复5次自动采集数据,然后根据 SJ6000回转轴精度测量软件,对角度误差进行统计分析和绘制图形,最后评定出被测轴的位置精度。 四、测量步骤 1.连接激光干涉仪和基准回转分度器至计算机,并接通电源。 2.安装激光干涉仪,角度干涉镜,角度反射镜,基准回转分度器,并调试光路准直。 3.根据 SJ6000 回转轴精度测量软件,在计算机主菜单上设置首目标位置和末目标位置,通常为0°和360°,各目标位置之间的角度(即从一个目标位置移动到下一个目标位置回转轴需要转动的角度,也就是回转间距),如果想得到足够多的采集测量数据,则回转间距设置小些,通常每隔15°或30°设一个目标位置。 4.启动 SJ6000 回转轴精度测量软件,重新校准测量程序,保证基准回转分度器转动自如。测量前必须对基准回转分度器进行定位,即把基准回转分度器圆柱体上的红点与A面上的红点对齐,且基准回转分度器处于锁定状态,也就是测量时的零点位置。 5.采用双向交替转动顺序进行测量,即先从一个方向转动测量各目标位置(0°~360°),再从相反的方向转动测量一次(360°~0°)。按照这一测量转动顺序,直至完成所要求的测量转动次数。另外,在编辑测量转动程序时,还要充分考虑首目标位置和末目标位置的越程,通常选择5°,主要考虑消除转向时的间隙。 6.系统控制被测回转轴的转动,编辑一段测量转动程序,该程序与计算机主菜单设置的数据采集程序相一致。然后,按照测量转动程序依次转动到每个目标位置上,并在每个目标位置上停留一段足够长的时间。以便 SJ6000 回转轴精度测量软件,监控被测回转轴的每个目标位置,并等候稳定在“读数稳定性”允许范围之内,随即 SJ6000 回转轴测量软件以每秒5次的测量速度进行采集数据。停留时间长短由“测量期”参数决定。采集数据的时间,由计算机屏幕上不断增加的箭头显示来表明。当箭头结束“测量期”时, SJ600 回转轴测量软件将采集 数据进行平均,计算出该目标位置的角度误差并显示于屏幕误差栏中,同时也显示出角度误差趋势图形。随着测量次数的增加,所显示角度误差趋势图形也随之改变,因此,可比较直观的反映和观察到每次测量角度的误差值。按照测量转动顺序重复5次双向交替数据采集后,将采集的数据进行存盘。 7.启动数据分析软件,可以根据GB10931-89或国际上通用的 IS0230、VDI/DGQ3441等标准,来评定被测数控机床回转轴的位置精度。包括定位精度、重复定位精度、反向偏差和位置偏差。并且可以打印出每次测量各目标位置的原始偏差数据及回转轴位置精度的偏差趋势分析图形。借此直观地反映出被测回转轴的实际偏差情况,得到被测回转轴偏差的参考数据,以便改进装配工艺和补偿修正。
关闭-
1/5

-
2/5
还剩3页未读,是否继续阅读?
继续免费阅读全文产品配置单
深圳市中图仪器科技有限公司为您提供《数控机床中回转轴精度检测方案(干涉仪)》,该方案主要用于数控机床中回转轴精度检测,参考标准《暂无》,《数控机床中回转轴精度检测方案(干涉仪)》用到的仪器有null。
我要纠错
相关方案
 咨询
咨询






