

方案详情文
智能文字提取功能测试中
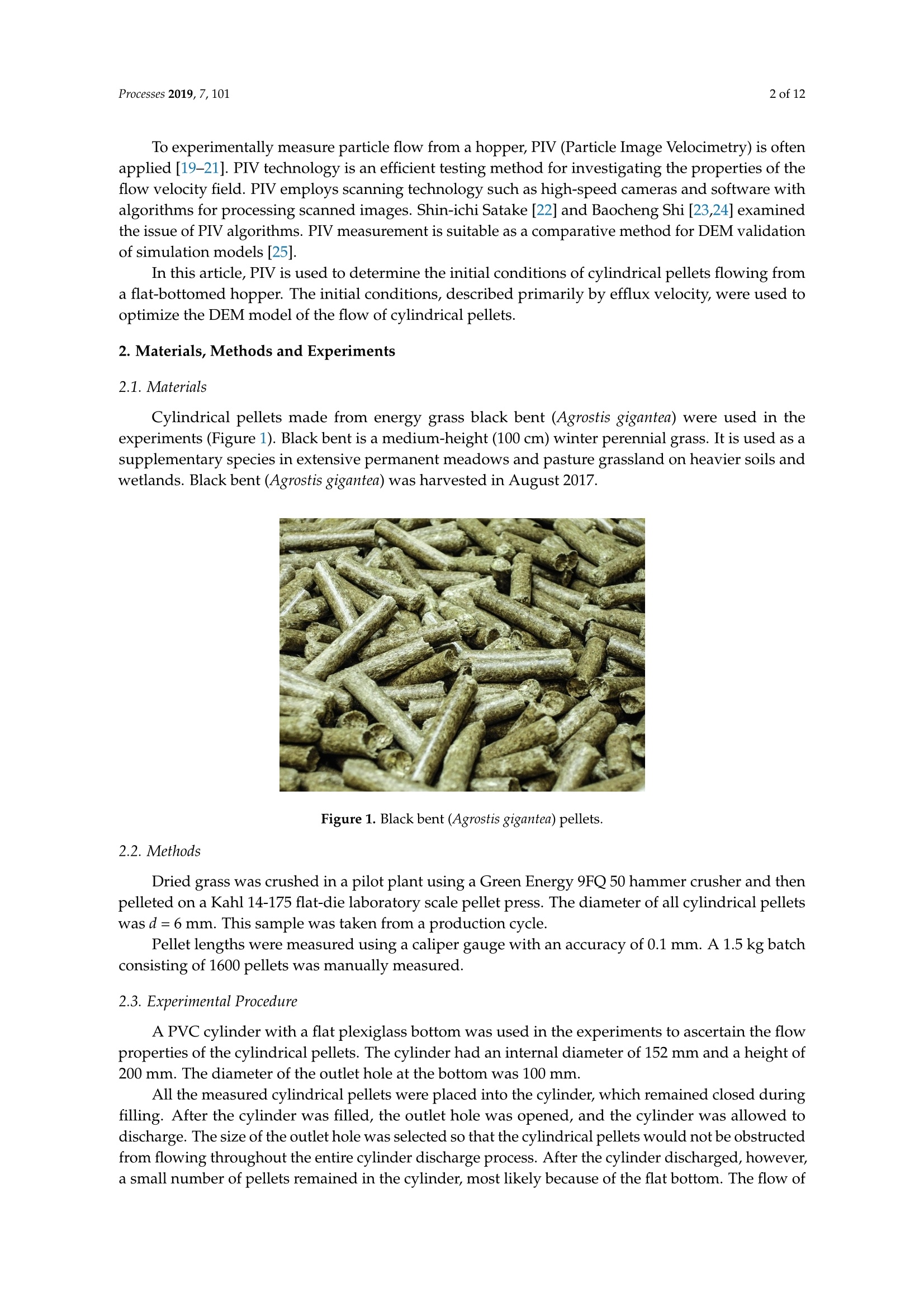
c processes Processes 2019,7,1012 of 12 Processes 2019, 7, 101; doi:10.3390/pr7020101www.mdpi.com/journal/processes Article Discrete Element Method Model Optimization ofCylindrical Pellet Size Jiri Rozbroj, Jiri Zegzulka, Jan Necas and Lucie Jezerska *D VSB-TUOstrava, ENET Centre, Bulk Solids Centre, 17. listopadu 15, 708 33 Ostrava, Czech Republic; jiri.rozbroj@vsb.cz (J.R.); jiri.zegzulka@vsb.cz (J.Z.);jan.necas@vsb.cz (J.N.) * Correspondence: lucie.jezerska@vsb.cz; Tel.:+420-596-999-430 Received: 11 January 2019; Accepted: 13 February 2019;Published: 15 February 2019 check forupdates Abstract: The DEM (Discrete Element Method) is one option for studying the kinematic behaviour ofcylindrical pellets. The DEM experiments attempted to optimize the numerical model parametersthat affected time and velocity as a cylindrical vessel emptied. This vessel was filled with cylindricalpellets. Optimization was accomplished by changing the coefficient of friction between particles andselecting the length accuracy grade of the sample cylindrical pellets. The initial state was a series often vessel-discharge experiments evaluated using PIV (Particle Image Velocimetry). The cylindricalpellet test samples were described according to their length in three accuracy grades. These cylindricalpellet length accuracy grades were subsequently used in the DEM simulations. The article discusses acomparison of the influence of the length accuracy grade of cylindrical pellets on optimal calibrationof time and velocity when the cylindrical vessel is emptied. The accuracy grade of cylindrical pelletlength in the DEM sample plays a significant role in relation to the complexity of a created simulation. Keywords: DEM; particle image velocimetry; friction coefficient; hopper discharge;pellets 1. Introduction An increase in the demand for biomass is anticipated in the next few years. The world needsenormous amounts of power to maintain current economic development. Energy from biomass iscontributing to social and economic development as an alternative for future power demands [1].Biomass possesses some adverse properties for storage and transportation, such as a heterogeneouscomposition of irregularly shaped particles or low-density particles. Pelletizing biomass results inimproved storage and transportation properties [2]. Knowledge of biomass flow properties in this casehas been significantly substantiated [3]. M.R. Wu [4] deals with the measurement and comparisonof various forms of solid biomass. Issues in movement of these particles is based on the effect offriction parameters, particle shape and hopper geometry [5]. Shie-Chen Yang [6] and Paul W. Cleary [7]experimented with general two-dimensional models. Discrete element methods (DEM) have alsobeen frequently applied to verify the effect of friction parameters and the shape of particles in thematerial flow [8,9]. The study of DEM input parameters is specific to their application. In general,friction between particles, the coefficient of restitution, rolling friction, angle of repose, etc., have beendetermined [10-14]. C.J. Coetzee [15] presented a detailed overview of general DEM issues, calibrationand validation. Using calibration and validation procedures, satisfactory results can be achieved withDEM models of silo discharge [16].M. Marigo [17] used DEM modelling on cylindrical pellets forindustrial applications. The accuracy of the shape of the modelled particles influences the calculationoutput. An optimal compromise between shape accuracy and the number of individual sub-particlesused must usually be found. Although particle shape accuracy increases with a higher number ofsub-particles, the computational effort increases [18]. To experimentally measure particle flow from a hopper, PIV (Particle Image Velocimetry) is oftenapplied [19-21]. PIV technology is an efficient testing method for investigating the properties of theflow velocity field. PIV employs scanning technology such as high-speed cameras and software withalgorithms for processing scanned images. Shin-ichi Satake [22] and Baocheng Shi [23,24] examinedthe issue of PIV algorithms. PIV measurement is suitable as a comparative method for DEM validationof simulation models [25]. In this article, PIV is used to determine the initial conditions of cylindrical pellets flowing froma flat-bottomed hopper. The initial conditions, described primarily by efflux velocity, were used tooptimize the DEM model of the flow of cylindrical pellets. 2. Materials, Methods and Experiments 2.1.Materials Cylindrical pellets made from energy grass black bent (Agrostis gigantea) were used in theexperiments (Figure 1). Black bent is a medium-height (100 cm) winter perennial grass. It is used as asupplementary species in extensive permanent meadows and pasture grassland on heavier soils andwetlands. Black bent (Agrostis gigantea) was harvested in August 2017. Figure 1. Black bent (Agrostis gigantea) pellets. 2.2. Methods Dried grass was crushed in a pilot plant using a Green Energy 9FQ50 hammer crusher and thenpelleted on a Kahl 14-175 flat-die laboratory scale pellet press. The diameter of all cylindrical pelletswas d=6mm. This sample was taken from a production cycle. Pellet lengths were measured using a caliper gauge with an accuracy of 0.1 mm. A 1.5 kg batchconsisting of 1600 pellets was manually measured. 2.3. Experimental Procedure A PVC cylinder with a flat plexiglass bottom was used in the experiments to ascertain the flowproperties of the cylindrical pellets. The cylinder had an internal diameter of 152 mm and a height of200 mm. The diameter of the outlet hole at the bottom was 100 mm. All the measured cylindrical pellets were placed into the cylinder, which remained closed duringfilling. After the cylinder was filled, the outlet hole was opened, and the cylinder was allowed todischarge. The size of the outlet hole was selected so that the cylindrical pellets would not be obstructedfrom flowing throughout the entire cylinder discharge process. After the cylinder discharged, however,a small number of pellets remained in the cylinder, most likely because of the flat bottom. The flow of pellets from the cylinder was recorded with a high-speed camera. Filling,discharge and recording wasrepeated ten times. The experiment is illustrated in Figure 2. Figure 2. Diagram of the experiment. 2.4. DEM Model EDEM Academic software was used to simulate the experiments with the DEM. The basicgeometric dimensions of the cylinder model are identical to the real model used for discharging thecylindrical pellets and PIV measurement. The DEM cylinder model is shown in Figure 3. EDEMAcademic EDEMAcademic Figure 3. DEM cylinder model The primary pellet size distribution according to their actual measured lengths is shown inFigure 4, with a length accuracy grade of t1=0.5 mm. The average length value of cylindrical pelletsin the sample was Lp =28.45±2.93 mm. The standard deviation value of u = 2.93 mm accordingto normal Gaussian distribution is 10.3% of the average value of the measured length of cylindricalpellets Lp· The most accurate grade of cylindrical pellet ti wwaass ddeerriivveedd from real measurements(as mentioned above). The other two accuracy grades of cylindrical pellet, t2=1 mm and t3=2 mm, were derived fromt1, and a different step width was applied to them. Figure 4. Cylindrical pellet sample with a length accuracy grade of t1=0.5 mm. In this article, the length accuracy grade is the difference between the values of the two nearestsize classes. The size class is a set of specific pellet lengths. If the degree of precision is 2 mm in length,the classes were graded in steps of 2 mm. For example,21 mm, 23 mm and 25 mm. The length of thepellets ranges from 21.1 to 23 mm in the 23 mm class. The input parameters for the DEM material properties are indicated in Table 1. Table 1. Material properties. Input Parameter Geometry Pellet Material Poisson’s Ratio (-) 0.25 0.33 Shear Modulus (Pa) 1.00×10 5.00 × 10ǒ Density (kg.m-) 2500 1564-1650 The high shear modulus values in Table 1 were used to achieve sufficient rigidity in individualparticles [26]. Here, the values 1.00 ×10-1.00×10° did not affect the angle of repose or bulkdensity. For pellets, the shear modulus value was selected from approximately the centre of the1.00×10-1.00×10°range. Poisson’s Ratio and the shear modulus was obtained from literature [27]. It was necessary to set the gap size between spherical particles in each cylindrical pellet, as well asthe number of required spherical particles, as illustrated in Figure 5. This was based on the measuredpellet length Lu. The number of spherical particles np making up the pellet was obtained by dividingthe measured pellet length of Lu by the pellet diameter d, as given by Equation (1). This was roundedup to the nearest integer. The number of gaps between spherical particles p was calculated usingEquation (2), and the gap size g was calculated using Equation (3). P=np一1 (2) Lu-d (3) p Lu Time:7sAca Figure 5. Diagram of a cylindrical pellet in EDEM Academic. The contact parameters for DEM simulations are given in Table 2. Values for the pellets’coefficientof restitution were selected. The character of the pellet flow in the container where the effect of thecoefficient of restitution was not so dominant was also a prerequisite. Static friction coefficient valuesof f= 0.005, 0.0075, 0.1 and 0.15 were applied to pellet selection from t1-t3 marked as t4-t6 in theDEM,as shown below. These four friction values were used each time for each cylindrical pelletselection. For each friction coefficient in the DEM, ten simulations were performed. Forty simulationswere performed for one length accuracy grade of the cylindrical pellets in the DEM. In all, a hundredand twenty simulations were performed. Physical interactions between the pellets and between thegeometry and the pellets were according to Hertz-Mindlin (no slip) [12]. Table 2. Contact parameters. Input Parameter Pellet to Pellet Pellet to Geometry Coefficient of Restitution (-) 0.2 0.3 Coefficient of Static Friction (-) 0.005-0.15 0.15 Coefficient of Rolling Friction (-) 0 0 In general, the number of particles used in the simulation affected the simulation speed. A higherparticle number increased the calculation time [18]. The specific lengths of these pellets were selectedfor DEM simulation of discharging the cylindrical pellets. Three pellet selection (t4-t6) for the DEM were derived from the length accuracy grades of t1, t2and t3 (Table 3). The derived t4, ts and t include simplification. Pellet sizes (lengths) with a value lessthan 1% of the total number of pellet samples were not included. The total number of pellets was 1600(i.e., one percent being 16 pellets). Table 3. Pellet selection t4, ts and t6-lengths selected from ti, t2 and t in the DEM model. Lu (mm) Pellet Selection Number of Pellets (pcs) g (mm) np (pcs) 5 4 5.33 4 22.5 5.5 4 23 t4, t5, t6 26,42,60 5.67 4 23.5 t4 24 5.83 4 24 t4, ts 19, 43 6 24.5 t4 37 4.63 25 ta, ts, t6 44,81,124 4.75 25.5 t4 54 4.88 26 ta, t5 55,109 5 26.5 t4 71 5.13 27 t4, t5, t6 77,148,257 5.25 27.5 t4 85 5.38 28 t4, t5 90,175 5.5 28.5 t4 92 5.63 29 t4,ts, t6 100,192,367 5.75 29.5 t4 102 5.88 30 ta, t5 133,235 6 30.5 t4 115 4.9 6 31 ta, ts,t6 89,204,439 5 6 31.5 t4 113 32 t4, ts 79,193 32.5 t4 74 6 33 ta, ts,t6 33,107,300 33.5 6 3 6 From the sample with a length accuracy grade of t1,23 sizes were taken. These pellets rangedfrom 22.5 mm to 33.5 mm in size (t4, Table3). From the sample with a length accuracy grade of t2,13 sizes were selected. These pellets ranged from 22 mm to 34 mm in size (ts, Table 3). From the samplewith a length accuracy grade of t3, 8 sizes were selected. The pellets ranged from 21 mm to 35 mm insize (t6, Table 3). To obtain an assumed total weight of 1.5 kg in the DEM pellet sample, density values of1650 kg.m-3 for t4,1628 kg.m-3for ts and 1564 kg·m-3 for to were used. These values were determinedby direct correlation. 2.5. Particle Image Velocimetry The camera frame rate was set to record at 500 frames per second. With a maximum resolution of2016 × 2016 pixels and frequency of 500 fps, the CCD camera (LaVision Imager pro HS 4M) recorded3600 pictures in a single shooting sequence, corresponding to a video length of 7.2 s. This interval wassufficient for all of the cylinder discharging process experiments. The recorded cylinder dischargingprocess was evaluated using the PIV software DaVis 8.0.8 from the LaVision company.The aim was todetermine the average components of vertical velocity vy of the pellets in the area just outside the outlethole. Particle Image Velocimetry (PIV) is an optical method used to visualize flow. The results of a PIVanalysis are typically a two-dimensional vector field. The cross-correlation method (in Davis LaVisionsoftware) was used to evaluate the PIV data. The images were separated into regular windows ofthe same size. A velocity vector was determined in each of these windows. The software stacked thecorresponding windows from the first and second time slots and then shifted the images toward eachother. For each position, the software then counted the signal match rate in each individual pixel to forma correlation map. From the best matches, peaks were created, and the resulting vectors subsequently determined from their positions. In the final stage, the average velocity of pellet movement from ascanned area could be obtained using the Davis LaVision software. The calibration was performed by linear scaling. In this way, the transfer of pixel to the lengthunits (millimetres) and the coordinate system in the images were created directly in DaVis 8.0.8. 3. Results The objective of PIV and DEM measurement was to obtain average values of the vertical velocitycomponent Uy and the discharge time te. Ten measurements with the same settings were repeated withPIV. The values vy and te in both PIV and the DEM were evaluated at the moment 0.2 s after the outlethole had opened. The reason for this was to exclude movement of the closure element at the cylinder'sopening from the video recording. This movement could have affected the PIV values of vy near thevector field area. The vector field area just outside the outlet hole in the PIV and DEM is illustrated inFigure 6. The total average velocity of the ten repeated PIV measurements outside the outlet hole was-0.71 ms-1. The standard deviation was 0.26 ms-1. The average discharge process time observedfrom ten measurements was te=3.05 s, and the standard time deviation was 0.65 s. Figure 6. Capturing the average vertical velocity vy (PIV at left and DEM at right). Comparison of the results of the DEM simulations and the PIV measurement for t4-t6 are givenin Figures 7-9. The individual figures show Uy just outside the outlet hole on the left, and the times teon the right. Four values of vy and te are shown for frictions f=0.05 tof=0.15. Each vy and te valuein the DEM was created as an average of ten simulations. The standard deviation zones and averagevalues of vy and te in the PIV measurement are also indicated. 5 PlV t, standard deviation Figure 7. Graphs of vy and te for pellet selection t4 in the DEM model. Figure 8. Graphs of Vy and te for pellet selection ts in the DEM model. Figure 9. Graphs of vy and te for pellet selection t6 in the DEM model. Figure 7 shows a graph of vy just outside the outlet hole and time te for t4 in the DEM fromTable 3. The resultant DEM velocities Vy were near the average value from the PIV; the discharge timeste; however, were different. The resultant combination of the pair of values vy and te was best at afriction of f= 0.05. The highest deviation of the average value of te in the PIV simulations resulted ina friction of f=0.15. The friction coefficient f between pellets shows a significant influence. As thefriction coefficient f increased, the discharge time te increased. The difference between the highest andlowest average value of te was 1.04 s. The values of average velocities vy in the DEM did not changedistinctively as the friction f changed. Figure 8 shows a graph of the vertical velocity component vy just outside the outlet hole and timete for pellet selection t5. The resultant DEM velocities vy were near the average value from the PIV; thedischarge times te, however, were different. The resultant combination of the pair of values vy and tewere optimal at friction f=0.1. The resulting average value of te from the simulations with a friction off= 0.05 differed by 0.07 sfrom the result with f=0.075. The obtained results reveal that t5 was the most suitable of all thetested samples with a specific length accuracy grade. The resulting te for friction fof 0.05 to 0.1 had asimilar character; the values did not differ from each other as much as in the case of samples ta and t6.The difference between the average value of te from the PIV and the values in the DEM was a time of0.25 s for friction f= 0.05, a time of 0.18 s for f=0.075, a time of 0.05 s for f=0.1, and a time of 0.33s for f=0.15. The difference between the average values between PIV and the DEM was highest atfrictionf=0.15. Figure 9 shows graphs of the vertical velocity component Vy just outside the outlet hole and timetefor t. The resultant DEM velocities vy were near the average value from the PIV; the discharge timeste, however, were different. The highest average value of te was for friction f=0.15. The resulting average value of te in the DEM for f=0.1 differed by 0.28 s from the result withf = 0.05. With regard to the average value vy in the DEM, the result for f=0.1 was better than thatfor f= 0.05; the average value of te in the DEM, however, was lower for f=0.05 than for f= 0.1.The resulting average value te for friction f=0.15, however, was higher for t6 by 0.36 s than t4.The difference between the average value of te in PIV and the values of te in the DEM was a time of 0.26 s for friction f=0.05, a time of 0.14 s for f= 0.075, a time of 0.54 s forf=0.1, and a time of 1.03 sfor f=0.15. At first glance, from the values of pellet emptying times te and pellet velocity Dy, it follows thatthe optimal pellet model appears to be the case of ts. This model showed the best range of velocitiesand times in the DEM across the whole range of friction coefficients. These values showed minimumdispersion (the least fluctuation) around the average values of the PIV measurements. The results of tfor t4 and t6 differ most from the PIV with frictionf=0.15. Finding and examining the differencesbetween the individual t4-t6 was necessary. By comparing the values from Table 3, it was evident that ts was different to t4 and t6. All threepellet selections had pellets with 4,5 and 6 particles, but ts had the largest proportion of four-particlepellets. ts had 1.21 times more than t4 and 1.32 times more than t. The large impact these differenceshad and how it influenced the emptying time te for individual pellet selection with a friction setting off=0.15 was observed. In the te comparison of t4 with ts at a friction f= 0.15, a 20% difference can be seen in theproportion of the four-particle pellets already at the limit of the range of the average value in thePIV measurements. It could be said that a larger number of smaller particles had a positive effect onreducing friction (filling the space between larger pellets) and thus reduced time. All three createdDEM pellet selections were suitable for validation. However, the usable limit was at f= 0.15. This limitis especially significant in pellet selection t6. If the applied DEM pellet model had been calibrated tofriction values even higher thanf=0.15, granulometry t6 would probably not have been suitable. 4. Conclusions This article compared the DEM simulations with the PIV results and determined the influence ofthe length accuracy grade of the pellets on the velocity and time during discharge of the hopper. The DEM measurements revealed that verification of the hopper discharge process using PIVcannot be evaluated by knowing the velocity parameter Uy only. An important role is played by thedischarge time te and the friction coefficient f that affects this time in determining the accuracy ofthe results. The necessary friction coefficient f was set so that the resultant average values of vy in the DEMwere very close to the average values of vy in PIV. The criterion to determine the accuracy of the resultswas the value of the discharge time te. Three DEM pellet samples were created with different length accuracy grades and numbers ofindividual pellet sizes. The sample with ta had the highest number of pellet length sizes, from which 23 sizes wereselected. From the sample with ts, 13 length sizes were selected. From the sample with t6, 8 pelletlength sizes were selected. The pellet selections contained a different number of the smallest particles. Pellet selection ts contained the largest proportion of four-particle pellets.Compared togranulometry, ts had 1.21 times more than t4 and 1.32 times more than t6. The impact these differenceshad and how it influenced the emptying time te for individual granulometries with a friction setting of. f=0.15 was determined. In the DEM simulations, the friction between pellets was set from f= 0.05 to f=0.15. In all cases,time te increased as fincreased. For correct calibration of t4, the most optimal friction coefficient wasf= 0.05. For sample ts, the optimum friction coefficient was f=0.1. For t6, it was f= 0.075. The most accurate average value of te in the DEM simulation compared to te from the PIV wasobserved in ts at friction coefficient f= 0.1. This setting can be regarded as the best in terms of DEMcalibration in the given case It was discovered that a larger number of smaller particles had a positive effect on reducingfriction and thus reduced the time te. All three DEM pellet selections were suitable for validation.However, the usable limit was at friction coefficient f= 0.15, especially for t6. If the applied DEM pellet model had been calibrated to friction values even higher than f= 0.15, t6 would probably not havebeen suitable. Author Contributions: Conceptualization, J.Z. and J.N.; Formal analysis, J.N.; Investigation, J.R. and L.J.;Supervision, J.Z.; Writing-original draft, J.R.; Writing-review & editing,L.J. Funding: The research was funded by the Ministry of Education, Youth and Sports of the Czech Republic underOP RDE grant number CZ.02.1.01/0.0/0.0/16_019/0000753. Acknowledgments: This work was supported by the Ministry of Education, Youth and Sports of the CzechRepublic under OP RDE grant number CZ.02.1.01/0.0/0.0/16_019/0000753“Research centre for low-carbonenergy technologies". Conflicts of Interest: The authors declare no conflict of interest. Nomenclature d pellet diameter (m) f coefficient of static friction between pellets (-) gap size between spherical pellet particles (m) gL average value of pellet length in the sample (m) measured length of pellet (m) me total weight of sample model (kg) r total number of the measured cylindrical pellets (pcs) phuaverage components of vertical velocity (ms-)Greek Symbol number of spherical particles making up the pellet (pcs) number of gaps between spherical particles (pcs)accuracy grade of cylindrical pellet lengths 0.5 mm (m)accuracy grade of cylindrical pellet lengths 1 mm (m)accuracy grade of cylindrical pellet lengths 2 mm (m) pellet selection from ti (pcs) pellet selection from t2 (pcs) pellet selection from t3 (pcs) discharge time (s) standard deviation of the cylindrical pellet measured length (m) total volume of pellets (m) density (kg·m-3)AbbreviationDEM Discrete Element MethodPIV Particle Image Velocimetry References 1. Herbert, G.J.; Krishnan, A.U. Quantifying environmental performance of biomass energy. Renew. Sustain.Eneroy Rev. 2016,59,292-308. [CrossRef] 2. Puig-Arnavat, M.; Shang, L.; Sárossy, Z.; Ahrenfeldt, J.; Henriksen, U.B. From a single pellet press to abench scale pellet mill-Pelletizing six different biomass feedstocks. Fuel Process. Technol. 2016, 142,27-33.CrossRefl 3. Miccio, F; Barletta, D.; Poletto, M. Flow properties and arching behavior of biomass particulate solids.Powder Technol. 2013, 235,312-321. [CrossRef] 5. Jung, U.; An, J.H.; Lim, B.S.; Koh, B.H. Modeling discharge of pellets from a hopper using response surfacemethodology. Int. J. Precis. Eng. Manuf. 2012, 13,565-571.[CrossRef] 6. Yang, S.C.; Hsiau, S.S. The simulation and experimental study of granular materials discharged from a silowith the placement of inserts. Powder Technol. 2001,120,244-255.[CrossRef] 7. Cleary, P.W.; Sawley, M.L. DEM modelling of industrial granular flows: 3D case studies and the effect ofparticle shape on hopper discharge. Appl. Math. Model. 2002, 26,89-111. [CrossRef] ( 8. Hohner, D.; Wirtz, S.; Scherer, V. A numerical study on the influence of particle shape on hopper discharge within t he polyhedral and multi-sphere discrete element method. Powder Technol. 2 012,226,16-28.[Cro ssRef] ) ( 9. Gonzalez-Montellano, C.; Gallego, E.;Ramirez-Gomez, A.; Ayuga, F. Three-dimensional discrete element models for simulating the f i lling and emptying of silos: Analysis of numerical results. C o mput. Ch e m. Eng. 2012,40,22-32. [ CrossRef ] ) ( 10. Ai,J.; Chen, J.F.; R otter, J.M.; Ooi, J.Y. Assessment of rolling resistance models in discrete element simulations. Powder Technol. 2011,206,269-282. [ CrossRe f ] ) ( 11. Wang, L . ; Zhou, W.; D i ng, Z.; Li, X.; Zhang, C . Experimental d e termination of parameter eff e cts on the coefficient of restitution of differently shaped maize i n three-dimensions. Powder Technol. 2015,284,187-194. [ CrossRe f ) ( 12. Barrios,G.K.;de Carvalho,R.M.;Kwade, A.; Tavares, L.M. Contact parameter estimation for DEM simulationof iron ore pellet handling. Powder Technol. 2013,248,84-93. [ C rossRef ] ) ( 13. Lu, G.; Third,J . R.; Muller, C.R. Discrete element models for non-spherical particle systems: From theoreticaldevelopments to applications. Chem. Eng. Sci. 2015, 12 7 , 425-465. [C r o s s Ref] ) ( 14. Alonso-Marroquin, F; R amirez-Gomez, A.; G o nzalez-Montellano, C.; Balaam, N.; Hanaor, D.A.; Flores-Johnson, E .A.; Gan, Y.; Chen,S.; Shen, L. Experimental and numerical determination of mechanicalproperties o f polygonal wood particles and their flow an a lysis in silos. Granul. M a tter 2013, 15, 811-826. C rossRef l ) ( 15. Coetzee, C.J. Calibration of the discrete element method and the effect of particle shape. Powd e r Techn o l. 2016,297,50-70. [C rossRef] ) ( 16. Coetzee, C.J.; Els, D.N.J. Calibration of discrete element parameters and the modelling of silo discharge andbucket filling. Comput. Electron. Agric. 2009,65,198-212.[Cros sRef] ) ( 17. Marigo, M.; Stitt, E.H. Discrete element method (DEM) for industrial applications: Co m ments on calibrationand validation for the modelling of cylindrical pellets. KONA Powder Part. J. 2 0 15, 32,236-252. [Cross R e f] ) ( 18. Soltanbeigi, B .; Podlozhnyuk, A.; Papanicolopulos, S.A.; Kloss, C.; Pirker, S.; Ooi , J.Y . DE M study ofmechanical characteristics of multi-spherical a n d superquadric particles at micro and macro scales. PowderTechnol. 2018,329,288-303. [C rossRef] ) ( 19. Steingart, D.A.; Evans, J.W. Measurements of granular flows in two-dimensional hoppers by particle imagevelocimetry. Part I: Experimental method and results. Chem. Eng.Sci. 2005, 60,1043-1051. [CrossR ef] ) ( 20. Sielamowicz, I.; B lonski, S.; Kowalewski, T. A . Di g ital particle im a ge vel o cimetry (DPIV) technique inmeasurements of granular material fl o ws, Pa r t 2 of 3-converging hoppers. Che m . Eng. S ci. 2006, 61,5307-5317. [ CrossRef ] ) ( 21. Sielamowicz,I.; Blonski, S.; Kowalewski, T.A. O p tical technique DPIV in measurements of gr a nular materialflows, P art 1 of 3-plane hoppers. Chem. Eng. Sci. 2 0 05, 60,589-598. [Cro s s Ref] ) ( 22. Satake, S.I.; Sorimachi, G.; Masuda, N.; Ito, T. Special-purpose computer for Particle Image Velocimetry.Comput. Phys.Commun. 2 011,182,1178-1182.[ C r oss R ef ] ) ( 23. Shi, B.; Wei, J . ;Pang, M. A modified cross-correlation algorithm for PIV i mage processing of particle-fluid two-phase flow. Flow Meas. I nstrum. 2015,45,105-117.[Cr ossRef] ) ( 24. Shi, B.; Wei, J.; Pang , M. A modified optical flow algorithm based o n bilateral-filter and multi-resolution analysis for PIV image processing. Flow Meas. Instrum. 2014, 38,121 - 130 . [ CrossRef ] ) ( 25. Zhao,X.L.; Li, S.Q.; Liu, G.Q.;Song, Q.; Yao, Q. Flow patterns of solids in a two-dimensional spouted bed with draft plates: PIV measurement and DEM simulations. Powder T e chnol. 2008,183,79-87.[Cr ossRef] ) ( 27. Kruggel-Emden, H. ; Wirtz,S.; Scherer, V . An experimental in v estigation of mixing of wood pellets on aforward acting grate in discontinuous ope r ation. Pow d er Technol. 2013 , 233, 261-277. [Cros s Ref ] ) ( @ 2019 by the authors. Licensee M D PI, Ba s el, Switzerland. Th i s article is an open a c cess article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/). ) The DEM (Discrete Element Method) is one option for studying the kinematic behaviour ofcylindrical pellets. The DEM experiments attempted to optimize the numerical model parameters that affected time and velocity as a cylindrical vessel emptied. This vessel was filled with cylindrical pellets. Optimization was accomplished by changing the coefficient of friction between particles and selecting the length accuracy grade of the sample cylindrical pellets. The initial state was a series of ten vessel-discharge experiments evaluated using PIV (Particle Image Velocimetry). The cylindrical pellet test samples were described according to their length in three accuracy grades. These cylindrical pellet length accuracy grades were subsequently used in the DEM simulations. The article discusses a comparison of the influence of the length accuracy grade of cylindrical pellets on optimal calibration of time and velocity when the cylindrical vessel is emptied. The accuracy grade of cylindrical pelletlength in the DEM sample plays a significant role in relation to the complexity of a created simulation.
关闭-
1/12
-
2/12
还剩10页未读,是否继续阅读?
继续免费阅读全文产品配置单

北京欧兰科技发展有限公司为您提供《圆柱形颗粒中流动速度场检测方案(工作站及软件)》,该方案主要用于其他中流动速度场检测,参考标准《暂无》,《圆柱形颗粒中流动速度场检测方案(工作站及软件)》用到的仪器有LaVision DaVis 智能成像软件平台、LaVision HighSpeedStar 高帧频相机、德国LaVision PIV/PLIF粒子成像测速场仪。
我要纠错
推荐专场


CCD相机/影像CCD
更多



相关方案
 咨询
咨询