方案详情文
智能文字提取功能测试中
PRODUCTS 8 SERVICES85AEROSPACETESTINGINTERNATIONALCOM / DECEMBER 2019 X-RAY COMPUTEDTOMOGRAPHYFOR [DIMENSIONALMETROLOGY The testing and inspection of high value andcomplex components can be achieved faster andmore cost-effectively with x-ray CT scanning -ray computed tomography (CT) hassuccessfully entered the field ofcooidinate metrology as an innowativeand flexible non-contact measurementtechnology tor perto rmhing dimensionalmeasurements on industrial parts. It prowidesadvantages not available with conventionaltactile andopticalcoordinate measuringmachines (CMMs), giving the ability tperform non-destructive measuement tasksthat areoften not possible with any othermeasurement tech nology. Theseinclude,forexampe,the inspection,without any need tocutordestroy the components,of complex,high-value additive ma nufacturing productsfeaturing a high density of informnation. In the aerospace market, CT can be used toinspectsmaller to medium-sized componentssuchasturbine bla des,aluminum castingsand tubewelds. WithCT quantitativeanalyses can be performedatseveralstagesof the productcycles,enabling theoptimzation of products and manufacturngprocesses and the ewaluationof conformity toproductspecifications. The three ma in componentsof an x-ray CTsystem arethex-ray souice,rotary tableanddetector. DifferentCTsystem config ura tionsexist: tor example,flat paneldetectors (alsoknown as dig ital detectora mays (DDA))orlinear diode array detectors (LDA) can beused With LDAs the phenomenon of x-rayscattering,relevantwhilescanning high-density materials such as in aerospaceapplications, does not impact thescanLongerscanning times are required, however. Thex-ray source-to-detectordistance and x-ray souice-to-objectdistancedetinethe geometrical magn ifica tion of the CT scan and thevoxel sizeof the 3DCT model of thepart The use ofvariablex-raysouice-to-detectordistances, as offered in theNSl system portblio, isaso fundamentalbraerospace applica tions toachieve the bestsignalpossible. Indeed, being the CT technology basedonx-rayatten uationprinciples,thesize and the thickness ofthepartandthe ma terial density playfundamental roles. The bigger thecomponentand the denser the material,the more poweris required for thex-rays t penetrate. Theoutputof a CT scan is the 3D model ofthe part This model is used to performaccurate measuiements of the entireworkpiece without any fborm ofcontact orneed tocutordestroy the part CT alsoenables material ins pection and identifica tionof intermal defects such as voids and cracksand can be used to identify delaminationswhen inspecting composite materials In Figure 2 the color bar represents thedifferent pore sizes,which are alsovisibleonthe 3D CT model. CT is capable of locating theporosities in the 3D model of the part and of VolumeIme0.0166 0.0133 0.0100 0.0067 0.0034 0.0001 1 # Exampleof dimensionalanalysis on a turbine blade.a)3Dview of the blade withclipping plane b)measuiement of dimensionalfeatures and airbil profile,c)wall thickness analysis 2 Exa mple of porosityanalysis on a tube weld providing informa tion on the differentporosities' volumes. Thesize of the porositiesordefects that can bedetected dependsonthescan resolution,which is also a functionof the partsize, geometry and material.Advancedscanning tech niquessuch as NsiSubpix can achieve animproved resolutionand therebiea laiger field-of-view for a givenresolution. Other CT applications include nomina lactual comparisons inwhich thevolumetricmodel of the actualpart is registered andcompared to is nominal model and fiberanalysis forcomposite materials. CT offers a wide range of advantages overcorventional measurement technologies,including the ability to perform holisticmeasurements of the component on complexandfor non-accessible eatures in a non-contactand non-destruct ieway,withhighdensity of information. Inaerospace this isfundamental beca use theoften high cost ofparts does notencou rage destructivetesting. CT alsoenables engineers toquicklyevaluate the conforma nce of the parts beforehigh-cost machining processes.Whenmeasuring, for exam ple,the freeformsurtaces of turbine blades,CTcan provide ahigh density of points in a much shorter timethan conventional tactile CMMs,and being anon-contact technique, there is no need torprobetip compersation when ins pecting freetori surtaces. 在航空航天领域,CT可用于检测从较小到中等尺寸的组件,例如涡轮叶片,铝铸件和管焊件。借助CT,可以在不同产品周期的多个阶段进行定量分析,从而优化产品和制造工艺,并评估产品规格的合格性。 涡轮叶片CT检测当检测复杂的航天航空领域涡轮机部件时,3D计算机断层扫描 (CT) X 射线技术可以满足大部分需求。我们建议全方位检测叶片以确保其质量和性能尤其重要。涡轮机制造商们通常关注的是叶片的壁厚、侵蚀和磨损。以上可以在体素图形中进行壁厚分析,颜色随壁厚进行调整。您可以使用检测/取消要求来预定义设置,以显示壁厚是否太薄。气流也非常重要。当叶片投入使用时,空气会被泵入以防止叶片过热。在铸造之后钻上通风孔。其中最重要的是对钻孔的检测,以确保钻孔过程中没有因后壁被冲击而形成破坏热点。通常,复合材料制造商会检测分层、孔隙、褶皱、纤维方向等问题,以及是否缺少材料。三维 X 射线扫描之所以如此重要,是因为复合材料是由多层组成的,通常纤维分布于三个维度之上。因此,材料的性质是各向异性的,它们会随材料的方向而改变。制造商担心复合材料的复合层分层而降低其牢固度,使结构受到损害。孔隙率检测也很重要,因为孔隙可能成为导致分层或裂缝的应力点。纤维方向决定了其所组成结构的强度。NSI专利的 efX-CT 软件的3D渲染功能可以在多个轴上显示部件的多个虚拟截面,分辨率通常足够检测只有几微米的单根复合纤维。分层和褶皱是可以检测的。并且可以对孔隙率进行量化和测量。 efX-CT 软件下涡轮叶片CT检测计算机断层扫描(CT)技术可使您发现到其材料真实的表现和位置。使用三维图像,您可以查看实际表现之间的关系,量化它们的尺寸和发现设备表面和边缘之间的关系。CT 的另一个特点是能够创建部件的表面渲染。创建一个多边形网格来提取表面信息,并能够定义或表面处理项目,例如焊缝内的气孔会提高测量能力和精确度。对于材料相对均一的管焊接或铸件等产品,表面提取可能非常简单。在我们的管焊接案例中,孔隙率指示会在其周围创建一个表面,使后期处理软件能够测量这些特征,或根据最小和最大指示的阈值大小设置生成孔隙率报告。在这个阶段,解释器现在已经具备了查看三维数据的全部能力。它们可以测量指示,查看间距和方向,并根据我们从未有过的数据作出有关样件质量的判定。与传统的测量技术相比,CT具有广泛的优势,包括能够以非接触和非破坏的方式,通过高密度的信息对复杂和/或不可访问的试样特征进行组件测量。在航空航天应用中,这是最基本的,因为零件的成本通常很高,不允许进行破坏性测试。CT还使工程师能够在进行高成本的加工之前快速评估零件的合格性。
关闭-
1/1

产品配置单
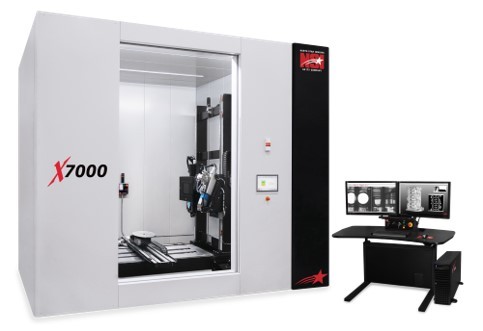
NORTH STAR IMAGING USA为您提供《涡轮叶片及复合材料中CT检测检测方案(工业CT)》,该方案主要用于航天中CT检测检测,参考标准《暂无》,《涡轮叶片及复合材料中CT检测检测方案(工业CT)》用到的仪器有美国北极星成像X射线系统 X7000型工业CT。
我要纠错



相关方案
 咨询
咨询