工业甲醛中甲酸含量测定及故障排除
房剑锋1 邓颖良2马盼盼3
Determination and troubleshooting of formic acid content in Industrial formaldehyde
Fang Jianfeng 1 Deng Yingliang 2 Ma Panpan3
甲醛是现代工业中重要的有机化工原料,可以作为防腐剂、还原剂和消毒剂直接使用,也可作为原料广泛应用于医药、农药、香精、树脂、工程塑料等工业产品的生产制造之中。目前甲醛生产常见的工艺有两种,一种为银法生产工艺,一种为铁钼法生产工艺,这两种工艺在生产过程中出了产出甲醛外,还伴随着很多副产的生成如:甲醇、一氧化碳、甲酸、二甲醚等。
甲酸在SDS中明确写出,甲酸蒸汽会随着气温升高而升高,瓶内会形成一定内压,开瓶前需确保产品低于10℃以下,并做好防护措施,在通风橱中缓慢开启。且甲酸蒸汽会造成严重皮肤灼伤和眼损伤。
甲醛中甲酸测定原理:甲酸中的羧基中羰基氧和羟基氧孤对电子共轭作用,使其在205-215nm 处具有紫外吸收。利用甲酸在210nm 处有紫外吸收,通过液相色谱(VWD检测器)进行外标定量。外标物甲酸因储存条件严格,且操作过程中存在的较大的安全隐患,故本文尝试使用其他低风险试剂代替(甲酸钠)
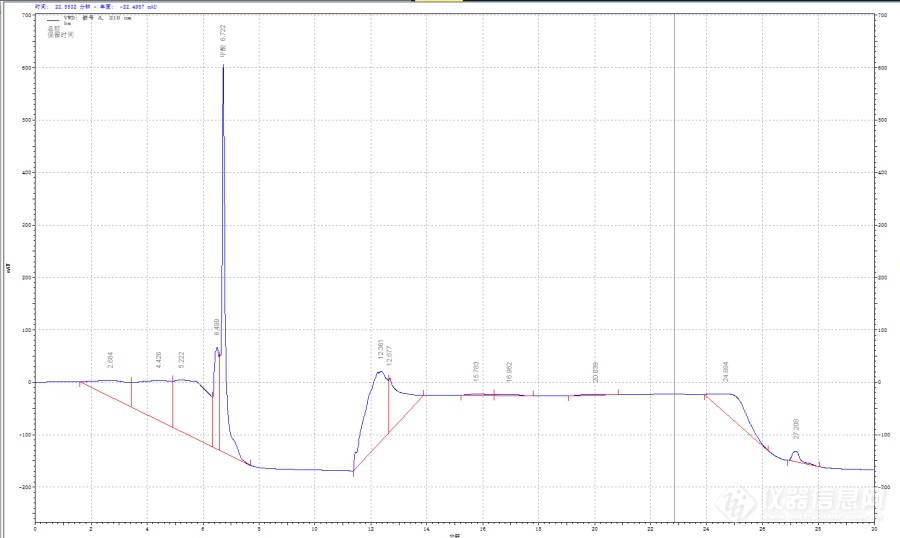
因在线仪表安装,甲醛中甲酸的分析频次明显降低,从而导致长时间不使用,液相色谱柱不能很好的将甲酸与其他峰分开,本文通过改变色谱条件解决此问题。
2.1试剂及溶液
2.1.1 甲醇(色谱纯)
2.1.2 去离子水
2.1.3 浓盐酸(分析纯)
2.1.4磷酸(分析纯)
2.1.5甲酸钠(分析纯)
2.2仪器与设备
2.2.1液相色谱仪1200(反相)
2.2.2电子天平 0.1mg
2.2.3容量瓶(100mL)
2.2.4 样品瓶
2.2.5 超声波清洗器
2.3色谱参数
2.3.1 色谱柱:CAPCELL PAK-C18 5um ,4.6*250mm
2.3.2 梯度洗脱:C:0.1 % 磷酸溶液D:甲醇
RT/min | 甲醇/0.1%磷酸 | 流速 |
0.01 | 1/99 | 0.5mL/min |
7.00 | 1/99 | 0.5mL/min |
15.00 | 70/30 | 1.0mL/min |
20.00 | 1/99 | 1.0mL/min |
30.00 | 1/99 | 0.5mL/min |
2.3.3 柱温:40℃
2.3.4 流速:0.5mL/min
2.3.5 进样量:30uL
2.3.6 UV 检测器:波长210nm
2.3.7 定量方法:外标法
2.4标准曲线配制
欲配制浓度10.0mg/kg 、20.0 mg/kg 、35.0 mg/kg 、50.0 mg/kg、 60.0mg/kg 的甲酸标准溶液。分别称取0.0590g、0.1183g、0.2070g、0.2956g、0.3548g甲酸钠至100mL容量瓶,加入1-2滴盐酸,用超纯水定容到100mL,再进行逐级稀释得到上述浓度的标准溶液,转移到液相小瓶中进行液相分析。通过液相分析制得甲酸钠甲酸标准曲线: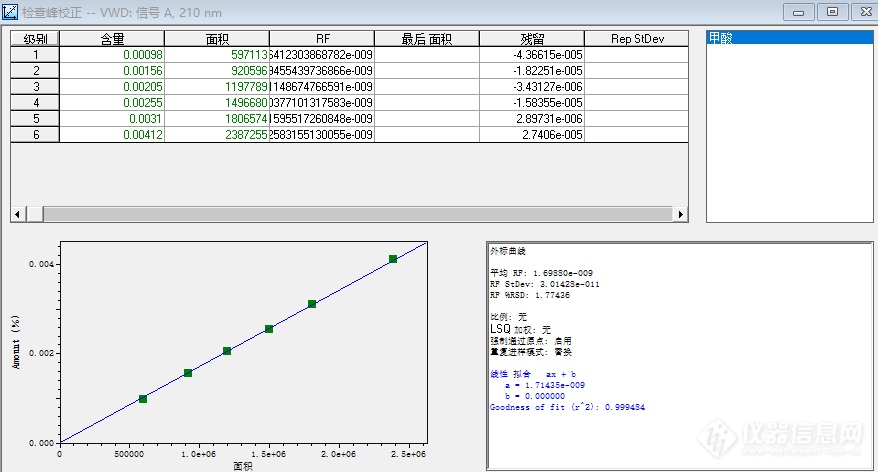
2.5标准曲线测试单点验证
位号 | 标准曲线% | 单点% | 回收率% |
样品1 | 0.0158 | 0.0165 | 96 |
样品2 | 0.0178 | 0.0184 | 97 |
样品3 | 0.0171 | 0.0175 | 98 |
样品4 | 0.0186 | 0.0190 | 98 |
样品5 | 0.0177 | 0.0181 | 98 |
样品6 | 0.0170 | 0.0172 | 99 |
样品7 | 0.0187 | 0.0188 | 99 |
样品8 | 0.0173 | 0.0179 | 97 |
样品9 | 0.0174 | 0.0180 | 97 |
样品10 | 0.0151 | 0.0159 | 95 |
样品11 | 0.0172 | 0.0180 | 96 |
样品12 | 0.0173 | 0.0181 | 96 |
样品13 | 0.0174 | 0.0182 | 96 |
样品14 | 0.0171 | 0.0178 | 96 |
样品15 | 0.0161 | 0.0168 | 96 |
样品16 | 0.0152 | 0.0156 | 97 |
样品17 | 0.0168 | 0.0173 | 97 |
样品18 | 0.0177 | 0.0179 | 99 |
2.6实验结论
用甲酸钠替代甲酸制作标准曲线,可以得到相关系数0.999以上的标准曲线,且通过标准曲线与单点间的验证可以发现标准曲线测定的结果回收率均在95-105%,故可以用甲酸钠替代甲酸制作标准曲线测定甲酸
RT/min | 甲醇/0.1%磷酸 | 流速 |
0.01 | 1/99 | 0.5mL/min |
7.00 | 1/99 | 0.5mL/min |
15.00 | 70/30 | 1.0mL/min |
20.00 | 1/99 | 1.0mL/min |
30.00 | 1/99 | 0.5mL/min |
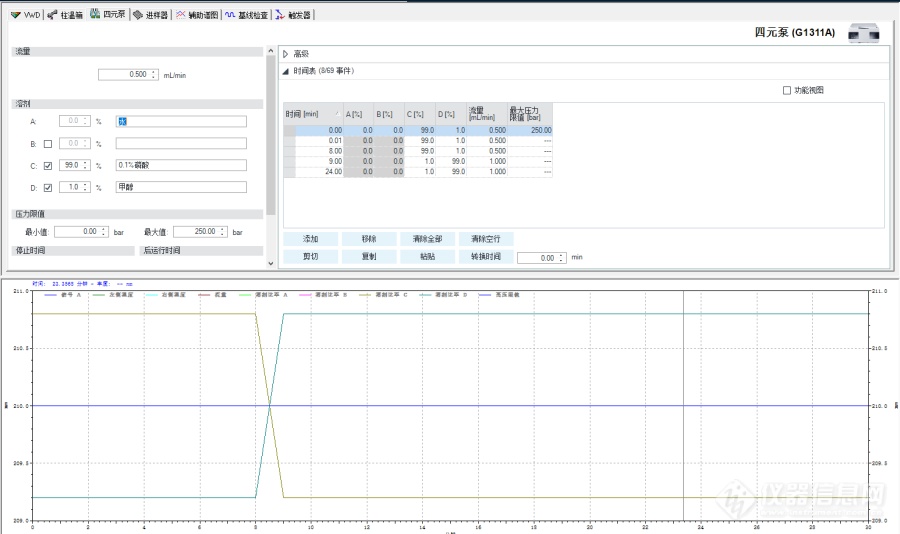
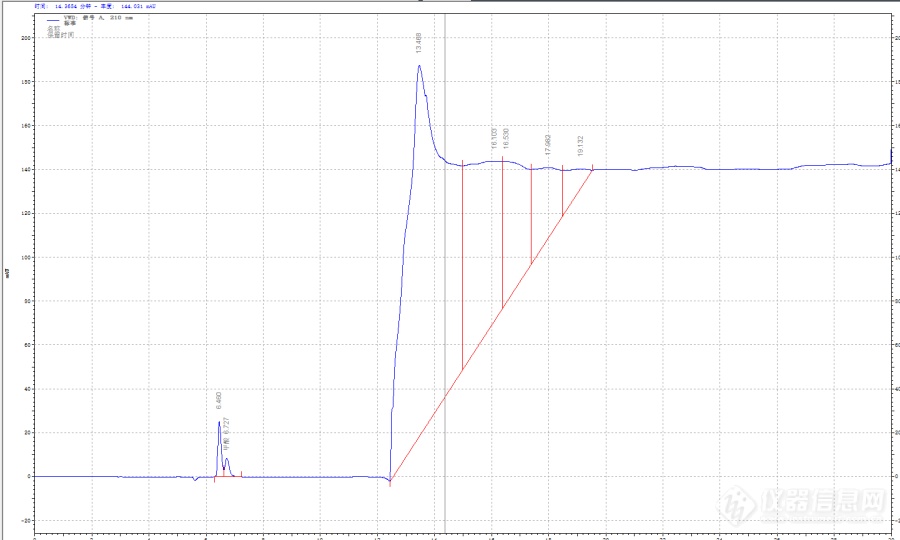
3.3.1更改流动相配比与流速
将流动相配比改为甲醇(99%):磷酸(1%),流速:1.0ml/min,此时发现系统泵压会升高为110bar左右,经过10-15min冲洗,泵压会降低,逐渐降低至60bar以下且压力会趋于平稳,平稳后调整回样品分析时的配比,待泵压稳定在40-45bar之间时开始进行样品分析,此刻甲酸峰能较好的分离。于是更改流动相配比及流速如下图,可以有效的改善甲酸分离不好的问题。