-
+关注
私聊
-

chclq0214
第16楼2020/09/05
Insm_d4e77f7e(Insm_d4e77f7e) 发表:图 其实这种就是移液枪的枪头,上面那个略微粗,尝试过进一下粘稠比较大的,深度和位置一定要调节好,否则容易一开始升温开气的时候一瞬间就飞溅出来了,所以进样位置很重要,好像岛津的没有可视系统,做样品的时候可以用牙科镜观察一下进样效果;
其实这种就是移液枪的枪头,上面那个略微粗,尝试过进一下粘稠比较大的,深度和位置一定要调节好,否则容易一开始升温开气的时候一瞬间就飞溅出来了,所以进样位置很重要,好像岛津的没有可视系统,做样品的时候可以用牙科镜观察一下进样效果;
还有你说的有光时候飞溅出来,这个发亮指的是否石墨管变成700-800时候的略微偏橙色时有液滴直接爆沸,纠齐原因我觉得可能干燥时间不够?延长干燥时间保证在干燥尝试;这种枪头我个人觉得需要常换,本身寿命就不长,里面有很薄的镀膜容易被酸腐蚀;可能会影响重复性;
-
+关注
私聊
-
夕阳
第18楼2020/09/06
 应助达人
应助达人刚才又仔细地看了你的升温程序,发现在你的升温程序中,载气的设置有些问题。一般而言,在干燥和灰化阶段,载气(内气)的流量一般设置为0.2L/min,而你在干燥阶段载气设置为0.1L/min,如此,样品中的水分不能彻底蒸发掉,继而造成样品有可能在灰化阶段发生“暴沸”,也就是楼主所说的“喷出来”现象。
其次,灰化阶段的载气流量设置为1L/min,如此大流量的载气,并且在灰化开始瞬间是从250度起始升温的,如此会对干燥阶段结束时还没有蒸发彻底的样品造成喷溅。
综合上述两个原因,则造成样品对石墨管的进样孔内壁(没有热解涂层保护)及四周的腐蚀损害,就会产生照片中的现状。
总的来说,造成石墨管进样口周边损坏的原因还是样品没有彻底蒸干的缘故。所以建议楼主将干燥和灰化阶段的载气流量均设置为0.2L/min试试看。并且将干燥最终温度设置为200度,并将斜率升温时间再延长到60秒为宜,因为样品是粘稠类型的。
此外除残阶段的载气也没有必要设置为1L/min,0.3L/min足矣。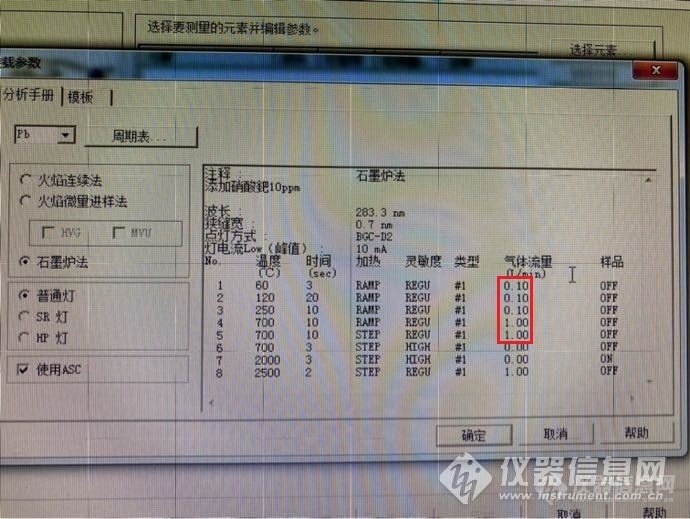
建议铅的灰化温度:60~170度;斜率升温(RAMP);时间:60秒;干燥和灰化阶段载气流量:0.2L/min;此外铅的700度灰化温度有些偏高了,如果是为了克服牛奶中的背景干扰,一定要加基体改进剂。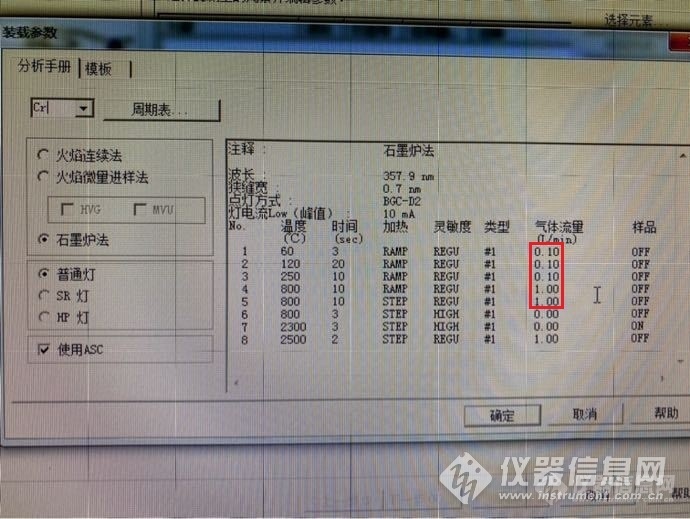
铬的原子化温度2300度有些低了,建议在2700度。除残温度因该在2800度。干燥和灰化阶段载气流量:0.2L/min;Insm_d4e77f7e(Insm_d4e77f7e) 发表:分析元素是铅和铬,样品是酸奶和鲜奶。1仪器型号:岛津AA6880。2背景扣除是氘灯背景扣除。3石墨炉分析。4标曲浓度是1-2-4-8-10ug/L。5样品处理方法是微波消解,取0.2g左右样品,加7ml硝酸,120度,150度,180度三个温度梯度消解,然后赶酸至1ml,定容到10ml,赶酸温度160度。附上石墨炉的升温程序图,然后做pb的时候,因为样品的背景值太高,我就把灰化温度700度改成了800度,但是效果依旧不理想。