从2010年开始,随着新能源、3C电子和电动工具等领域的快速发展,对锂电池的需求量与日俱增,越来越多的企业投身于锂电池的生产制造,据统计,2015年我国动力电池装机总量为16.5GWh,2022年提高到296GWh。随着时间的推移,使用过程中电池的性能会逐渐衰减,直至报废,目前动力锂电池的平均使用寿命约为4-8年,因此从2018年开始,前期使用的锂电池已开始陆续退役,废旧电池的处理和回收规模后续将越来越大,据估计,2019-2025年我国退役动力电池装机总量预计将由0.2GWh上升至52.0GWh。
对于废旧锂电池,目前主要有两种处理方法,一是梯次利用,即将退役电池用在储能等其他领域,这主要针对磷酸铁锂电池;二是拆解回收,即将退役电池进行放电和拆解,提炼原料,从而进行循环利用,有效节约生产成本,三元电池目前以拆解回收为主。回收的主要方法有火法冶金、湿法冶金和生物浸出等,其中湿法冶金回收率较高,日益成为锂电池回收的主要工艺方法。
商用锂电池通常由塑料或金属外壳、正极(Al箔上的锂金属氧化物)、负极(Cu箔上的石墨)、电解液(LiPF6、DMC、EC、EMC等)、粘接剂(如PVDF)和隔膜组成,回收的主要目标是正极上的有价金属,如锂、钴、镍。但是,电池废料中的有毒物质在回收预处理过程中排放的废气和导致的潜在危险是一个需要考虑的严重问题。了解电池材料在热解过程中产生的废气种类,有助于选择合适的废气处理措施,降低相关的风险,优化回收工艺。

本文以废旧三元电池为例,介绍热质联用方法分析拆解电池极片在热解过程中产生的逸出气体。先将废旧电池进行放电处理,然后在手套箱中拆解,拆出正极片,晾干后进行真空包装。测试仪器为STA-QMS,测试前在空气下打开包装,快速称量样品,放入坩埚,然后放入炉腔内,通入Ar吹扫,将炉腔内的气氛置换为纯净的惰性气氛,以10K/min从35℃升温到700℃,Ar气氛,质谱采用扫描模式,从1amu扫描到120amu。

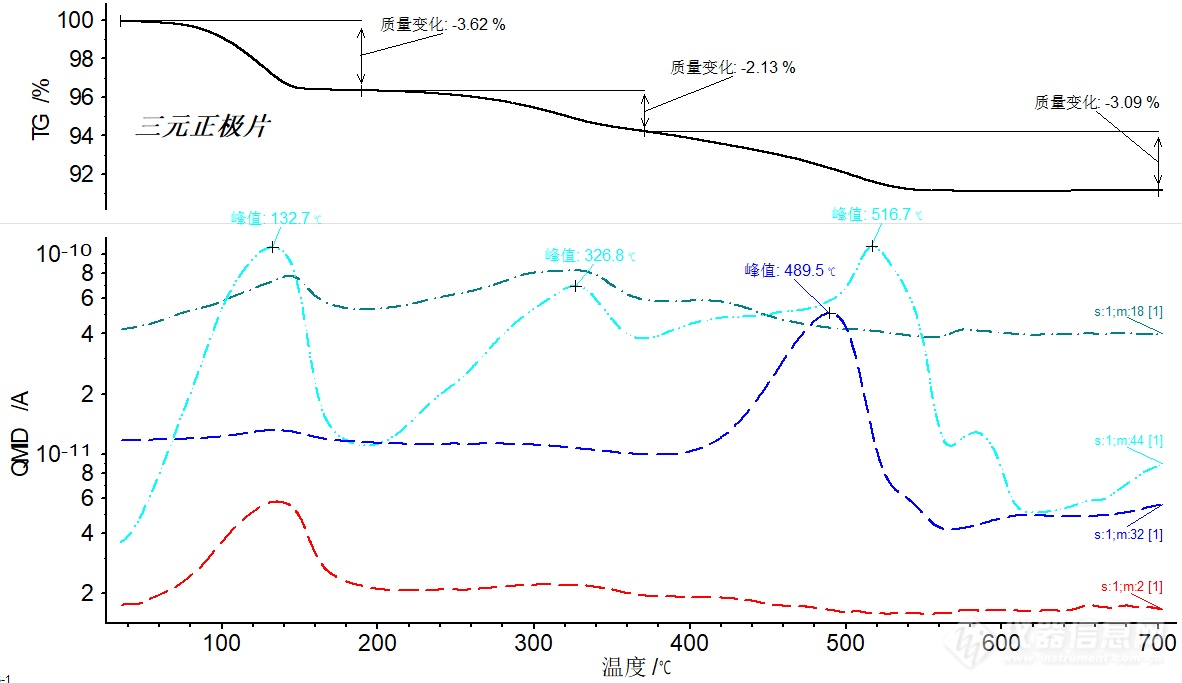
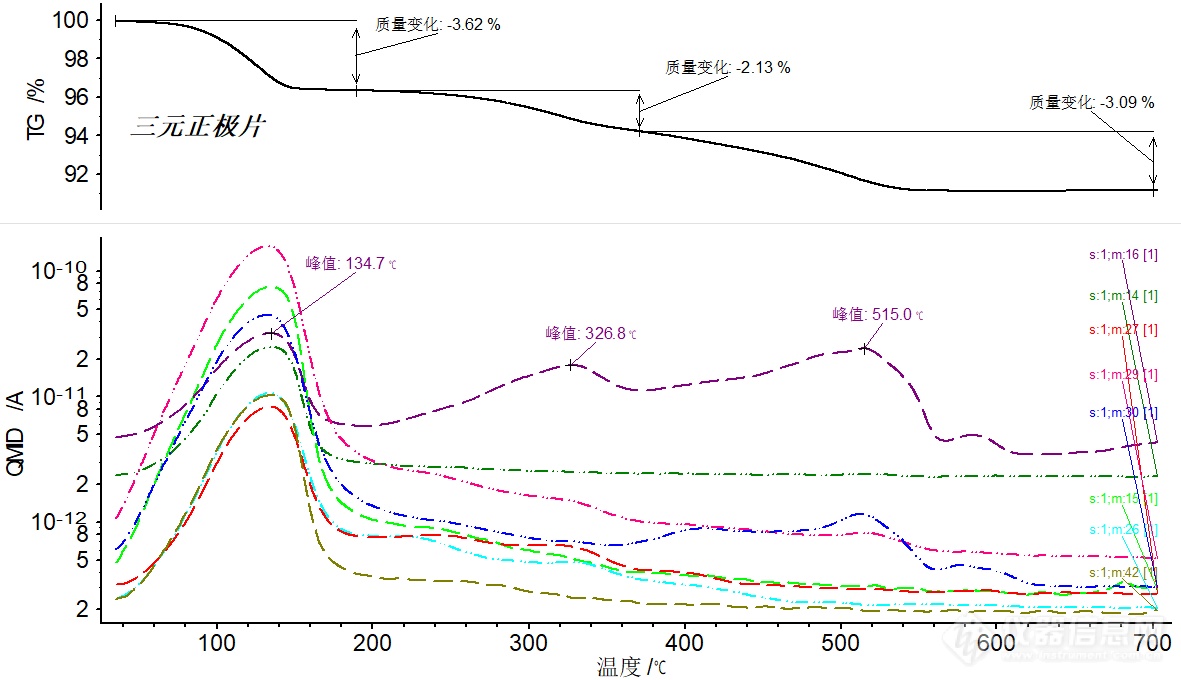
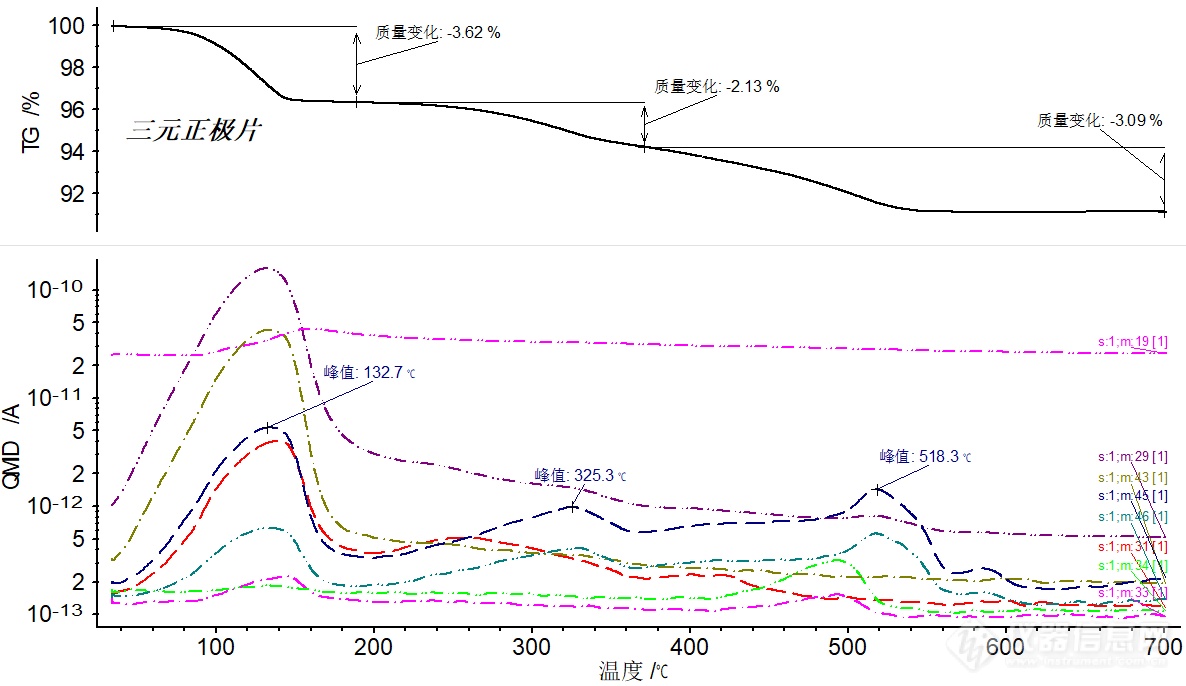
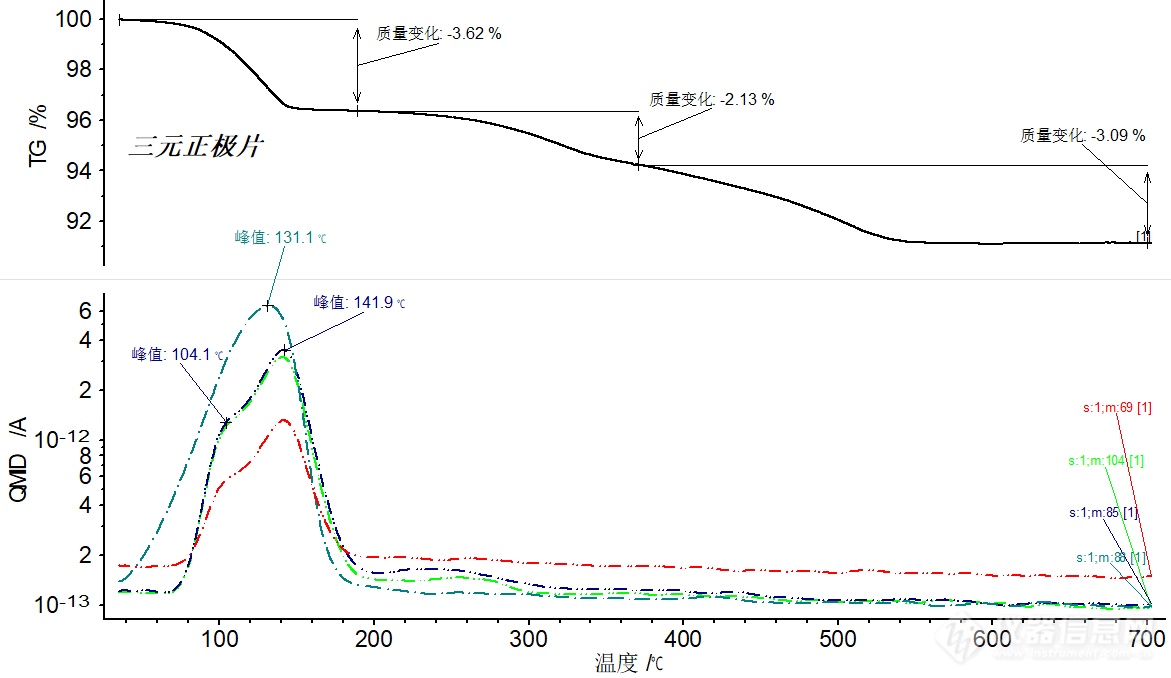
下图为正极片的失重及质谱信号(质谱信息较多,所以分成4张图显示),样品的失重过程主要分为3个阶段,失重量分别为3.62%、2.13%和3.09%。根据质谱的检测结果,第一个阶段的气体产物比较复杂,跟NIST谱库对照后,判断逸出气体可能为H2(m2)、H2O(m18)、HF(m19)、CxHy(m14、m15、m16、m26、m27、m29、m30、m42)、C2HF(m31、m44)、C2H2F(m44、m45、m46)、C3H4O3(m29、m43、m88)、POF3(m69、85、104),第二阶段产物相对简单,逸出气体可能为H2O(m18)、C2H6O(m15、29、45、46)和CO2(m44),第三阶段的逸出气体可能为O2(m16、m32)、CH3F(m33、m34)、CO2(m22、m44)和C2H2F(m44、m45、m46)。
通过以上分析可知,200℃以下产生的含氟气体主要来源于电解液,除此以外还有溶剂挥发产生的烃类、酯类物质、及水(游离水或结合水)和氢气,200℃-380℃之间,气体产物主要为水(反应水)、溶剂分解产生的醚类气体和CO2,380℃-700℃间主要为PVDF分解的产物,气体产物为CO2及一些含氟气体,O2可能来源于正极活性物质的分解。
利用热质联用可以对极片样品在整个热解过程中的气态产物进行连续检测,从而可以分析极片热解的演变过程,了解气体释出过程和气体类型,为电池回收工艺提供理论基础和指导。
热质联用测试正极片分解1
热质联用测试正极片分解2
热质联用测试正极片分解3
热质联用测试正极片分解4
作者
王荣
耐驰仪器公司应用实验室
网络课堂 | 食用油杂质检测 - 热红联用

网络课堂 | 为您的耐驰仪器保驾护航

网络课堂 | DMA 与力学分析浅说
2024EAC易贸汽车产业大会







耐驰 TMA402F3 热机械分析仪
耐驰 PicoTR 热反射法薄膜导热系数测量仪
耐驰 DIL 402 Expedis Supreme HT 热膨胀仪
耐驰 STA/TG-FTIR-GC-MS 热分析与红外气质联用系统
耐驰 STA/TG-FTIR-MS 热分析与红外质谱联用系统
耐驰 HFM446L 热流法导热仪
耐驰 HFM446M 热流法导热仪
耐驰 FRG 结构粘合力测试仪
耐驰 TCC918 锥形量热仪
耐驰 TBB 铺地材料热辐射测试仪
耐驰 TRDL 氦氖激光烟雾密度测试仪
耐驰 TRDA 光测量系统烟密度测试仪
耐驰 LOI 氧指数分析仪
耐驰 KBK 可燃性燃烧箱
耐驰 SBK 可燃性燃烧箱-玩具

关注

拨打电话

留言咨询





