方案摘要
方案下载| 应用领域 | 钢铁/金属 |
| 检测样本 | 钛 |
| 检测项目 | 理化分析>金相分析 |
| 参考标准 | 无 |
从上世纪60年代始,从军事领域到商业领域,金属钛的使用在不断地增加。无论军用还是民用,钛合金完全可以和铝、镍和铁等金属竞争。之所以选用钛合金,是由于它具有以下几个优异的特性: ·强度和重量比 ·可靠性 ·耐腐蚀性 ·热膨胀 ·机械性能



钛及钛合金由于其具有低密度、优异的强度与重量比、良好的耐腐蚀性和高的机械强度。所以其商业应用已经有50余年的历史。其缺点是钛及钛合金的生产成本非常昂贵。钛和铁一样具有同素异构转变,像钢一样,钛也可以进行热处理。而合金元素对低温的α相和高温的β相的稳定性都有一定的影响作用。在常温下,钛及钛合金其稳定相以含合金α、α-β和β相存在,另外两种相是:近α和近β相。
钛及钛合金的金相样品制备比钢更困难,其磨光和抛光效率非常低。过度剧烈的切割和磨光过程都会在α相中产生形变孪晶。对于纯度相对较高的纯钛采用冷镶嵌的方法比热压力镶嵌更为适合,因为热压力镶嵌有可能改变纯钛中氢元素的含量和分布。特别对于纯钛而言,在样品制备过程中想要去除划痕和塑性流变非常困难。在早期的机械抛光工艺相当耗时,而且几乎所有的机械抛光方法在最 后一步或最 后两步抛光过程中使用含有侵蚀剂的抛光液。常用的化学腐蚀抛光剂参见文献6,电解抛光的方法往往能够得到较好的抛光表面。但是在电解抛光过程中电解液存在着定得危险,这些电解液也具有一些化学抛光的作用。对于钛及钛合金的常用的电解液和化学抛光液参见文献6。
二十世纪70年代和80年代,钛及钛合金的机械抛光方法仍旧延续着老的抛光方法,Springer 和Ahmed在1984年首次发表了关于钛及钛合金的抛光方法文章。这就是三步的样品抛光方法,假设使用320grit砂纸来完成样品的磨平工序,但是情况可能不一定总是这样。如果样品切割时使用的是超薄的切割片或者是粘接强度合适的砂轮切割片,其切割表面平整且其损伤层最小,这时可以使用320grit砂纸来完成样品的磨平工序。如果切割后的表面粗糙且损伤层较大,例如:使用带锯切割就可能产生这样的结果,此时就必须使用颗粒更粗的砂纸和花费一定的时间来去除损伤层。

标乐先进的制样技术-Mg及其合金制备
标乐先进的制样技术-汽车车身点焊样品制备

标乐先进的制样技术-片状多层陶瓷电容制样经验分析
相关产品
洛氏硬度计 RH2150 | 美国威尔逊硬度计 Wilson
美国标乐 Buehler | SimpliVac 真空镶嵌机
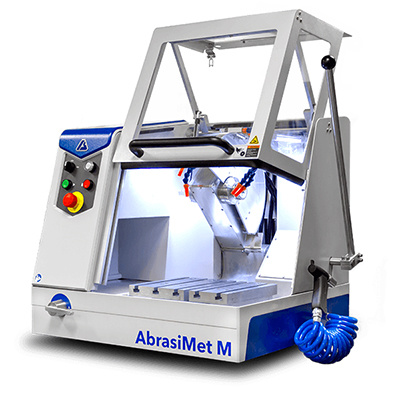
美国标乐 Buehler | AbrasiMet M 手动砂轮切割机
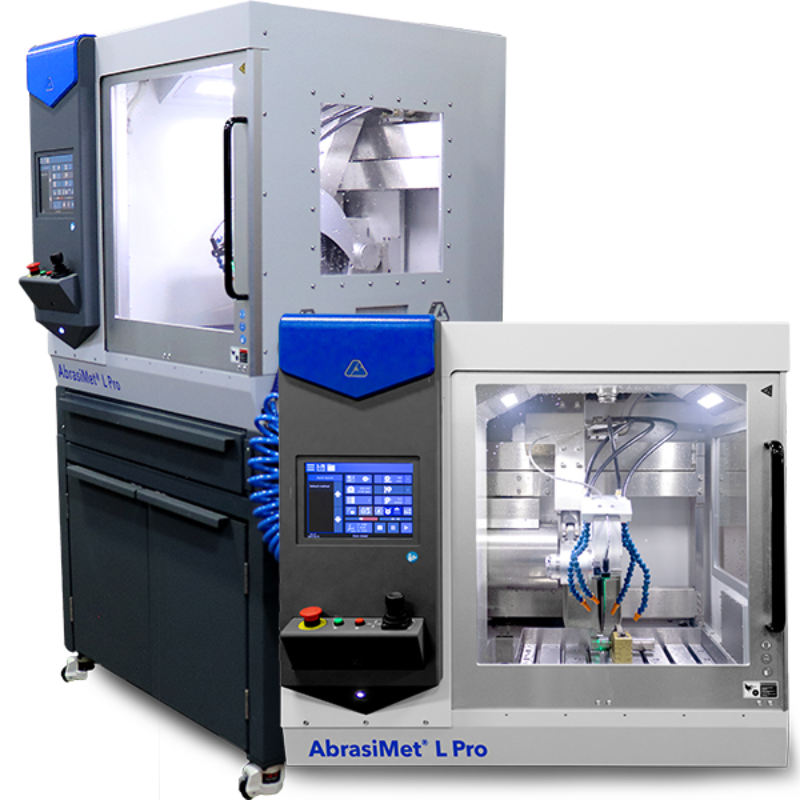
Buehler AbrasiMet XL Pro™ 大型砂轮切割机
AutoMet™ 300 Pro 研磨抛光机
多功能硬度计 UH4000 | 美国威尔逊硬度计 Wilson
美国标乐 Buehler | AutoMet™ 250 研磨抛光机
美国标乐 Buehler | EcoMet 30 磨抛机
PlanarMet™ 300台式预磨机
MiniMet 1000 半自动磨抛机
美国标乐 Buehler | IsoMet HS 高速精密切割机
美国标乐 Buehler | SimpliMet 4000自动镶嵌机
全自动维氏/努氏硬度计 VH3300 | 美国威尔逊硬度计
DiaMet 硬度测试软件
IsoMet 1000精密切割机

关注

拨打电话

留言咨询