铝合金铸造是现代重要的工业制造技术之一,铸造铝件广泛应用于汽车、航天航空、船舶以及与我们息息相关的家具家电等。然而铸造铝件容易在成型过程中形成各式各样的缺陷,如孔隙、偏析、裂纹等,这些缺陷会使铸铝的性能大大降低。为了使铸造铝件产品的质量在合格的范围内,应该将孔隙率(孔隙面积占比)控制在一定范围内。
本文就某件铸铝,提供了一种铸铝孔隙率的金相检测方法,希望能为相关领域的研究者提供参考。
01. 镶嵌
原始样品大约为10X15mm,用了热镶嵌的方式,镶成30mm直径大小,如下图所示。
02. 磨抛
研磨与抛光采用标乐的AutoMet 300 Pro 磨抛机。参数如下表所示。
研磨抛光步骤可选择适于有色金属的耗材。特别地,研磨步骤选用200rpm的转速,使被测面研磨得较平整,抛光步骤选用150rpm,避免转速太快使得抛光液被甩出去。金刚石抛光步骤使用的抛光布尤其要干净、无任何交叉污染,才不会引入异常的粗划痕,而且9µm抛光时间应该足够长,才能充分去除P1200砂纸留下的变形损伤,另外使用的载荷不宜过大,避免抛光颗粒嵌入。
03.显微观察与图像分析
01最终研磨结果如下图: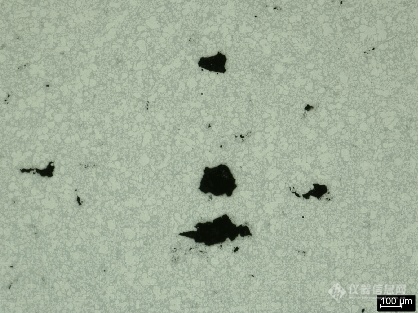
图2.磨抛后的效果图
02如图3,该铸铝所选分析区域中部分孔隙较大,但稀少,分布的小孔隙较多。此次分析只统计直径10µm以上的孔隙,统计所得孔隙率为4.08% 。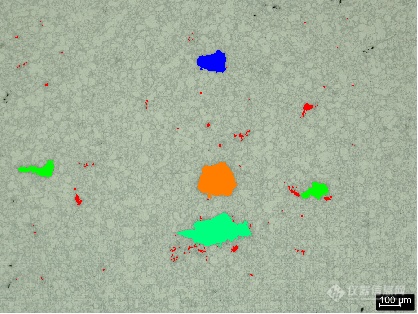
图3.孔隙分布图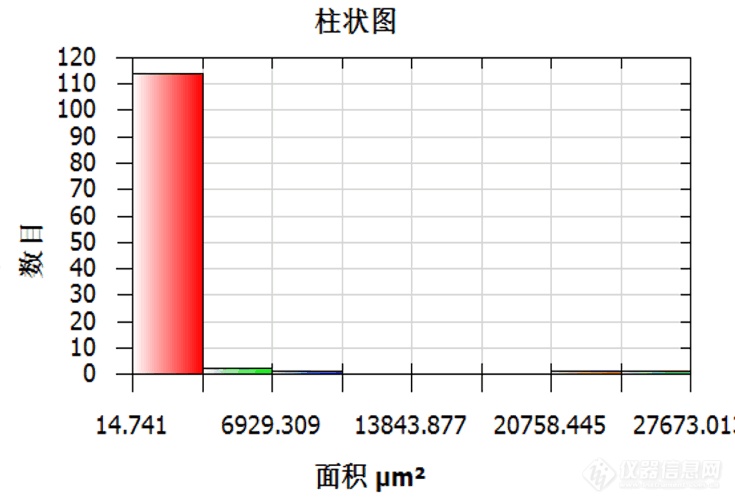
备注:
1)抛光阶段时间不宜过长,载荷也不宜过大,否则容易使孔隙边缘形成圆角,导致显微镜下拍到的孔隙偏大,造成较大的孔隙率误差。
2)以上研磨与抛光参数仅供参考,可根据具体材料情况进行调整。
所用仪器
01 标乐热压镶嵌机SimpliMet 4000
02 AutoMet 300 Pro 磨抛机
03 徕卡超景深视频显微镜DVM6

桃李芬芳 致谢师恩

应用案例 | 液晶屏玻璃基板上线路结构的观察

技术解析 | 塑料也是合金么?
邀请函 | 前沿无损检测技术与电镜制样研讨会




相关产品
标乐BUEHLER IsoMet High Speed Pro可编程高速精密切割
徕卡Leica超景深视频显微镜DVM6
徕卡全自动三离子束切割仪 Leica EM TIC 3X
标乐Buehle金相热压镶嵌机 SimpliMet 4000
徕卡Leica EM UC7 超薄切片机
标乐 EcoMet30 单/双盘手动自动磨抛机
标乐Buehler 真空镶嵌机SimpliVac
STELLARIS 5 & STELLARIS 8 荧光共聚焦显微镜
AbrasiMet L Pro 自动砂轮金相切割机
徕卡正置材料显微镜
莱驰RETSCH 行星式球磨仪 PM 300
Leica EM TXP 精研一体机
HANDYSCAN 3D|BLACK 系列 - 计量级便携式 3D 扫描仪
威尔逊VH1102&VH1202维氏\努氏硬度计
EM科特 CUBE-Ⅱ桌面扫描电子显微镜

关注

拨打电话

留言咨询





