利用原子力显微镜进行的自动缺陷复检可以以纳米级的分辨率在三维空间中可视化缺陷,因此纳米级成像设备是制造过程的一个重要组成部分,它被视为半导体行业中的理想技术。
结合原子力显微镜的三维无创成像,使用自动缺陷复查对缺陷进行检测和分类。

伴随光刻工艺的不断进步,使生产更小的半导体器件成为可能。 随着器件尺寸的减小,晶圆衬底上的纳米级缺陷已经对器件的性能产生了限制。 因此对于这些缺陷的检测和分类需要具有纳米级分辨率的表征方法。 由于可见光的衍射极限,传统的自动光学检测(AOI)无法在该范围内达到足够的分辨率,这会损害定量成像和随后的缺陷分类。 另一方面,使用原子力显微镜 (AFM) 的自动缺陷复检 (ADR)技术以 AFM 常用的纳米分辨率能够在三维空间中可视化缺陷。 因此,ADR-AFM 减少了缺陷分类的不确定性,是半导体行业缺陷复检的理想技术。
随着半导体器件依靠摩尔定律变得越来越小,感兴趣的缺陷(DOI)的大小也在减小。DOI是可能降低半导体器件性能的缺陷,因此对工艺良率管理非常重要。DOI尺寸的减小对缺陷分析来说是一个挑战:合适的表征方法必须能够在两位数或一位数纳米范围内以高横向和垂直分辨率对缺陷进行无创成像。
传统上,半导体行业的缺陷分析包括两个步骤。第一步称为缺陷检测,利用高吞吐量但低分辨率的快速成像方法,如扫描表面检测系统(SSIS)或AOI。这些方法可以提供晶圆表面缺陷位置的坐标图。然而,由于分辨率较低,AOI和SSIS在表征纳米尺寸的DOI时提供的信息不足,因此,在第二步中依赖高分辨率技术进行缺陷复检。对于第二步,高分辨率显微镜方法,如透射或扫描电子显微镜(TEM和SEM)或原子力显微镜(AFM),通过使用缺陷检测的缺陷坐标图,对晶圆表面的较小区域进行成像,以解析DOI。利用AOI或SSIS的坐标图可以最大限度地减少感兴趣的扫描区域,从而缩短缺陷复检的测量时间。
众所周知,SEM和TEM的电子束可能会对晶圆造成损伤,所以更佳的技术选择应不能对晶圆产生影响。那么选择采用非接触测量模式的AFM可以无创地扫描表面。不仅有高横向分辨率,AFM还能够以高垂直分辨率对缺陷进行成像。因此,原子力显微镜提供了可靠的缺陷定量所需的三维信息。
通过在悬臂末端使用纳米尺寸的针尖对表面进行机械扫描,AFM在传统成像方法中实现了最高的垂直分辨率。除了接触模式外,AFM还可以在动态测量模式下工作,即悬臂在样品表面上方振荡。在这里,振幅或频率的变化提供了有关样品形貌的信息。这种非接触AFM模式确保了以高横向和垂直分辨率对晶圆表面进行无创成像。由于自动化原子力显微镜的最新发展,原子力显微镜的应用从学术研究扩展到了如硬盘制造和半导体技术等工业领域。该行业开始关注AFM的多功能性及其在三维无创表征纳米结构的能力。因此,AFM正在发展成为用于缺陷分析的下一代在线测量解决方案。
基于 AFM 的缺陷复检技术的最大挑战之一是将缺陷坐标从 AOI 转移到 AFM。最初,用户在 AOI 和 AFM 之间的附加步骤中在光学显微镜上手动标记缺陷位置,然后在 AFM 中搜索这些位置。然而,这个额外的步骤非常耗时并且显着降低了吞吐量。另一方面,使用 AFM 的自动缺陷复检从 AOI 数据中导入缺陷坐标。缺陷坐标的导入需要准确对准晶圆以及补偿 AOI 和 AFM 之间的载物台误差。具有比 AOI 更高位置精度的光学分析工具(例如Candela),可以减少快速中间校准步骤中的载物台误差。以下 ADR-AFM 测量包括在给定缺陷坐标处的大范围调查扫描、缺陷的高分辨率成像和缺陷分类。由于自动化,测量过程中用户不必在场,吞吐量增加了一个数量级。为了保持纳米级的针尖半径,使多次后续扫描依旧保持高分辨率,ADR-AFM 采用非接触式动态成像模式。因此,ADR-AFM 可防止探针针尖磨损并确保对缺陷进行精确地定量复检。
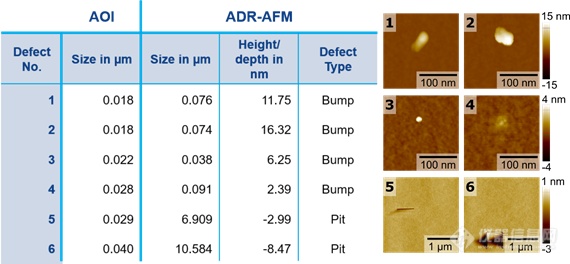
图1:用AOI和ADR-AFM测定的缺陷尺寸的直接比较,见左侧表格。右侧显示了所有六种缺陷的相应AFM形貌扫描。突出的缺陷称为Bump,凹陷的缺陷称为Pit。
图1比较了 AOI 和 ADR-AFM 对相同纳米级缺陷的缺陷复检结果。AOI 根据散射光的强度估计缺陷的大小,而 ADR-AFM 通过机械扫描直接缺陷表面进行成像:除了横向尺寸外,ADR-AFM 还测量缺陷的高度或深度,从而可以区分凸出的“bump”和凹陷的“pit”缺陷。 缺陷三维形状的可视化确保了可靠的缺陷分类,这是通过 AOI 无法实现的。
当比较利用 AOI 和 ADR-AFM 确定缺陷的大小时,发现通过 AOI 估计的值与通过 ADR-AFM 测量的缺陷大小存在很大差异。对于凸出的缺陷,AOI 始终将缺陷大小低估了一半以上。 这种低估对于缺陷 4 尤其明显。在这里,AOI 给出的尺寸为 28 nm ,大约是 ADR-AFM 确定的尺寸为 91 nm 的三分之一。 然而,在测量“pit”缺陷 5 和 6 时,观察到了 AOI 和 ADR-AFM 之间的最大偏差。 AOI将尺寸在微米范围内的缺陷低估了两个数量级以上。 用 AOI 和 ADR-AFM 确定的缺陷大小的比较清楚地表明,仅 AOI不足以进行缺陷的成像和分类。
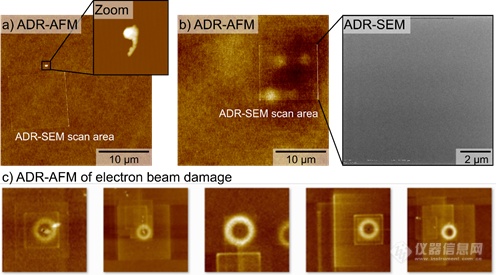
图 2:ADR-AFM 和 ADR-SEM 之间的比较,a) ADR-SEM 之前遗漏的凸出缺陷的 AFM 图像。 ADR-SEM 扫描区域在 AFM 形貌扫描中显示为矩形。 b) 低高度 (0.5 nm) 缺陷的成像,ADR-SEM 无法解析该缺陷。 c) ADR-SEM 测量后晶圆表面上的电子束损伤示例,可见为缺陷周围的矩形区域。
除了ADR-AFM,还可以使用 ADR-SEM 进行高分辨率缺陷复查。ADR-SEM根据AOI数据中的DOI坐标,通过SEM测量进行自动缺陷复检,在此期间,高能电子束扫描晶圆表面。虽然SEM提供了很高的横向分辨率,但它通常无法提供有关缺陷的定量高度信息。
为了比较ADR-SEM和ADR-AFM的性能,首先通过ADR-SEM对晶圆的相同区域进行成像,然后进行ADR-AFM测量(图2)。AFM图像显示,ADR-SEM扫描位置的晶圆表面发生了变化,在图2a中,AFM形貌显示为矩形。由于ADR-AFM中ADR-SEM扫描区域的可见性,图2a说明ADR-SEM遗漏了一个突出的缺陷,该缺陷位于SEM扫描区域正上方。此外,ADR-AFM具有较高的垂直分辨率,其灵敏度足以检测高度低至0.5nm的表面缺陷。由于缺乏垂直分辨率,这些缺陷无法通过ADR-SEM成像(图2b)。此外,图2c通过总结高能电子束对样品表面造成的变化示例,突出了电子束对晶片造成损坏的风险。ADR-SEM扫描区域可以在ADR-AFM图像中识别为缺陷周围的矩形。相比之下,无创成像和高垂直分辨率使ADR-AFM非常适合作为缺陷复检的表征技术。
随着现代技术中半导体器件尺寸的不断减小,原子力显微镜作为一种高分辨率、无创的缺陷分析方法在半导体工业中的作用越来越明显。AFM测量的自动化简化并加快了之前AFM在缺陷表征方面低效的工作流程。AFM自动化方面的进展是引入ADR-AFM的基础,在ADR-AFM中,缺陷坐标可以从之前的AOI测量中导入,随后基于AFM的表征不需要用户在场。因此,ADR-AFM可作为缺陷复检的在线方法。特别是对于一位或两位级纳米范围内的缺陷尺寸,ADR-AFM补充了传统的AOI,AFM的高垂直分辨率有助于可靠的三维缺陷分类。非接触式测量模式确保了无创伤表面表征,并防止AFM针尖磨损,从而确保在许多连续测量中能够维持高分辨率。
作者:
Sang-Joon Cho, Vice President and director of R&D Center, Park Systems Corp.
Ilka M. Hermes, Principal Scientist, Park Systems Europe.
强强联合十年路:Park帕克&仪信通,合作共赢新高度

最新!2024 Park AFM第三位奖学金获奖名单公布
【重磅新品】Park Systems推出200毫米样品原子力显微镜FX200

持续增强原子力显微镜领域优势,看好半导体量检测设备市场--访帕克中国区销售总裁张家荣


关注

拨打电话

留言咨询






