
蔡司获得CNAS认证,为CNAS实验室量身定制一套标准物质

CNAS认证
期间核查的故事
蔡司的测量实验室获得了CNAS的认证,对于实验室的各项要求也要比以前高很多。其中就有一条,蔡司的实验室三坐标测量机必须定期进行期间核查,来保证精度达标。
对此蔡司有点烦恼,在CNAS认证后对于精度校验的频率要求高了,以前是一年一次校验就可以,现在实验室的机器需要一个季度进行一次精度校验,而平时测量项目又比较多,如果每次找人上门校验的话,需要先走合同流程,再要和工程师约定上门时间,期间还要调整工作计划,那是相当的麻烦。
有没有什么好办法可以解决这个问题?

校验频次变高,测量项目多,上门校验流程繁复,怎么办???
蔡司突然发现CMM CHECK装置对于他们而言是一个非常好的选择。
借助CMM Check可以判定三坐标测量机是否达到DIN EN ISO10360 及VDI/VDE2617 规定标准。它的主要用途包括:
功能
检查三坐标测量机探头系统的探测性能
检查三坐标测量机探头系统的扫描性能
检查形状测量时的过滤特性
检查三坐标测量机的线性测量误差
检查带转台三坐标测量机的4轴误差
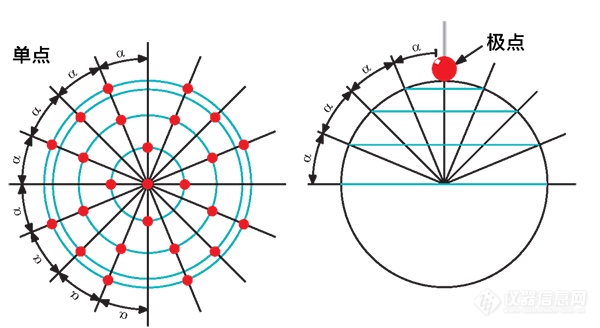
根据DIN EN ISO 10360第4页和第5页确定探测误差的探测点分布

组成
50mm直径的环规
30mm直径的陶瓷标准球
带有10μm和250μm平剖面的
高精度圆柱体—切口柱
长度分别为50mm和400mm的块规
两个30mm 直径的陶瓷标准球(选项)
蔡司如何使用这套装置是来进行设备自检的呢?
根据DIN EN ISO的相关规定,借助CMM Check实现以下自检项目:
通过CMM Check上长度分为为50mm和400mm的两个量块,来检查机器的MPE-E 和E0(俗称机器的线性及空间和重复性)ISO 10360-2;
环规用来检查机器的扫描误差ISO 12181;
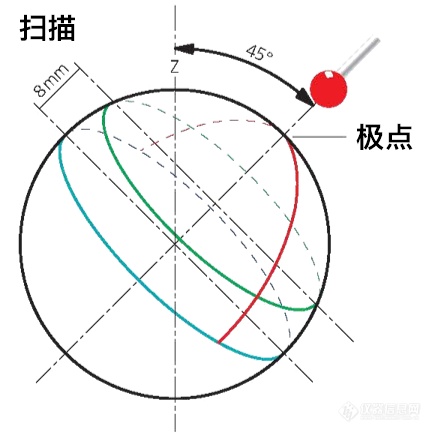
标准球用来检查探头的探测误差及扫描误差,也就是MPE-P(球上打25 个点算最大最小半径差)&MPE-THP(扫描四条线,算最大与最小的半径差)ISO 10360-4;
圆柱用来检查机器的滤波功能,上面有两个豁口,此豁口有在选用15&50&150&500 的滤波时有不同的值。
选配的两个球是用来检查机器转台的精度是否符合精度要求。MPE-FR 为径向跳动,MPE-FA 为轴向跳动,MPE-FT 为角向偏差,ISO 10360-3
另外CMM CHECK可配备全球认可的DAKKS校准证书,可追溯到国家标准的测量值。
配了此装置之后,蔡司可以在实验室自行对三坐标测量机进行精度校准,这样不仅大大提高了工作效率,时间上也可以自由安排。而当测量产品结果出现和供应商的质量数据有差异的时候,首先也可以排除设备自身精度对质量结果的影响,能更加快速的找到问题的所在之处。
蔡司工业质量解决方案
蔡司CMM Check装置,三坐标测量机系统的诊断器,借助它可以判定蔡司三坐标测量机是否达到DIN EN ISO10360及VDI/VDE2617规定标准。
来源于:东莞市三本精密仪器有限公司










热门评论
最新资讯
厂商动态
新闻专题
更多推荐
