
燃料电池活化过程对催化性能提升的影响


为了降低质子交换膜燃料电池的制造成本,我们通常会使用颗粒很小但表面积很大的碳颗粒负载催化剂在电极上。这种催化剂在阳极帮助质子很快地传递到膜上,而在阴极则协助产生水。质子导电电解质如Nafion在这个过程中扮演着重要角色,它有效地将质子在催化剂层内传递。质子导电电解质的存在让催化剂能在三维空间里发挥作用,只有那些直接接触膜的催化剂才能发挥作用,其他部分催化剂会被浪费掉。
新制造的低负载催化剂PEM燃料电池在开始运行时不会立即达到最佳性能,通常需要一个预处理或磨合期。在这段时间内,电池性能会逐渐提高,根据不同的元件组合可能需要数小时甚至数天。
这段时间不仅消耗了氢燃料,还会延长整个燃料电池调试过程。本研究通过三种不同的PEM燃料电池活化方法(1,2,3)对催化剂性能提升的影响进行了分析:
一、先CO氧化剥离再升高温度和压力(升温升压)活化
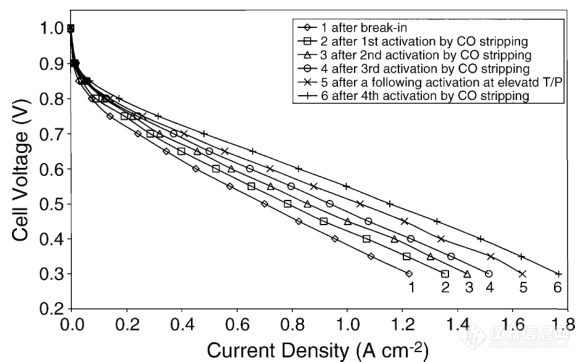
图1 铂负载0.17 mg cm-2 时CO氧化剥离与升温升压结合对燃料电池性能的影响
阴极由30%的Nafion和70%的E-TEK 20% Pt/Vulcan XC-72组成,Pt负载为0.17 mg cm-2。
测试在35℃的电池温度下进行,氢气和空气加湿温度为45℃(35/45/45℃,电池温度35℃,阳极增湿45℃,阴极增湿45℃。曲线1为电池经过4 h以上的磨合过程后的性能。
在大多数时间内,将电池电压设置在0.4 V左右,并在上述温度下周期性地将负载从OCV扫至0.1 V左右。在此过程中,电池性能逐渐提高,但约3 h后,电池性能不再明显提高。
然后进行了3次CO氧化剥离循环。第一次、第二次、第三次CO氧化剥离后的燃料电池性能分别用曲线2、3、4表示。如图所示,每次CO氧化剥离后,燃料电池的性能都有了相当大的提高。
当进行第四次CO氧化剥离时,没有观察到进一步的增加。因此,曲线4代表了该MEA使用CO氧化剥离所能达到的最佳性能。
将燃料电池暴露在一个升温升压过程中,在75/95/90℃和20/30 psig下持续1小时。在条件返回到35/45/45℃后,再次测量其性能。图1中的曲线5说明了燃料电池的性能得到了进一步的提高。
实际上,无需进行四次CO氧化剥离,仅进行升温升压活化即可达到曲线5所示的性能。换句话说,如果使用升温升压进行活化,从性能的角度来看,不需要进行任何预先的CO氧化剥离活化。
最后发现,如果在升温升压活化后进行CO氧化剥离,燃料电池的性能可以进一步提高,如图1曲线6所示。如果在第一次活化之后重复使用升温升压进行另一次活化无法实现性能提升。显然,在升温升压活化后进行CO氧化剥离可以进一步提高燃料电池的性能。
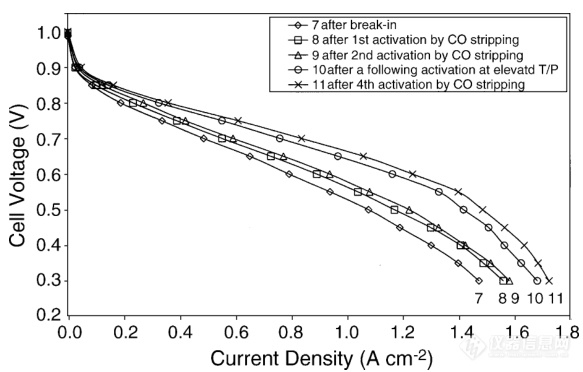
图2 铂负载0.3 mg· cm-2 时CO氧化剥离与高温高压相结合对燃料电池性能的影响
在阴极Pt负载为0.3 mg· cm-2的催化剂涂层膜(CCM)上进行了类似的测试,结果如图2所示。曲线7是燃料电池在磨合过程完成后的性能。曲线8和曲线9表示两次CO氧化剥离后的性能。第三次CO氧化剥离时,性能与曲线9相似。
因此,曲线9代表了CO氧化剥离所能达到的最佳性能。然后在75/95/90℃和20/30 psig下使用升温升压进行活化1小时。之后在35/45/45℃下的燃料电池性能如曲线10所示。
显然,升温升压活化实现了显著的增加。当进行额外的CO氧化剥离时,燃料电池的性能再次提高,如曲线11所示。
二、先析氢再升温升压活化
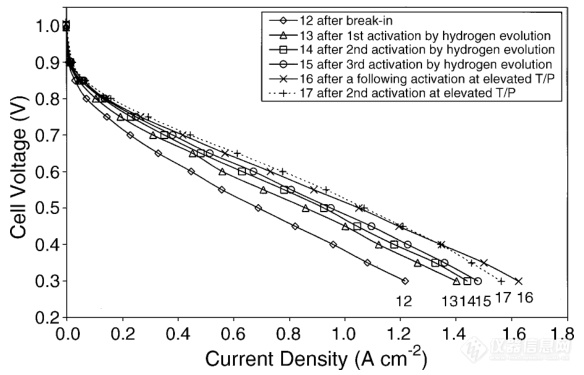
图3 升温升压结合析氢对燃料电池性能的影响
曲线12是完成磨合过程的性能。曲线13、14、15为三次析氢活化循环后的表现。第一次析氢比第二次更能提高燃料电池的性能,第二次比第三次更能提高燃料电池的性能。
之后,将燃料电池暴露在75/95/90℃和20/30 psig的条件下1小时。活化后,再次测试燃料电池在35/45/45℃下的性能,结果如图3曲线16所示。
通过此活化实现了性能的进一步提高。当使用升温升压进行第二次活化时,当电流密度低于1.3 A· cm-2时,燃料电池的性能略有提高,但当电流密度高于1.3 A· cm-2时,性能略有下降。
三、先升温升压再析氢和CO氧化剥离
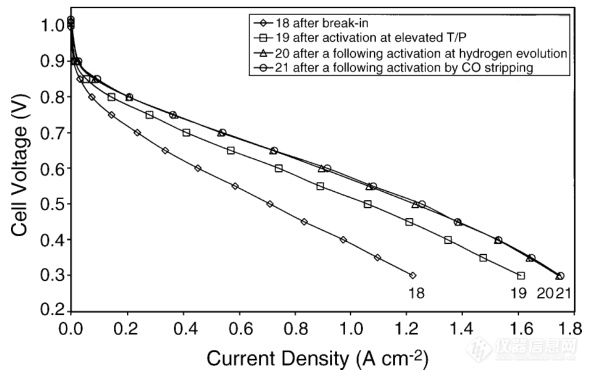
图4升温升压结合析氢和CO氧化剥离对燃料电池性能的影响
曲线19(对比曲线18)显示,在活化步骤后,在75/95/90℃和20/30 psig下使用升温升压,持续1小时,观察到性能显著提高。
然后进行析氢步骤,实现了性能的提高(曲线20与19)。析氢后,进行CO氧化剥离,但没有观察到性能的提高(曲线21与曲线20)。这些结果表明,在使用升温升压活化后,无论是析氢还是CO氧化剥离都能够将燃料电池推向最大性能。
四、结论
这些活化方法是(1)升高温度和压力,(2)析氢,(3) CO氧化剥离。这些方法中的任何一种都可以有效地激活PEM燃料电池,但仅使用一种方法无法完成活化。
当方法(2)或(3)在方法(1)之前进行时,活化结果与方法(1)本身相似。换句话说,在实施方法(1)之前,不需要按照方法(2)或(3)进行任何激活。
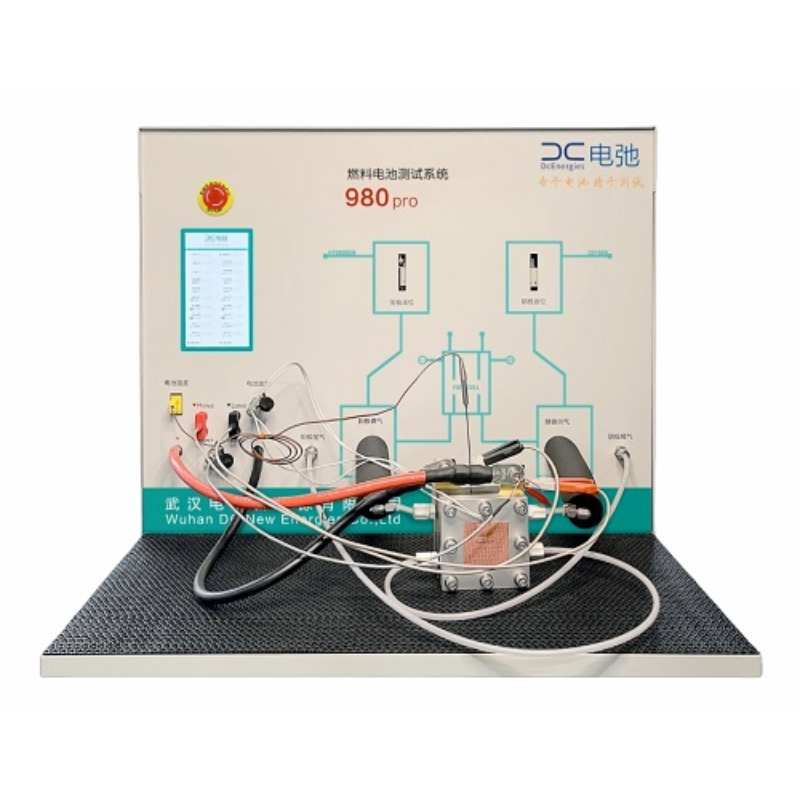
燃料电池测试系统980pro
但是,在方法(1)之后进行方法(2)或(3)时,可以进一步提高燃料电池的性能,在这种情况下,使用方法(2)或(3)都可以获得类似的结果。因此,活化程序的最佳组合是在高温高压下进行活化,然后进行析氢或CO氧化剥离,这样才能最大限度提升燃料电池的性能。
参考文献
[1] Xu Z , Qi Z , He C ,et al.Combined activation methods for proton-exchange membrane fuel cells[J].Journal of Power Sources, 2006, 156(2):315-320.DOI:10.1016/j.jpowsour.2005.05.072.
以上内容由理化有限公司技术中心整理,有不足之处请指正,转载请注明出处。
来源于:理化(香港)有限公司








热门评论
最新资讯
厂商动态
新闻专题
