


 仪器对比
仪器对比



 关注
关注





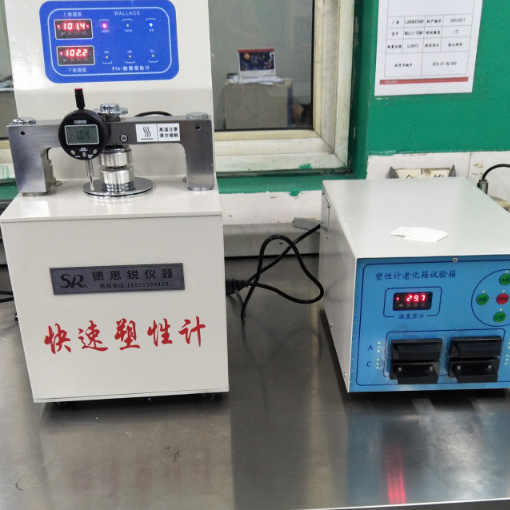
- 100N
- 100-140度
JP-300快速塑性计

概述
JP-300快速塑性计可测定生胶和未硫化混炼胶的快速塑性值GB/T3510-2006快速塑性计法,还符合GB/T3517-2014天然生胶塑性保持率(PRI)的测定。符合ISO2007及ISO2930对仪器的技术要求。仪器操作简便、快速。便于维修、标定方便、精确度高、稳定性好。
组成
JP-300型快速塑性计由主机、裁刀切片机、测厚计及老化箱四部分组成。
原理
JP-300型快速塑性计基本工作原理为:当两块温度为100℃ 平行板,其中上压板固定于移动横梁,下压板为可移动平行板,先将试样压缩为1mm并保持15s,使试样温度均为达到规定温度后,施加100N的力值,15s测量两块平行板之间距离变化值,精确到0.01mm,该值表示了试样的可压缩性能即快速塑性值Po。
JP-300型快速塑性计可用于测量天然胶塑性保值率(PRI),其基本方法为:将同一试样分两组,一组直接测出塑性初值Po,另一组置于专用老化箱内试样老化:(老化箱有4组老化试样盘,可同时老化48片试样,各老化温度均在140±0.2℃。
老化30min后,测出其塑性值P30 ,将二组数据用下试计算:
PRI= 
其中:Pom-----------老化前塑性中值
P.30 m----------老化后塑性中值
该PRI值表示了天然胶抗氧化性能,值越高,说明抗氧化性能越好。
仪器说明
主机
原理与结构
主机由载荷、试样变形显示表分表、试验时间的控制和操作机构等四部分组成。
试验所需的固定载荷由杠杆重锤产生。试验时,经预热15s后,塑性计内装的电磁线圈即通电,杠杆重锤加载,从而使压头对装在上下压板间的片状样施加了负荷,试样的可塑度通过装在升降横梁上的数显表显示。
为了避免热量的散失和保证恒温,上、下压板都设置了绝热垫。为满足软硬不一的橡胶材料试验要求,除安装了直径1cm的大压板各一件,可视橡胶的软硬更换使用,以保证百分表在0.2~0.9mm之间,提高测试精度。
电气原理
技术参数
电源:单项交流 220V 功率 80W
试验压力: 100±1N(10.197kg)
横梁拉杆弹簧张力≥300N
预热时间:15+1S
试验时间:15±0.2S
上压板规格:¢7.3±0.02mm ¢10±0.02mm ¢14.0±0.02mm 有效高度3.2mm
下压板规格:¢0.5mm
模室温度:100±1℃
校正与调整
校正1mm间隙
校正步骤:
仪器加热15min后再进行校正。
打开上压板,将两张烟纸放在下压板上。
合上两块压板,在预热15min后,转动表分表环边使指针对零。
加载15s开始后,下压板升起与上压板接触,同时百分表测量下压板移动的距离。如果这个距离恰好是1mm时,则指针移动一周并再次停于零位。如果下压板的移动多于或少于1mm时,则需按(4、3)进行调整。
主机保养
(一)主机保养
每天:
校准上、下压板间的1mm间隙
清理上、下压板,应无胶屑等异物
每两周:
检查百分表能否活动自如,必要时用溶剂清洗测量杆,严禁用油润剂。
开启上、下压板,用浸泡酒精的棉布清洗两个桥柱外露的表面,然后加少量润滑油。
加两滴稀薄的油于操作杆轴的轴承上
检查蒸汽软管脆裂、漏气否?
每四周:
检查仪器的定时机构:
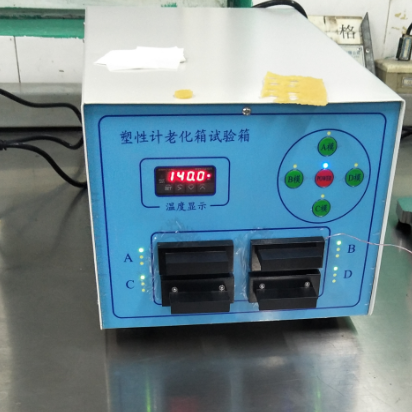
PRI老化箱
概述
PRI老化箱是测定天然橡胶塑性保持率专用老化箱,具有恒温精度高、定时准确、试样容量多、操作方便的特点,技术指标均符合ISO—2930要求。
老化箱由长方形铝框恒温室、气汞、温度控制、计时等部分组成。
恒温箱有四个恒温室,外部装有电炉丝及换气管道,采用双层保温材料保温。气汞把新鲜空气压入各恒温室进行换气。
各恒温室都设置有一个铝质样品架及四个样品盘,当拉出样品架时,仪器内部停止计时,推回样品架使其封闭于恒温室入口,仪器内部即自动计时。
老化箱面板设有温度数字显示。
技术参数
~220V±10%
环境温度:0~40℃
恒温温度:140±0.2℃
预热及稳定时间:2.5小时
换气气流:≥115ML/min
工作原理
原理如图三所示,整机由温度控制及计时两部分组成。
温控部分由温度传感器,将恒温室温度,变换为直流信号后与温度设定点进行比较,传感器检出的信号低于设定信号时,放大器输出对地为正偏差经功率放大后,直接使电炉丝加热,使恒温室温度升高,直至恒温温度与设定温度一致时为止。气汞直接由~220V驱动,气汞把新鲜空气压入贮气室后,由四个调节阀控制气流大小,分别先送入恒温室的管道进行预热,再送入各恒温室,合理调节流量,保证温度均匀。
计时部分由晶振经分频每秒一个脉动的时基信号,经计数器技术,取出存贮器内容,由功率门驱以上温控、计时两大部分由大组稳压电源供电。
操作
接通~220V电源
闭合面板右下方的电源开关,面板左上方的温度显示屏数字亮,并显示恒温室温度,此时老化箱内开始升温,预热2小时方可使用。
把铝质样品架及样品盘对号送入恒温室,使之封严进口。此时位于入口边上的双色灯呈绿色,表示计时部分开始工作。计时28min之后蜂鸣提示30min即将快到,双色灯由绿色变为红色,及时拉出样品架。
老化试验时,拉出已恒温于140℃的样品架及样品盘,入口边上的双色灯即熄灭,迅速投放样品并推回样品架,双色灯呈绿色,开始计时。
同一室再重复第二次试验时,至少要在30min以后,否则会影响恒温精度。
老化箱用完后,断电并取下电源插头。
校正及保养
仪器在出厂之前,各恒温室样品盘附近的设定温度,均调定在140±0.2℃范围以内,不需经常调整,温度数字表是用来指示恒温用的。
老化箱使用完毕,待整机散热后,罩上塑料罩,若长时间不用,可用原包装箱装好,停放于干燥处。
注意事项
老化箱使用前,请先阅读本说明书
试验时,铝质样品架及样品盘,在放试验前,必须预热至横温度140℃,尽量缩短放试验和送入恒温室的操作时间。
老化箱应放在石台上,周围不准有易燃物品或杂物。
勿轻易打开老化箱外壳,机内一切微调元件,切勿转动。
附件Ⅲ
装箱清单
样品架——4只
样品盘——20只
电源线——1条
试验方法
试片的制备
1、胶料薄 通常3-4mm厚的胶片,最好是3mm厚,不得超过4mm厚,因片状胶料厚度不同直接影响读数。
开启裁切机,把胶料放入裁切机导柱和软质铝垫片之间。
合闭裁切机并轻压,裁刀切穿胶料。
开启裁切机,取出胶料试片,胶片直径约13mm,厚度3mm,体积为0.4±0.04cm3
纸的制备
进行塑性值试验时,试片应夹在两张烟纸之间,烟纸应为漂白的、无光面、无酸性并有一定韧性。纸的厚度应为0.04±0.002mm(约23g/m2),纸的大小以35×35mm为宜,此规格试纸可防止试片与上、下压板的有效面积接触。
因不用类型的烟纸能引起读数变动,因此应选择大小、类型一致的试纸。
快速塑性计P0P30的测定
仪器加热45min(压力表读数为0.003-0.007Mpa)后,上下模指示灯闪跳,将两张试纸置于上、下两压板之间,合模后在正式试验前调整测厚百分表读数为“零”,调整后1mm间隙,试验中不可再调整测厚百分表“零”位。
裁好试片平放于两片烟纸之间,然后放于上、下两压板之中,试片尽可能放于压板中央。
合模(平稳地将操作杆推向仪器后部),延时指示灯发亮,把试样压至1±0.01mm,在此厚度下预热15+1s,使试样达到100±1℃,预热后再施加100±1N的试验力,工作指示灯亮,持续至15±0.2S,停止指示灯亮时,立即读出百分表指针的读数。
开模(将操作杆扳回仪器右前方的定位夹子中)。检查上压板整个面积压在试片上,烟纸应完整无损,否则读数作废,重作试验。
塑性保持率PRI的测定
用裁切机裁好试样,测其厚度,取6个厚度在3.2~3.6mm之间的试样,将这些试样分为两组,每组3个,一组做老化前试验,一组做老化后的试验,达不到要求的厚度,要重新取样。
老化箱温度140℃稳定5min以上,将准备做老化后试验的试样放在铝盘里,把装好试样的铝盘放置在铝托盘上,然后迅速放进老化箱里,老化箱立即开始计时。老化30±0.25min后,把试样取出停放0.5~2小时。
塑性测定,采用10mm直径的上压板测定快速塑性值,老化前的试样和老化后的试验同时测定,快速塑性值的读数精确到0.5个单位。
试验结果(PRI)
取三个老化前和三个老化后的试样的快速塑性值的中值,根据下式计算塑性保持率(PRI)
PRI =
式中:P30m —— 三个试样老化30min后快速塑性值中值
P0m —— 三个试样老化30min前的快速塑性值中值


3天
2年
安装调试现场免费培训
到货后2天内
24小时内
是
1天内
是
2天
2年
是
是
是
是
是
是
先维修后付款
维修手册
不支持

- 相关仪器










相关产品


