推荐厂家
暂无
暂无
 留言咨询
留言咨询
 银牌23年
银牌23年
 400-860-5168转0264
留言咨询
400-860-5168转4077
留言咨询
400-860-5168转0264
留言咨询
400-860-5168转4077
留言咨询
 400-860-5168转4642
留言咨询
400-860-5168转4642
留言咨询
 400-860-5168转3842
留言咨询
400-860-5168转3842
留言咨询
 400-860-5168转4273
留言咨询
400-860-5168转4273
留言咨询



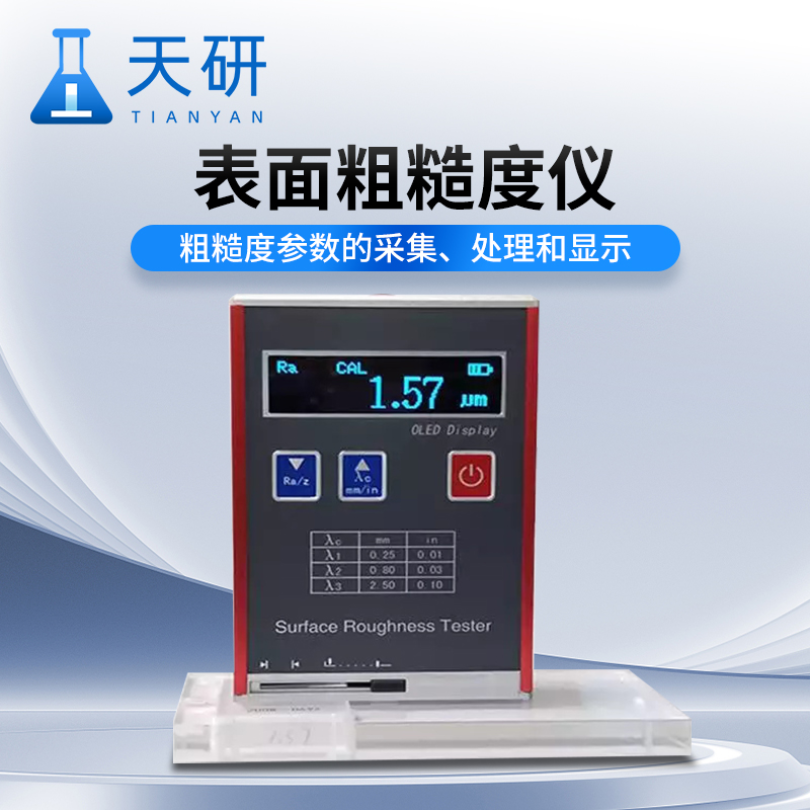
粗糙度测试仪标准?
那里有售粗糙度电子测试仪?有牌子质量好?价格怎么样?
最近想买一台便携式的粗糙度测试仪,不知道哪家的价廉物美啊。另东京精密的怎么样啊









 我要推广仪器
我要推广仪器
 下载APP
下载APP