数控机床采用计算机控制,驱动系统具有较高的技术复杂性,机械部分的精度要求也比较高。因此,要求数控机床的操作、维修及管理人员具有较高的文化水平和综合技术素质数控机床的加工是根据程序进行的,零件形状简单时可采用手工编制程序。当零件形状比较复杂时,编程工作量大,手工编程较困难且往往易出错,因此必须采用计算机自动编程。所以,数控机床的操作人员除了应具有一定的工艺知识和普通机床的操作经验之外,还应对数控机床的结构特点、工作原理非常了解,具有熟练操作计算机的能力,须在程序编制方面进行专门的培训,考核合格才能上机操作。正确的维护和有效的维修也是使用数控机床中的一个重要问题。数控机床的维修人员应有较高的理论知识和维修技术,要了解数控机床的机械结构,懂得数控机床的电气原理及电子电路,还应有比较宽的机、电、气、液专业知识,这样才能综合分析,判断故障的根源,正确的进行维修,保证数控机床的良好运行状况。因此,数控机床维修人员和操作人员一样,必须进行专门的培训。(二)数控机床对夹具和刀具的要求数控机床对夹具的要求比较简单,单件生产时一般采用通用夹具。当批量生产时,为了节省加工工时,应使用专用夹具。数控机床的夹具应定位可靠,可自动夹紧或松开工件。夹具还应具有良好的排屑、冷却性能数控机床的刀具应该具有以下特点(1)具有较高的精度、耐用度,几何尺寸稳定、变化小。(2)刀具能实现机外预调和快速换刀,加工高精度孔时要经试切削确定其尺寸(3)刀具的柄部应满足柄部标准的规定(4)很好地控制切屑的折断和排出。(5)具有良好的可冷却性能。

[b]小型数控机床欣赏[/b][img=小型数控机床,690,460]http://ng1.17img.cn/bbsfiles/images/2017/08/201708312019_01_1790226_3.jpg[/img]小型数控铣床[img=小型数控机床,690,460]http://ng1.17img.cn/bbsfiles/images/2017/08/201708312019_02_1790226_3.jpg[/img]小型数控车床[img=小型数控机床,690,460]http://ng1.17img.cn/bbsfiles/images/2017/08/201708312019_03_1790226_3.jpg[/img]小型数控车床[img=,690,460]http://ng1.17img.cn/bbsfiles/images/2017/08/201708312019_04_1790226_3.jpg[/img]小型数控铣床
机床排屑机的必要性 为什么说机床排屑机是现代化设备必不可缺少的工具呢?机床排屑机是现代化设施必要的工具,可广泛应用于数字控制机床,组合机床,加工核心,专业化机床,逝川平面接触线,半自动线的切屑输送。输送速率高,输送速度挑选范围大。有助于增长设施使役速率。 机床排屑机是主要用与使聚在一起机器萌生的各种金属和非金属废屑,并将废屑传道输送到使聚在一起车上。可以与过淋盛水的箱子合适用,将各种冷却液回收利用。
为了加强机床行业和军工行业、能源装备领域合作,扩大国产数控机床创新成果应用,进一步深化长效合作机制,推进国防科技工业装备和国家能源装备数控化、自主化,促进共同协调发展,国家发展改革委、工业和信息化部、国家能源局、国家国防科技工业局于2011年4月12日,即中国国际机床展览会(CIMT2011)开幕的第二天,在北京联合召开了“2011年军工行业与能源装备领域国产数控机床应用座谈会”。会议由中国机床工具工业协会、中国和平利用军工技术协会共同承办。国家发展改革委副主任、国家能源局局长刘铁男,工信部副部长苏波,国防科工局副局长王毅韧到会并做了重要讲话。四部委局机关主管司局领导、行业协会、咨询公司,以及来自机床行业和军工行业、能源装备领域的企业代表共计约200人出席了会议。 会议由国家发改委经济动员办主任周建平、国防科工局发展计划司副司长曲克波分别主持。国家发改委吴一亮处长宣讲了《国产数控机床应用长效合作机制工作指南》。工信部王建宇处长介绍了高档数控机床与基础制造装备重大专项进展及有关情况。机床协会吴柏林常务副理事长通报了近年来机床工具行业发展动态与供需合作最新进展,发布了2011年版《国产数控机床推荐产品汇编》。军工协会赵俐代理秘书长介绍了重点建设项目国产数控机床采购情况,发布了第6批《高档数控机床需求指南》。济南二机床、沈阳机床、东方汽轮机厂等12家供需双方企业交流了高档数控机床开发和应用体会。会议对37家企业获得的20项国产数控机床优秀合作项目进行了表彰,并颁发了奖牌。会议组织与会代表参观了第十二届中国国际机床展览会,考察了国内外机床最新发展,增强了参会企业对我国数控珩磨机企业实力和水平的感性认识。 国家发展改革委副主任、国家能源局局长刘铁男、工信部副部长苏波、国防科工局副局长王毅韧在讲话中对四部委、两协会举办的座谈会的形式和效果给予充分肯定,认为政府主导、行业协会搭桥、市场运作、企业供需对接的长效合作机制,对贯彻落实国家“十二五”规划纲要,发展战略性新兴产业,推进军民融合式发展,增强我国经济实力和国防实力等都具有重要意义,表示下一步要继续支持行业间的合作与创新,在重大专项、依托示范工程、规划、管理方式等方面加以引导和鼓励,把机床供需间的长效合作机制建设成“品牌”机制。国家发改委经济动员办主任周建平做了会议总结,要求与会代表深入领会四部委领导讲话精神,进一步总结、巩固和推广行业间建立长效合作机制的经验和做法,结合企业发展实际,采取贯彻落实措施,要加强自主创新能力建设,一些重大项目和工程要精心组织,建成精品和名牌。 2011年是“十二五”计划启动实施之年,机床行业是国家重点重视的行业之一,国产数控机床的发展与军工行业、能源装备领域的进步是相辅相成的,四部委局联合召开国产数控机床应用座谈会,就是加快振兴我国装备制造业发展,促进国产数控机床应用的具体行动。会议指出,数控机床供需双方企业应该一起共同商讨如何贯彻国家有关政策和实施意见,进一步推动数控设备国产化;要站在国家的战略高度,谋划长远发展,不同领域的企业要真诚合作、相互支持,实现共赢;做好政府导向、协会促进、企业实施的各项具体工作。(重庆在职研究生/www.cqsfdx.com)
GBT 17421.1~7 机床检验通则
为了推动机床行业由上而下的系统性的发展,中央政府从宏观上提出对机床行业发展具有推动力的政策、规划,而地方政府则是从当地实际出发,结合当地代表性机床企业给予相应的政策支持。在“十一五”期间,中国机床行业得到了很好的发展。 比如,2007年,国家制定了《数控机床产业发展专项规划》,实施产业扶持政策,通过财政、税务、信贷等支持数控机床产业的发展;发挥市场经济对资源的配置作用,加快产业结构调整和优化;实施重点技术改造,建设10~20个数控机床和功能部件制造基地,提高普及型数控机床国内市场的占有率等。 地方性的政策支持,如浙江省玉环县政府提出的《关于扶持机床制造业发展的若干意见》,通过设置专项资金,补助企业当年研发费用;鼓励参展,摊位给予补助;加大先进制造基地建设的专项资金、科技经费等。 国内拥有自主知识产权的数控系统占数控机床总产量的75%;在国产数控机床销售额中,经济型数控机床约占50%,满足国内市场需求并达到批量出口能力;普及型数控机床约占45%,实现规模化生产,逐步扩大出口;高级型数控机床约占5%,品种将大大增加,并在出口方面取得了一定的突破。此外,在“十二五”规划中,政府对于高端制造业已经提到了一个战略性的高端,将发展大型、精密、高速数控设备和功能部件作为国家重要的振兴目标之一。随着一系列扶植政策的陆续出台,未来几年中国的机床行业有望在保持快速增长态势的同时,在质量和技术水平上达到一个突破。
经济型数控机床的主要特点是价格便宜,功能针对性强。一般情况下,普通机床改装成简易数控机床后可以提高工效1~4倍,同时能降低废品率,提高产品质量,又可减轻工人劳动强度。改造费用通常一年左右就可以收回。一般用单板微计算机作为控制装置,用步进电机为执行机构,将普通机床改造成简易数控机床。经改造后的机床既保留了原机床的通用性,又增加了许多传统机床所没有的特点,如自动对刀、间隙补偿、自动调整进给速度、自动回原点等功能。这种机床尤其适用于杆轴类、盘类零件以及带有锥度、球面的中等复杂程度零件的频繁、轮番加工。 数控系统的工作过程如下: (1)输入大量的零件加工程序一般通过通信方式从外部计算机输人而来。数控系统一般有两种不同的输人工作方式:一种是边输人边加工(即通常所说的DNC方式),这种方式用于较长程序,也就是复杂零件的加工;另一种是一次将琴件加工程序全部输人数控系统内部的存储器,加工时再由存储器一段一段地读出进行零件加工。具体采用哪种方式,视数控系统存储器的存储量而定。 (2)译码输人的程序段含有零件的轮廓信息(起点、终点、直线、圆弧等)、要求的加工速度以及其他的辅助信息(换刀、主轴转速、进给速度、冷却液等)。系统计算机依靠译码程序来识别这些指令符号,译码程序将零件加工程序翻译成系统计算机内部能识别的语言。 (3)数据处理数据处理一般包括刀具半径补偿、速度计算以及辅助功能的处理。数控刀具半径补偿是根据刀具半径值把零件轮廓轨迹转化为刀具中心轨迹。速度计算是解决该加工程序段以什么样的速度运动的问题。另外还有辅助功能如换刀、冷却液等数据的处理。 (4)插补(即轴进给运动)在机床的实际加工中,被加工上件的轮廓形状千差万别。严格说来,为了满足几何尺寸精度的要求,刀具中心轨迹应该准确地依照工件的轮廓形状生成。对于简单的曲线,数控系统易于实现,但对于较复杂的形状,若直接生成刀具中心轨迹,势必会使计算方法变得很复杂,计算工作量也相应地大大增加。因此,在实际应用中,常常采用一小段直线或圆弧去逼近(或称为拟合)曲线,有些场合也叮以采用抛物线、椭圆、双曲线和其他高次曲线去逼近曲线。所谓插补,是在已知一条曲线的种类、起点、终点以及进给速度后,在起点和终点之间进行数据点的密化,从而用多段简单曲线来逼近复杂曲线。数控系统经过插补运算后向伺服系统发出指令,从而实现各坐标轴的进给运动,完成零件的加上。脉搏制造网-外协加工-机械加工-数控加工-专注加工制造业B2B平台
力学性能样品加工都用到哪些机床类?

实验室辅助设备(小型机床)http://ng1.17img.cn/bbsfiles/images/2015/03/201503141054_538243_1790226_3.jpg台式小车床http://ng1.17img.cn/bbsfiles/images/2015/03/201503141053_538238_1790226_3.jpg小型数控加工中心http://ng1.17img.cn/bbsfiles/images/2015/03/201503141053_538240_1790226_3.jpg小型数控车床http://ng1.17img.cn/bbsfiles/images/2015/03/201503141054_538241_1790226_3.jpg小型数控铣床http://ng1.17img.cn/bbsfiles/images/2015/03/201503141054_538242_1790226_3.jpg小车床http://ng1.17img.cn/bbsfiles/images/2015/03/201503141054_538245_1790226_3.jpghttp://ng1.17img.cn/bbsfiles/images/2015/03/201503141054_538245_1790226_3.jpg小型高速雕铣床http://ng1.17img.cn/bbsfiles/images/2015/03/201503141054_538246_1790226_3.jpghttp://ng1.17img.cn/bbsfiles/images/2015/03/201503141054_538246_1790226_3.jpg小型多功能机床http://ng1.17img.cn/bbsfiles/images/2015/03/201503141054_538247_1790226_3.jpg小型多功能机床http://ng1.17img.cn/bbsfiles/images/2015/03/201503141055_538248_1790226_3.jpg小型钻铣床
请问哪位高手那里有JB 1470 -81《出口机床涂漆技术条件》,鄙人在这里先谢谢了!!
1.机床丝锥品质不好 主要材料,数控刀具设计,热处理情况,加工精度,涂层质量等等。例如,丝锥截面过渡处尺寸差别太大或没有设计过渡圆角导致应力集中,使用时易在应力集中处发生断裂。 柄、刃交界处的截面过渡处离焊口距离太近,导致复杂的焊接应力与截面过渡处的应力集中相迭加,产生较大的应力集中,导致丝锥在使用中断裂。例如,热处理工艺不当。丝锥热处理时,若淬火加热前不经预热、淬火过热或过烧、不及时回火及清洗过早都有可能导致丝锥产生裂纹。很大程度上这也是国内丝锥整体性能不如进口丝锥的重要原因。2.机床丝锥选择不当 对硬度太大的攻件应该选用高品质机床丝锥,如含钴高速钢丝锥、硬质合金丝锥、涂层丝锥等。此外,不同的丝锥设计应用在不同的工作场合。例如,机床丝锥的排屑槽头数、大小、角度等等对排屑性能都有影响。3.机床丝锥与加工的材料不匹配 这个问题近几年越来越受到重视,以前国内厂家总觉得进口的好,贵的好,其实是适合的好。随着新材料的不断增加和难加工,为了适应这种需要,刀具材料的品种也在不断地增加。这就需要在攻丝前,选择好合适的丝锥产品。4.底孔孔径偏小 例如,加工黑色金属材料M5×0.5螺纹时,用切削机床丝锥应该用选择直径4.5mm钻头打底孔,如果误用了4.2mm钻头来打底孔,攻丝时丝锥所需切削的部分必然增大,进而使丝锥折断。建议根据丝锥的种类及攻件材质的不同选择正确的底孔直径,如果没有完全符合的钻头可以选择大一级的。5.攻件材质问题: 攻件材质不纯,局部有过硬点或气孔,导致丝锥瞬间失去平衡而折断。6.机床没有达到丝锥的精度要求 机床和夹持体也是非常重要的,尤其对于高品质的丝锥,只要一定精度的机床和夹持体才能发挥出丝锥的性能。常见的就是同心度不够。攻丝开始时,丝锥起步定位不正确,即主轴轴线与底孔的中心线不同心,在攻丝过程中扭矩过大,这是丝锥折断的主要原因。7.切削液,润滑油品质不好 这点国内的许多企业都开始关注起来,许多采购了国外刀具和机床的公司有非常深刻的体会,切削液,润滑油品质出现问题,加工出的产品质量很容易出现毛刺等不良情况,同时寿命也会有很大的降低。8.切削速度与进给量不合理 当加工出现问题时,国内大部分用户是降低切削速度和减小进给量,这样丝锥的推进力度降低,其生产的螺纹精度因此被大幅度降低,这样加大了螺纹表面的粗糙度,螺纹孔径和螺纹精度都无从控制,毛刺等问题当然更不可避免。但是,给进速度太快,导致的扭力过大也容易导致丝锥折断。机攻时的切削速度,一般钢料为6-15m/min;调质钢或较硬的钢料为5-10m/min;不锈钢为2-7m/min;铸铁为8-10m/min。在同样材料时,丝锥直径小取较高值,丝锥直径大取较低值。9.操作人员技术与技能没有达到要求: 以上的这些问题,都需要操作人员做出判断或向技术人员反馈,但目前国内绝大部分操作人员重视不够。例如,加工盲孔螺纹时,当丝锥即将接触孔底的瞬间,操作者并未意识到,仍按未到孔底时的攻丝速度给进,或排屑不畅时强行给进导致丝锥折断。建议操作人员加强责任心。脉搏制造网——机械加工行业b2b服务平台
主轴轴承则是主轴正常运转的重要部件,机床长时间处于工作状态时,很容易造成轴承的损坏乃至烧瓦、停机的恶性事故。因而只有对主轴轴承温度进行实时监测才能确保主轴的正常运转,进而提升机床运转的可靠性,机床主轴轴承温度的在线监测体系就是通过在线收集轴承运转的温度数据,通过处理器进行对比和剖析,及时把握轴承运转状况的。1.机床主轴轴承温度升高缘由及约束 机床主轴在运转过程中,因为主轴转速较高、主轴润滑缺乏、润滑油太粘稠、以及主轴加工、装置如主轴曲折或装置与尾架不同心等要素,都会致使主轴轴承温度升高,致使机械空隙变小而呈现噪音和机械损害,轴承温度通常约束在温度升高不超越45℃,监测中若发现轴承的温度超越70-80℃,应立即停机查看。2.硬件规划 硬件有些首要包括六大有些,它们是温度收集电路、低通滤波电路、V/F变换电路、单片机接口电路、晶体管显现驱动电路、温度显现电路。3.软件规划 硬件思路是通过温度传感器来丈量机床主轴温度,由温度变送器输出电压信号,将电压信号送人测温电路的取样有些,将电压信号经低通滤波电路滤除高频搅扰。再经V/F变换电路将其变换为频率信号送入80C51单片机接口。经单片机核算处理后输出的数值存储在单片机的RAM中供温度计量核算调用,一起输出信号再经MC14489驱动数码管显现。 软件思路是使用模块规划办法,选用C语言编程。全部软件有些需求完结三大块的规划,它们是:温度核算模块,精度操控模块和数码管驱动模块。 本次规划的难点是被测温度的精度操控,通常的测温体系中是将V/F变换电路输出的频率脉冲数规模对应于被测温度规模,但在温度丈量中要进步丈量体系的最低分辨率就必须增大频率脉冲规模。国内大有些此类体系是通过元件的选取和硬件的合理来增大频率脉冲的规模,此办法杂乱且作用不是很好。本规划采纳的办法使用软件办法来增大频率脉冲规模。通过体系对频率脉冲进行计数,再依据给定的基准数进行相对差核算,得到丈量温度。http://ng1.17img.cn/bbsfiles/images/2017/01/201701091514_620590_3170016_3.jpg4.精度操控 在本方案中用于进步温度丈量精度的首要办法是通过对温度传感器收集的模仿信号进行了V/F变换,然后用单片机对变换后的频率计数.以此来到达进步丈量精度。 本规划中选用由美国NS公司生产的LM331性价对比高的集成芯片,可用作精细频率电压变换器、A/D变换器、线性频率调制解调器,5.传感器的选型、装置 因为本规划不只要进行轴承温度丈量还要实现精度操控。精度操控的办法是首要对传感器输出的电压信号实施V/F变换,然后用单片机对频率进行计数以此来到达必定的丈量精度。所以模仿温度传感器是首选温度传感器,其次温度传感器所处的环境具有强电磁搅扰的特色。归纳思考本规划选用PT100铂热电阻温度传感器,导电导热性好,灵敏度高,延展性强;耐熔、耐冲突、耐腐蚀。 选用WZP-P系列贴片式Pt100温度传感器,丈量规模为-50~200℃,在主轴前、中、后轴承处,通过螺栓或其它固定方法将3个温度传感器装置在轴承或轴承座表面上,留意装置时螺栓紧固程度不宜太大,防止温度传感器受力太大致使损坏。6.轴承温度的检查与维护的实习使用 6.1 使用规模 机床主轴轴承温度的检查与维护电路首要改造了10台车床、5台刨床,使用作用较好,但因为公司一年多后机构改革、调整,取消了机械加工工段,因而未能得以更大规模的使用。6.2 使用作用 通过一年多的使用实习的证实,机床主轴轴承温度的检查与维护电路在各式机床上的使用十分成功,据这一年的统计数据显现每年每台机床为公司节省电机修理费1.6万元摆布,每台机床节省替换主轴轴承等直接费用1.2元以上。脉搏制造网是利用互联网、大数据、云计算及应用软件等前沿技术,为企业提供制造业产业链一站式综合服务,实现企业之间产能、需求、服务等资源的优化与共享。通过脉搏制造网将市场需求与闲置产能高效对接,提升制造业中小企业的市场营销能力、生产管理能力、加快产能结构调整步伐,实现制造业“绿色去产能”。并以脉搏云平台汇聚的市场大数据为导向,推动行业产能结构的调整、优化。
1. 加工零件及其工艺分析与手动编程一样,加工零件及其工艺分析是数控编程的基础。目前这项工作主要还需人工来做,随着CAPP技术的发展,将逐渐由CAPP来完成。主要任务有:(1) 零件几何尺寸、公差及精度要求的标准;(2) 确定加工方法、工夹量及刀具;(3) 确定编程原点及编程坐标系;(4) 确定走刀路线及工艺参数;2. 加工部位造型与前述相同,有三种方法获取和建立零件几何模型:(1) 利用软件本身的CAD设计模块;(2) 将其他CAD/CAM系统生成的图形,通过标准图形转换接口,转换成本软件系统的图形格式;(3) 利用三坐标测量机数据或三维多层扫描数据。3. 工艺参数输入将工艺分析中的工艺参数输入到自动编程系统中,常见的工艺参数有:(1) 刀具类型、尺寸与材料;(2) 切削用量,如主轴转速、进给进度、切削深度及加工余量等;(3) 毛坯信息,如尺寸、材料等;(4) 其他信息,如安全平面,线性逼近误差、刀具轨迹间的残留高度、进退刀方式、走刀方式、冷却方式等。4. 刀具轨迹生成与编辑自动编成系统将根据几何信息与工艺信息,自动完成基点和节点计算,并对数据进行编排,形成刀位数据;刀位轨迹发生后,自动编程系统将刀具轨迹显示出来,如果有不合适的地方,可在人工交互方式下对刀具轨迹进行编辑与修改。5. 刀具国际的验证与仿真自动编程系统提供验证与仿真模块,可以检查刀具轨迹的正确性与合理性。验证模块指通过模拟加工过程来检验加工中是否过切,刀具与约束面是否发生干涉与碰撞等;仿真模块是将加工过程中的零件模型、机床模型、夹具模型及刀具模型用图形动态显示出来,基本具有尚且加工的效果。6. 后置处理将刀位数据文件转换为数控装置能接受的数控加工程序。7. 加工程序输出(1) 将加工程序利用打印机打印清单,供人工阅读;(2) 将加工程序存入存储介质,包括穿孔纸带、磁盘、光盘和U盘等,用于保存或转移到数控机床上使用;(3) 通过标准通信接口,将加工程序直接送给数控装置;脉搏制造网——机械加工行业b2b服务平台

[img=桌面型五轴数控机床,690,454]https://ng1.17img.cn/bbsfiles/images/2022/04/202204241441335515_9017_1790226_3.jpg!w690x454.jpg[/img][font=仿宋][b][size=24px]MX220[/size][/b][/font][b][size=24px][font=仿宋]桌面五轴联动数控机床是一款桌面式微型五轴联动数控机床,适用于小型精密五轴零件及各种各样的复杂零件加工;具有体积小、重量轻、搬运方便、操作灵活等优点;使用220伏电压,配置工业级五轴联动控制系统面板,[/font][/size][/b][align=left][b][size=24px][font=仿宋][color=black]MX220[/color][/font][font=仿宋][color=black]桌面五轴联动数控机床主要用于实验室样品加工等,进行五轴联动数控编程教学和实操培训等;主要加工铝合金、铜、塑料及铁、模具钢轻加工。?[/color][/font][/size][/b][/align][img=桌面型多轴数控机床,690,454]https://ng1.17img.cn/bbsfiles/images/2022/04/202204241443400685_5875_1790226_3.jpg!w690x454.jpg[/img][img=桌面型多轴数控机床,690,454]https://ng1.17img.cn/bbsfiles/images/2022/04/202204241443399084_4377_1790226_3.jpg!w690x454.jpg[/img][img=桌面型多轴数控机床,690,454]https://ng1.17img.cn/bbsfiles/images/2022/04/202204241443400704_5136_1790226_3.jpg!w690x454.jpg[/img] [table=615][tr][td][size=16px] [/size][align=center][b][font=仿宋][size=16px][color=black]序号[/color][/size][/font][/b][/align][size=16px] [/size][/td][td][size=16px] [/size][align=center][b][font=仿宋][size=16px][color=black]项目内容[/color][/size][/font][/b][/align][size=16px] [/size][/td][td][size=16px] [/size][align=center][b][font=仿宋][size=16px][color=black]技术参数[/color][/size][/font][/b][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]1[/color][/size][/font][/align][size=16px] [/size][/td][td=1,2][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]床身及回转台[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]结构:铸铁立式结构,XYZ轴直线导轨,主轴立柱带动刀具移动[/color][/size][/font][/align][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]回转轴:BC轴摇篮式转台,高精度诣波减速机[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]2[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]全封闭防护罩,垂直升降门(气动门)[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]3[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]工件冷却装置[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]冷却装置为内置风冷,使用0.6帕气压,M指令控制[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td=1,2][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]4[/color][/size][/font][/align][size=16px] [/size][/td][td=1,2][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]线性轴精度[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]定位精度:0.02mm[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]重复定位精度:0.01mm[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td=1,2][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]5[/color][/size][/font][/align][size=16px] [/size][/td][td=1,2][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]旋转轴精度[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]定位精度:16"[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]重复定位精度:12"[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]6[/color][/size][/font][/align][size=16px] [/size][/td][td=1,3][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]轴移动行程[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][size=16px][font=仿宋][color=black]X/Y/Z[/color][/font][font=仿宋][color=black]行程:220×120×200mm[/color][/font][/size][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]7[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][size=16px][font=仿宋][color=black]B[/color][/font][font=仿宋][color=black]轴行程:+30~-120°[/color][/font][/size][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]8[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][size=16px][font=仿宋][color=black]C[/color][/font][font=仿宋][color=black]轴行程:+/- N×360°[/color][/font][/size][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]10[/color][/size][/font][/align][size=16px] [/size][/td][td=1,4][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]机床主轴[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]主轴锥柄:MT3[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]11[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]主轴最大功率:750W[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]12[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]主轴最高转速:3500rpm[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]13[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]最大夹持刀具直径:Φ16mm[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]14[/color][/size][/font][/align][size=16px] [/size][/td][td=1,3][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]工作台参数[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]工作台尺寸: Φ100/460×130mm[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]15[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]工作台承重:15kg[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]16[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][size=16px][font=仿宋][color=black]T[/color][/font][font=仿宋][color=black]型槽:12 mm/3[/color][/font][/size][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]17[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]线性轴移动速度[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][size=16px][font=仿宋][color=black]X/Y/Z[/color][/font][font=仿宋][color=black]轴:2000mm/min[/color][/font][/size][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]18[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]回转轴移动速度[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][size=16px][font=仿宋][color=black]B/C[/color][/font][font=仿宋][color=black]轴:≥50r/min[/color][/font][/size][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]19[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]数控系统[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][size=16px][font=仿宋][color=black]YORNEW M5[/color][/font][font=仿宋][color=black]工业级五轴联动控制系统面板[/color][/font][/size][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]20[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]电子手脉[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][size=16px][font=仿宋][color=black]5[/color][/font][font=仿宋][color=black]轴三档电子手脉[/color][/font][/size][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]21[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]使用电压[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]AC220V/50H[/color][/size][/font][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]22[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]外形尺寸[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][size=16px][font=仿宋][color=black]930[/color][/font][font=仿宋][color=black]×750×920mm[/color][/font][/size][/align][size=16px] [/size][/td][/tr][tr][td][size=16px] [/size][align=center][font=仿宋][size=16px][color=black]23[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]净重/毛重[/color][/size][/font][/align][size=16px] [/size][/td][td][size=16px] [/size][align=left][font=仿宋][size=16px][color=black]180kg/220kg[/color][/size][/font][/align] [/td][/tr][/table]
2019第22届青岛国际机床展览会7.18-22青岛国际博览中心10万平米展出面积,1200余家展商,10大展馆,6大板块金属切削、金属成型、功能附件、激光钣金锻压、刀具量具、机器人知名展商:西门子、发那科、山崎马扎克、哈斯、哈挺、大隈、远州、托纳斯、威亚、西铁城、津上、三菱、沙迪克、友嘉、安川同期展会:第21届青岛(中国)塑料产业博览会 第21届中国青岛国际工业自动化技术及装备展览会 中日韩工程技术大会
请问那个高手那里有ZBJ50012-1989《 出口机床涂漆技术条件》,谢谢先!
温家宝4日主持召开国务院常务会议,审议并原则通过了装备制造业振兴规划。 主要观点 一、专项内容 重点领域 会议要求 1.要依托高效清洁发电、特高压输变电、煤矿与金属矿采掘、天然气管道输送和液化储运、高速铁路、城市轨道交通等领域的重点工程,有针对性地实现重点产品国内制造 2.要结合钢铁、汽车、纺织等大产业的重点项目,推进装备自主化 3.要提升大型铸锻件、基础部件、加工辅具、特种原材料等配套产品的技术水平,夯实产业发展基础 4.要推进结构调整,转变产业增长方式。支持装备制造骨干企业进行联合重组,发展具有工程总承包、系统集成、国际贸易和融资能力的大型企业集团。加快完善产品标准体系,发展现代制造服务业。 支持手段 会议要求,充分利用增值税转型政策,推动企业技术进步 在新增中央投资中安排产业振兴和技术改造专项 建立使用国产首台(套)装备风险补偿机制 增加出口信贷额度,支持装备产品出口 鼓励开展引进消化吸收再创新,对部分确有必要进口的关键部件及原材料,免征关税和进口环节增值税 加强企业管理和职工培训,改进生产组织方式,提高生产效率和产品质量 推进以企业为主体的产学研结合,鼓励科研院所走进企业,支持企业培养壮大研发队伍。 二、投资机会 分析我们认为振兴装备制造业规划的专项基金、首台(套)装备风险补偿机制和增加出口信贷额度可能惠及的子行业如下: 1.大型数控机床和纺织机械。涉及公司包括天马股份、沈阳机床、昆明机床、华东数控和经纬纺机。 2.清洁能源装备。包括超超临界火电、水电、风电、核电机组和配件。涉及公司包括东方电气、上海电气、金风科技、湘电股份、华仪电气、华锐铸钢、天奇股份、浙富股份、哈空调、双良股份。 3.矿山冶金与石化装备。包括煤矿与金属矿采掘、薄板冷轧与涂镀设备、大型乙烯工程设备等。涉及公司包括太原重工、北方股份、三一重工、大橡塑。 4.轨道交通与高速铁路设备。涉及公司包括中国南车、上海电气、晋西车轴。 5.基础零部件。涉及公司包括:力源液压、华锐铸钢、天马股份、西北轴承、轴研科技。 以上公司中,我们要重点推荐的公司包括:天马股份、昆明机床、华东数控、华锐铸钢、太原重工、三一重工。

随着加工工艺的不断提高,对切削液本身也提出了更高的加工要求。挑选不单根据自己的加工工艺:切削、拉削、铣削、磨削、钻孔、线切割等,液高根据设备规格,液体流速等参数来进行挑选。切削液是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体。 机床加工为什么需要使用切削液呢?切削液具有那些作用?http://ng1.17img.cn/bbsfiles/images/2017/03/201703181438_01_3207872_3.jpg 一种良好的切削液必须具备良好的润滑性、清洗性、冷却性以及防锈性,金属加工过程中使用良好的切削液对提高产品质量、加工效率有着重要的意义。切削液具体作用体现在以下四个方面:http://ng1.17img.cn/bbsfiles/images/2017/03/201703181438_02_3207872_3.jpg切削液对于机床加工有哪些作用? 1、冷却作用2、润滑作用3、清洗作用4、防锈作用常见的加工工艺粗削和铣削怎么选择切削液?http://ng1.17img.cn/bbsfiles/images/2017/03/201703181438_03_3207872_3.jpg一、粗车怎么选切削液? 粗车加工特点: 粗车时加工余量较大,因而切削深度和进给量都较大,切削阻 力大,产生大量切削热,刀具磨损也较严重。 选择建议: 根据粗车加工以上特点,应选择用以冷却作用为主并具 有一定清洗、润滑和防锈作用的水基切削液,将切削热及时带走,降低切削 温度,从而提高刀具耐用度,一般选用极压乳化液效果更好。 极压乳化液除 冷却性能好之外,还具备良好的极压润滑性,可明显延长刀具使用寿命,提 高切削效率,使用水基切削液要注意机床导轨面的保养,下班前要将工作台 上的切削液擦干,涂上润滑油。二、铣削加工怎么选切削液? 铣削加工特点: 铣削是断续切削,每个刀齿的切削深度时刻变化,容易产生振动和一定 的冲击力,所以铣削条件比车削条件差。 选择建议1.高速铣削时,需要冷却性好,并有 一定润滑性能的切削液,如极压乳化液。2.在低速铣削时,要求用润滑性好的 切削油,如精密切削油和非活性极压油。对不锈钢和耐热合金钢,可用含 硫、氯极压添加剂的切削液.
我国机械制造企业最近开发出超精密镜面铣磨一体化机床,可将230*1900mm的连铸钢坯表面加工成镜面。人们可在加工后的镜头面上进行夹杂物和金相组织的检测,另外该钢坯在做低倍检验时,可提高检验的准确度。镜面的表面粗糙度Ra0.01-0.02微米范围。
GB 4205控制电气设备的操作件标准运动方向/GB 5226机床电气设备通用技术条件/GB 6527.2安全色使用导则
SJ6000激光干涉仪具有测量精度高、测量范围大、测量速度快、最高测速下分辨率高等优点,结合不同的光学镜组,可实现线性测长、角度、直线度、垂直度、平行度、平面度等几何参量的高精度测量。在[b]SJ6000[color=#333333]激光干涉仪[/color][/b]动态测量软件配合下,可实现线性位移、角度和直线度的动态测量与性能检测,以及进行位移、速度、加速度、振幅与频率的动态分析,如振动分析、丝杆导轨的动态特性分析、驱动系统的响应特性分析等。[align=center][img]http://www.chotest.com/Upload/2019/9/201909243125960.png[/img][/align] 激光干涉仪最典型的应用就是测量机床精度,本文讲解如何使用激光干涉仪测量五轴机床平移轴直线度误差。 对于平移轴而言,每根轴均有两个直线度误差,因此三根轴有六个直线度误差,均可采用激光干涉仪分别测得。 原理:带有圆孔的是直线度干涉镜,其与待测轴相连一同运动;长条镜是直线度反射镜静止安装,其是对称结构,上下左右均对称。当一束激光从源头发出射入干涉镜,干涉镜将光束分成两束,形成一个很小的角度分别去往反射镜,由于反射镜上下对称,因此两束光被反射后又回到干涉镜,汇合成一股光束,去往激光头的探测器。当运动轴产生直线度误差时,会使得干涉镜相对于反射镜在水平横向方向发生相对运动,而反射镜是左右对称的(左右的镜片不在同一平面,有一定的角度),因此会使得两束分开的光束光程具有差别,根据此差别,即可测得运动轴产生的直线度误差。[align=center][img]http://www.chotest.com/Upload/2019/10/201910178906394.jpg[/img][/align][align=center]▲ 直线度测量的光路原理构建图[/align][align=center][img]http://www.chotest.com/Upload/2019/10/201910170468304.png[/img][/align][align=center]▲ 运动轴的横向直线度测量示意图[/align][align=center][img]http://www.chotest.com/Upload/2019/10/201910173593913.png[/img][/align][align=center]▲ 运动轴的纵向直线度测量示意图[/align] 根据直线度误差测量原理可知,测量过程中不可避免的会引入斜率误差。该误差是由于测量直线度反射镜的光学轴线最初与待测轴不平行,为调整平行而引起的。如图 所示,A 为干涉镜和反射镜的距离,B 为激光头到干涉镜的距离(其中干涉镜是固定在运动轴上的)。在一开始,反射镜的光学轴线处于旋转前的位置,而由于机床运动轴与其之间存在的夹角θ,[img]http://www.chotest.com/Upload/2019/10/201910173125514.jpg[/img][align=center][img]http://www.chotest.com/Upload/2019/10/201910177031118.png[/img][/align] 因为斜率误差是稳定误差,因此可以采取上述的公式将其从直线度测量结果中分离出来,亦可以采用两端法拟合或者最小二乘法拟合将其分离出去。 两端法拟合:即是将所有采集来的数据第一点和最后一点相连决定一直线,再将所有采集来的数据去除掉拟合的直线信息,由此得出的残值即为直线度误差。[align=center][img]http://www.chotest.com/Upload/2019/10/201910170000002.png[/img][/align]最小二乘法拟合:将采集回来的所有数据通过最小化误差的平方和方式来寻找数据的最佳函数匹配,而后将采集值与匹配函数对应值相比较,剩余的残值即为直线度误差。[align=center][img]http://www.chotest.com/Upload/2019/10/201910171562522.png[/img][/align]附:SJ6000激光干涉仪直线度测量精度。[table][tr][td][align=center]轴向量程[/align][/td][td][align=center]测量范围[/align][/td][td][align=center]测量精度[/align][/td][td][align=center]分辨力[/align][/td][/tr][tr][td][align=center]短距离[/align][/td][td][align=center](0.1~4.0)m[/align][/td][td][align=center]±3mm[/align][/td][td][align=center]±(0.5+0.25%R+0.15M[size=12px]2[/size]) μm[/align][/td][td][align=center]0.01μm[/align][/td][/tr][tr][td][align=center]长距离[/align][/td][td][align=center](1.0~20.0)m[/align][/td][td][align=center]±3mm[/align][/td][td][align=center]±(5.0+2.5%R+0.015M[size=12px]2[/size]) μm[/align][/td][td][align=center]0.1μm[/align][/td][/tr][tr][td=5,1]注:R为显示值,单位:μm;M为测量距离,单位:m[/td][/tr][/table]

激光干涉仪具有测量精度高、测量范围大、测量速度快、最高测速下分辨率高等优点,结合不同的光学镜组,可实现线性测长、角度、直线度、垂直度、平行度、平面度等几何参量的高精度测量。在SJ6000激光干涉仪动态测量软件配合下,可实现线性位移、角度和直线度的动态测量与性能检测,以及进行位移、速度、加速度、振幅与频率的动态分析,如振动分析、丝杆导轨的动态特性分析、驱动系统的响应特性分析等。[align=center][img=,578,450]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201754505855_5264_3712_3.jpg!w578x450.jpg[/img][/align] 激光干涉仪最典型的应用就是测量机床精度,本文讲解如何使用激光干涉仪测量五轴机床平移轴直线度误差。 对于平移轴而言,每根轴均有两个直线度误差,因此三根轴有六个直线度误差,均可采用激光干涉仪分别测得。 原理:带有圆孔的是直线度干涉镜,其与待测轴相连一同运动;长条镜是直线度反射镜静止安装,其是对称结构,上下左右均对称。当一束激光从源头发出射入干涉镜,干涉镜将光束分成两束,形成一个很小的角度分别去往反射镜,由于反射镜上下对称,因此两束光被反射后又回到干涉镜,汇合成一股光束,去往激光头的探测器。当运动轴产生直线度误差时,会使得干涉镜相对于反射镜在水平横向方向发生相对运动,而反射镜是左右对称的(左右的镜片不在同一平面,有一定的角度),因此会使得两束分开的光束光程具有差别,根据此差别,即可测得运动轴产生的直线度误差。[align=center][img=,678,333]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201755021895_7221_3712_3.jpg!w678x333.jpg[/img][/align][align=center]▲ 直线度测量的光路原理构建图[/align][align=center][img=,678,367]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201755111914_6482_3712_3.jpg!w678x367.jpg[/img][/align][align=center]▲ 运动轴的横向直线度测量示意图[/align][align=center][img=,678,367]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201755345695_9383_3712_3.jpg!w678x367.jpg[/img][/align][align=center]▲ 运动轴的纵向直线度测量示意图[/align] 根据直线度误差测量原理可知,测量过程中不可避免的会引入斜率误差。该误差是由于测量直线度反射镜的光学轴线最初与待测轴不平行,为调整平行而引起的。如图 所示,A 为干涉镜和反射镜的距离,B 为激光头到干涉镜的距离(其中干涉镜是固定在运动轴上的)。在一开始,反射镜的光学轴线处于旋转前的位置,而由于机床运动轴与其之间存在的夹角θ,[img]http://www.chotest.com/Upload/2019/10/201910173125514.jpg[/img][align=center][img]http://www.chotest.com/Upload/2019/10/201910177031118.png[/img][/align] 因为斜率误差是稳定误差,因此可以采取上述的公式将其从直线度测量结果中分离出来,亦可以采用两端法拟合或者最小二乘法拟合将其分离出去。 两端法拟合:即是将所有采集来的数据第一点和最后一点相连决定一直线,再将所有采集来的数据去除掉拟合的直线信息,由此得出的残值即为直线度误差。[align=center][img]http://www.chotest.com/Upload/2019/10/201910170000002.png[/img][/align]最小二乘法拟合:将采集回来的所有数据通过最小化误差的平方和方式来寻找数据的最佳函数匹配,而后将采集值与匹配函数对应值相比较,剩余的残值即为直线度误差。[align=center][img]http://www.chotest.com/Upload/2019/10/201910171562522.png[/img][/align]附:SJ6000激光干涉仪直线度测量精度。[table][tr][td][align=center]轴向量程[/align][/td][td][align=center]测量范围[/align][/td][td][align=center]测量精度[/align][/td][td][align=center]分辨力[/align][/td][/tr][tr][td][align=center]短距离[/align][/td][td][align=center](0.1~4.0)m[/align][/td][td][align=center]±3mm[/align][/td][td][align=center]±(0.5+0.25%R+0.15M[size=12px]2[/size]) μm[/align][/td][td][align=center]0.01μm[/align][/td][/tr][tr][td][align=center]长距离[/align][/td][td][align=center](1.0~20.0)m[/align][/td][td][align=center]±3mm[/align][/td][td][align=center]±(5.0+2.5%R+0.015M[size=12px]2[/size]) μm[/align][/td][td][align=center]0.1μm[/align][/td][/tr][tr][td=5,1]注:R为显示值,单位:μm;M为测量距离,单位:m[/td][/tr][/table]
产品名称SN-500风冷氙灯老化试验箱一、产品用途 氙灯老化试验箱采用能摸拟全阳光光谱的氙弧灯来再现不同环境下存在的破坏性光波,可以为科研产品开发和质量控制提供相应的环境模拟和加速试验。氙灯老化试验箱可用于新材料的选择、改进现有材料或评估材料组成变化后耐用性的变化试验,可以很好的模拟在不同环境条件下,材料暴露在阳光下所产生的变化。二、产品规格型号: SN-500 内形尺寸:D×W×H 800×800×850mm三、技术参数1、温度范围:RT+10℃~100℃;2、湿度范围:30%~95%RH; 3、温度波动度:≤±0.5℃; 4、温度均匀度:≤±2.0℃; 5、黑板温度:40℃~110℃(±3℃);6、湿度偏差:+2%~-3% R.H;7、玻璃虑光罩:3支;8、氙灯灯源:风冷氙灯;9、氙灯数量:3支;10、氙灯功率:1.5KW/1.8KW/2.5KW(风冷式);11、加热功率:2.0KW;12、加湿功率:1.5KW;13、样品架与灯管距离:230~280mm;14、试样旋转台转速:≥1(r/min);15、光照周期连续可调:1~999h、m、s;16、波长:290nm~800nm;17、辐照度:290nm~800nm波长之间的平均辐照度为550W/㎡;四、箱体结构 1、外胆均采用优质A3钢板数控机床加工成型,外壳表面进行喷塑处理,更显光洁、美观; 2、内胆为进口优质不锈钢板; 3、门与箱体之间采用双层耐高温之高张性密封条以确保测试区的密闭; 4、采用无反作用门把手,操作更容易; 5、搅拌系统长轴风扇电机,耐高低温之不锈钢多翼式叶轮,以达强度对流垂直扩散循环;6、机器底部采用高品质PU活动轮;7、观察窗采用钢化镀膜玻璃;五、电路控制系统1、温湿度控制仪表采用进口触摸屏控制器;2、精度:0.1℃(显示范围);3、解析度:0.1℃;4、温度传感器:PT100铂金电阻测温体; 5、控制方式:热平衡调温调湿方式; 6、温湿度控制采用P . I . D+S.S.R系统同频道协调控制; 六、制冷、除湿系统控制 1、压缩机:全封闭法国泰康; 2、制冷方式:机械式单机制冷; 3、制冷剂:(R404A)环保型; 4、全系统管路均作通气加压48H捡漏测试; 5、加温、降温系统完全独立; 6、内螺旋式冷媒铜管; 7、翅片斜率式蒸发器(带自动除霜系统); 8、干燥过滤器、压力控制器、电磁阀、贮液筒等均采用进口配件; 9、除湿系统: 采用蒸发器盘管露点温度层流接触除湿方式;七、循环系统 单循环离心风机,分流式风道结构;八、光源系统 1、黑板温度计:金属黑板温度计; 2、氙灯灯管:模拟全阳光光谱的氙灯灯管;九、保护系统 1、整体设备超温 2、整体设备欠相/逆相 3、制冷系统过载 4、制冷系统超压 5、其它还有漏电、缺水、运行指示,故障报警后自动停机等保护十、适用标准 本产品严格按GB/T16422.2-99的技术参数设计制造。同时符合(GB/T1865-97、GB/T9344-88、GB/T16422.2、GB/T2423.24-1995、ASTMG155、ISO10SB02/B04、SAEJ2527、SAEJ2412)等标;
实验室窗户玻璃透光厉害,试了好多办法,不甚理想!忽然想到飞机窗户用的遮光板遮光效果很不错,不知道什么材料,求助下,知道的专家及坛友告知,谢谢!
风冷氙灯耐气候试验箱采用能模拟全阳光光谱的氙弧灯来再现不同环境下存在的破坏性光波,可以为科研、产品开发和质量控制提供相应的环境模拟和加速试验。 产品广泛应用于航空航天、大专院校、质检科研单位、汽摩行业、电子电工、通迅设备、电镀涂层、汽车饰件等众多领域。获得广大新老客户高度赞扬! 以下是风冷氙灯耐气候试验箱的详细资料,请浏览: 一、参照标准GB/T16422.2-1999人工加速老化试验箱GB/T1865-2009色漆和清漆 人工气候老化和人工辐射曝露GB/T2423.24-1995太阳辐射试验ASTMG155氙灯老化测试ISO10SB02/B04 环境监测仪器SAEJ2527 其它耐气候试验SAEJ2412 基础耐候性测试方法 二、技术指标型 号: 工作室尺寸:500760500 外型尺寸135013501700 1、温度范围:RT+10℃~70℃2、湿度范围:65~98%R?H 3、黑板温度:63~70℃4、温度均匀度:2.0℃ (空载时) 5、温度波动度:0.5℃ (空载时) 6、玻璃窗滤光器:3只7、氙灯灯源:美国进口风冷式灯管8、氙灯数量:4支(其中1支备用) 9、降雨时间:1~9999H59M,连续降雨可调10、降雨周期:1~240min,间隔(断)降雨可调11、喷水周期(喷水时间/不喷水时间) 18min/102min或12min/48min 12、淋雨水压:0.12~0.15Mpa 13、喷水嘴孔径:Ф0.8mm 14、氙灯功率:1.8KW3支=5.4 KW 15、加热功率:2KW 16、加湿功率:0.75KW 17、样品托盘尺寸:450720mm 18、样品架与灯距离:230~280mm 19、波长:290~800nm 辐射强度:300W/㎡ 20、光照周期连续可调,时间:1~999h、m、s 二、箱体结构1、外胆均采用优质(t=1.2mm)A3钢板数控机床加工成型,外壳表面进行喷塑处理,更显光洁、美观;2、内胆为进口(t=1mm)304优质不锈钢板;3、保温材质: 高密度玻璃纤维棉和高压聚胺脂发泡隔热保温4、循环系统:弹簧试验机采用特制空调型低噪音长轴风扇电机,耐高低温之不锈钢多翼式叶轮,以达强度对流垂直扩散循环;5、门与箱体之间采用双层耐高温之高张性密封条以确保测试区的密闭;6、采用无反作用门把手,操作更容易; 三、控制系统1、采用台湾威伦5.7寸彩色触摸屏及德国西门子PLC模块控制,全自动式手写设定,直观的操作界面,整体美观大方,操作方便简捷;2、加热采用远红外镍合金高速加温(2KW1)电加热器;3、加湿采用外置式锅炉蒸汽式加湿器,具有水位自动补偿、缺水报警系统。 4、制冷、除湿系统采用全封闭法国泰康压缩机5、制冷方式:机械式单机制冷;6、冷凝方式:风冷式;7、除湿系统:采用蒸发器盘管露点温度层流接触除湿方式。 四、其它设备使用条件:1、环境温度:5℃~+28℃(24小时内平均温度28℃) 2、环境湿度:85%R?H 3、电源要求:AC380V10% 500.5Hz 三相四线制4、预装容量:12.0KW
转自:http://www.jx.cn/bussines/jszlenglish.asp3-Jaws indexing spacers 三爪、分割工具头 A.T.C.system 加工中心机刀库 Aluminum continuous melting & holding furnaces 连续溶解保温炉 Balancing equipment 平衡设备 Bayonet 卡口 Bearing fittings 轴承配件 Bearing processing equipment 轴承加工机 Bearings 轴承 Belt drive 带传动 Bending machines 弯曲机 Blades 刀片 Blades,saw 锯片 Bolts,screws & nuts 螺栓,螺帽及螺丝 Boring heads 搪孔头 Boring machines 镗床 Cable making tools 造线机 Casting,aluminium 铸铝 Casting,copper 铸铜 Casting,gray iron 铸灰口铁 Casting,malleable iron 可锻铸铁 Casting,other 其他铸造 Casting,steel 铸钢 Chain drive 链传动 Chain making tools 造链机 Chamfer machines 倒角机 Chucks 夹盘 Clamping/holding systems 夹具/支持系统 CNC bending presses 电脑数控弯折机 CNC boring machines 电脑数控镗床 CNC drilling machines 电脑数控钻床 CNC EDM wire-cutting machines 电脑数控电火花线切削机 CNC electric discharge machines 电脑数控电火花机 CNC engraving machines 电脑数控雕刻机 CNC grinding machines 电脑数控磨床 CNC lathes 电脑数控车床 CNC machine tool fittings 电脑数控机床配件 CNC milling machines 电脑数控铣床 CNC shearing machines 电脑数控剪切机 CNC toolings CNC刀杆 CNC wire-cutting machines 电脑数控线切削机 Conveying chains 输送链 Coolers 冷却机 Coupling 联轴器 Crimping tools 卷边工具 Cutters 刀具 Cutting-off machines 切断机 Diamond cutters 钻石刀具 Dicing saws 晶圆切割机 Die casting dies 压铸冲模 Die casting machines 压铸机 Dies-progressive 连续冲模 Disposable toolholder bits 舍弃式刀头 Drawing machines 拔丝机 Drilling machines 钻床 Drilling machines bench 钻床工作台 Drilling machines,high-speed 高速钻床 Drilling machines,multi-spindle 多轴钻床 Drilling machines,radial 摇臂钻床 Drilling machines,vertical 立式钻床 drills 钻头 Electric discharge machines(EDM) 电火花机 Electric power tools 电动刀具 Engraving machines 雕刻机 Engraving machines,laser 激光雕刻机 Etching machines 蚀刻机 Finishing machines 修整机 Fixture 夹具 Forging dies 锻模 Forging,aluminium 锻铝 Forging,cold 冷锻 Forging,copper 铜锻 Forging,other 其他锻造 Forging,steel 钢锻 Foundry equipment 铸造设备 Gear cutting machines 齿轮切削机 Gears 齿轮 Gravity casting machines 重力铸造机 Grinder bench 磨床工作台 Grinders,thread 螺纹磨床 Grinders,tools & cutters 工具磨床 Grinders,ultrasonic 超声波打磨机 Grinding machines 磨床 Grinding machines,centerless 无心磨床 Grinding machines,cylindrical 外圆磨床 Grinding machines,universal 万能磨床 Grinding tools 磨削工具 Grinding wheels 磨轮 Hand tools 手工具 Hard/soft and free expansion sheet making plant 硬(软)板(片)材及自由发泡板机组 Heat preserving furnaces 保温炉 Heating treatment funaces 熔热处理炉 Honing machines 搪磨机 Hydraulic components 液压元件 Hydraulic power tools 液压工具 Hydraulic power units 液压动力元件 Hydraulic rotary cylinders 液压回转缸 Jigs 钻模 Lapping machines 精研机 Lapping machines,centerless 无心精研机 Laser cutting 激光切割 Laser cutting for SMT stensil 激光钢板切割机 Lathe bench 车床工作台 Lathes,automatic 自动车床 Lathes,heavy-duty 重型车床 Lathes,high-speed 高速车床 Lathes,turret 六角车床 Lathes,vertical 立式车床 Lubricants 润滑液 Lubrication Systems 润滑系统 Lubricators 注油机 Machining centers,general 通用加工中心 Machining centers,horizontal 卧式加工中心 Machining centers,horizontal & vertical 卧式及立式加工中心 Machining centers,vertical 立式加工中心 Machining centers,vertical double-column type 立式双柱加工中心 Magnetic tools 磁性工具 Manifolds 集合管 Milling heads 铣头 Milling machines 铣床 Milling machines,bed type 床身式铣床 Milling machines,duplicating 仿形铣床 Milling machines,horizontal 卧式铣床 Milling machines,turret vertical 六角立式铣床 Milling machines,universal 万能铣床 Milling machines,vertical 立式铣床 Milling machines,vertical & horizontal 立式及卧式铣床 Mold & die components 模具单元 Mold changing systems 换模系统 Mold core 模芯 Mold heaters/chillers 模具加热器/冷却器 Mold polishing/texturing 模具打磨/磨纹 Mold repair 模具维修 Molds 模具 Nail making machines 造钉机 Oil coolers 油冷却器 Overflow cutting machines for aluminium wheels 铝轮冒口切断机 P type PVC waterproof rolled sheet making plant P型PVC高分子防水 PCB fine piecing systems 印刷电器板油压冲孔脱料系统 Pipe & tube making machines 管筒制造机 Planing machines 刨床 Planing machines vertical 立式刨床 Pneumatic hydraulic clamps 气油压虎钳 Pneumatic power tools 气动工具 Powder metallurgic forming machines 粉末冶金成型机 Presses,cold forging 冷锻冲压机 presses,crank 曲柄压力机 Presses,eccentric 离心压力机 Presses,forging 锻压机 Presses,hydraulic 液压冲床 Presses,knuckle joint 肘杆式压力机 Presses,pneumatic 气动冲床 Presses,servo 伺服冲床 Presses,transfer 自动压力机 Pressing dies 压模 Punch formers 冲子研磨器 Quick die change systems 速换模系统 Quick mold change systems 快速换模系统 Reverberatory furnaces 反射炉 Rollers 滚筒 Rolling machines 辗压机 Rotary tables 转台 Sawing machines 锯床 Sawing machines,band 带锯床 Saws,band 带锯 Saws,hack 弓锯 Saws,horizontal band 卧式带锯 Saws,vertical band 立式带锯 shafts 轴 Shapers 牛头刨床 Shearing machines 剪切机 Sheet metal forming machines 金属板成型机 Sheet metal working machines 金属板加工机 Slotting machines 插床 spindles 主轴 Stamping parts 冲压机 Straightening machines 矫直机 Switches & buttons 开关及按钮 Tapping machines 攻螺丝机 Transmitted chains 传动链 Tube bending machines 弯管机 Vertical hydraulic broaching machine 立式油压拉床 Vises 虎钳 Vises,tool-maker 精密平口钳 Wheel dressers 砂轮修整器 Woven-Cutting machines 织麦激光切割机 Wrenches 扳手
数控系统是数控机床的控制核心,现代的数控系统都是采用专用的计算机控制系统,由硬件和软件两大有些组成。 数控系统的硬件出现疑问直接影响数控机床的运行,一旦出现硬件故障,有必要将损坏的硬件修复或许更换备件,机床才干恢复正常作业。数控系统的硬件包括CPU模块、存储器模块、显现模块、伺服轴控制模块、PLC接口模块、电源模块、显现器等。数控系统硬件出现故障时,只需在找到有疑问的模块后,对其进行修复或许更换备件,才干排除故障。 下面介绍一些数控系统硬件故障的维修实例。 例3-15一台数控车床开机后系统死机 口数控系统:FANUC OTC系统。 口故障景象:这台机床通电开机后,系统死机,不能进行任何操作。 口故障分析与检查:对FANUC OTC系统数控装置进行检查,发现CPU底板L4报警灯亮,伺服控制模块的WDA灯亮,如图3-36所示。CPU底板L4报警灯亮指示伺服控制模块(轴卡)故障(接触不良、脱落或软件版本不符)或许主CPU底板故障。由于伺服控制模块的报警灯也亮,所以首要与别的机床互换伺服控制模块,但这台机床故障依旧。与别的机床更换系统CPU底板C A20B-2000-0175/08B,故障转移到别的机床,阐明系统CPU底板损坏。http://img.mp.itc.cn/upload/20161222/3d776078b76044208ba852bac0fb65ab_th.jpg 口故障处理:更换系统CPU底板后,机床恢复正常运行。 例3-16一台数控车床作业时出现报警"930 CPU INTERRUPT" (CPU中断) 口数控系统:FANUC OTC系统。 口故障景象:这台机床作业2-3小时后,出现930号报警,关机一会儿再开还能够作业。 口故障分析与检查:调查故障景象,系统除了出现930号报警外,有时还出现报警"920WATCH DOG TIMER"(看门狗超时),检查系统发现CPU主板上L2和L4报警灯亮(参考图3-36 ) L2报警灯亮指示NC有故障,L4灯亮指示轴控制模块故障(接触不良、脱落、软件版本不符)、主电路板故障等。由所以作业一段时问后才出现报警,首要与别的机床互换电源模块,这台机床故障依旧。与别的机床互换CPU主板,仍是原来的机床报警。与另一台机床互换伺服轴控制模块A 16B-2200-039后,故障报警转移到另一台机床上,阐明是系统伺服车由控制模块出现疑问。 口故障处理:更换数控系统伺服轴控制模块后,机床恢复安稳运行。 例3-17一台数控车床开机出现报警"408 SERVO ALARM: (SERIAL NOT RDY )"(伺服报警:串行主轴没有预备好)"409 SERVO ALARM: ( SERIAL ERR )"(伺服报警:串行主轴错误) 口数控系统:FANUC OTC系统。 口故障景象:这台机床开机就出现408号和409号报警,指示串行主轴故障。 口故障分析与检查:这台机床采用FANUC a系列数字伺服系统,检查伺服系统,发现主轴伺服模块显现器上有“24"号报警代码显现,如图3-37所示。依据主轴伺服系统报警手册,"24”号报警代码指示串行口数据传输出错,也许的故障原因如下: 1)主轴驱动模块与NC数据传输不正常。 2 ) NC没有接通。 3)串行总线电缆连接有疑问。 4)串行总线接口电路有疑问。 5 ) I/O总线适配器有疑问。http://img.mp.itc.cn/upload/20161222/a5e9bad3fe9241b38d4ec3f1789d164e.jpg 检查串行总线连接,没有发现疑问;与别的机床互换主轴驱动模块,故障没有转移;串行主轴的信号是从系统的存储器模块输出的,互换系统存储器模块,故障依旧;当把另一台机床的系统CPU底板(A206-2002-065更换上后,系统不再产生报警,阐明系统CPU底板出现了疑问。 口故障处理:更换系统CPU底板后,机床恢复正常运行。 例3-18一台数控车床开机出现报警"420 SERVO ALARM: Z AXIS EXCESSERROR"(伺服报警:Z轴超偏差错误) 口数控系统:FANUC OTC系统。 口故障景象:这台机床开机就出现图3-38所示的420号报警,指示Z轴超差。 口故障分析与检查:依据故障景象和报警信息分析,Z轴开机就出现超差报警,这时还没有让Z轴运动,因此故障原因也许是机床数据疑问、编码器疑问、伺服电动机疑问、系统伺服轴控制模块疑问或伺服驱动模块疑问等。http://img.mp.itc.cn/upload/20161222/feed5e8fe4c646a699ec0eb044562f95_th.jpg 首要检查有关的机床数据没有发现异常。为了进一步确认故障,在系统伺服轴控制模块(轴卡)上将X轴指令电缆和反馈电缆插头与Z轴的互换,即指令输出插头M 184与M187互换插接,编码器反馈插头M185与M188互换插接。这时开机,系统仍然出现420号报警,指示的仍是Z轴故障,阐明故障与编码器、伺服驱动模块和伺服电动机都没有联系。所以故障原因应该定位在系统的伺服轴控制模块(轴卡)上。 口故障处理:更换系统的伺服轴控制模块A 16B-2200-039后,通电开机,机床恢复正常运行。 例3-19一台数控车床出现报警"424 SERVO ALARM: Z AXIS DETECT ERROR"(伺服报警:Z轴检测错误) 口数控系统:FANUC OTC系统。 口故障景象:这台机床开机就出现如图3-39所示的424号报警,指示Z轴有疑问。 口故障分析与检查:依据FANUC OTC系统的作业原理,该系统具有共同的诊断数据,通过系统“DGNOS”功用能够调用这些数据。当机床出现故障时,检查这些数据,能够了解机床的一些运行情况,为确诊机床故障供给依据。http://img.mp.itc.cn/upload/20161222/fb9bffd004954d8888e2ab89704324f4_th.jpg 放电单元故障。这台机床的伺服系统采用FANUC的a系列数字伺服驱动装置,更换伺服驱动模块和电源模块都没有处理疑问,并且调查伺服装置一切数码管均显现“一”,如图3-40所示,指示伺服系统没有预备好。因此,怀疑系统伺服轴控制模块(轴卡)有疑问。 口故障处理:更换系统伺服轴控制模块后,系统报警消除,机床恢复正常作业。 例3-20一台数控车床通电开机后,屏幕没有显现 口数控系统:FANUC OTC系统。 口故障景象:这台机床通电发动系统后,系统发动不了。 口故障分析与检查:出现故障后,首要对系统进行检查,按下系统发动按键后,系统电源模块上的指示灯一个也不亮,如图3-41所示。FANUC电源模块上有两个指示灯,一个绿色PIL指示灯,指示电源模块作业正常;另一个赤色指示灯指示电源系统有故障。 检查系统发动线路和电源模块输入电压都正常没有发现疑问。那么必定是如图3-42所示的系统电源模块A16B-1212-0100-01损坏。http://img.mp.itc.cn/upload/20161222/ac6bd52926ce4c8ba95db64752353351_th.jpg 口故障处理:维修电源模块后,系统恢复正常作业。 例3-21一台数控球道磨床出现报警"104 Control loop hardware"(控制环硬件) 口数控系统:西门子3M系统。 口故障景象:这台磨床常常出现图3-43所示的104号报警,指示X轴伺服控制环有疑问。http://img.mp.itc.cn/upload/20161222/5edb1c6793e2470eb493153ea27e9bda_th.jpg 口故障分析与检查:依据机床的作业原理,为确保机床的精度,该机床采用光栅尺作为位置反馈元件,为此在系统测量模块上加装EXE信号处理板C 260 619 015 918 976,用以对光栅尺反馈信号进行处理。对故障景象进行调查,不管X轴是不是运动,都出现报警,有时开机就出现报警。因此怀疑光栅尺或许系统的测量模块有疑问。 本着先易后难的原则,首要检查系统测量模块(6FX1125-1AA01),由于X轴和Y轴各采用一块EXE信号处理板,如图3-44所示,所以采用互换法将X轴的EXE信号处理板与Y轴的EXE信号处理板对换,这时机床再出现故障时,显现114号报警,指示的是Y轴伺服环有疑问,即故障转移到Y轴上,阐明是原X轴的EXE信号处理板有疑问。http://img.mp.itc.cn/upload/20161222/f738f9942bee4d7380f6751960fc1d9e_th.jpg 口故障处
1、工件尺寸准确,表面光洁度差 故障原因:刀具刀尖受损,不锋利;机床产生共振,放置不平稳;机床有爬行现象;加工工艺不好。 解决方案:刀具磨损或受损后不锋利,则重新磨刀或选择更好的刀具重新对刀;机床产生共振或放置不平稳,调整水平,打下基础,固定平稳;机械产生爬行的原因为拖板导轨磨损厉害,丝杠滚珠磨损或松动,机床应注意保养,上下班之后应清扫铁丝,并及时加润滑油,以减少摩擦;选择适合工件加工的冷却液,在能达到其他工序加工要求的情况下,尽量选用较高的主轴转速。 2、工件产生锥度大小头现象 故障原因:机床放置的水平没调整好,一高一低,产生放置不平稳;车削长轴时,贡献材料比较硬,刀具吃刀比较深,造成让刀现象;尾座顶针与主轴不同心。 解决方案:使用水平仪调整机床的水平度,打下扎实的地基,把机床固定好提高其韧性;选择合理的工艺和适当的切削进给量避免刀具受力让刀;调整尾座。 3、驱动器相位灯正常,而加工出来的工件尺寸时大时小 故障原因:机床拖板长期高速运行,导致丝杆和轴承磨损;刀架的重复定位精度在长期使用中产生偏差;拖板每次都能准确回到加工起点,但加工工件尺寸仍然变化。此种现象一般由主轴引起,主轴的高速转动使轴承磨损严重,导致加工尺寸变化。金属加工微信,内容不错,值得关注。 解决方案:用百分表靠在刀架底部,同时通过系统编辑一个固定循环程序,检查拖板的重复定位精度,调整丝杆间隙,更换轴承;用百分表检查刀架的重复定位精度,调整机械或更换刀架;用百分表检测加工工件后是否准确回到程序起点,若可以,则检修主轴,更换轴承。 只要确认了哪部分高速切削数控车床出现故障、损坏程度,我们就可以进行下一步方案解决问题。经过这些步骤基本上能够找出问题的所在。
目前大多数仪器都是使用2个光源,氘灯用于紫外区,钨灯使用可见区。氙灯发出的光源包括紫外和可见,目前在荧光光谱仪上基本都使用氙灯一个光源,而紫外上较少。为什么不在紫外可见分光光度计上使用氙灯呢?
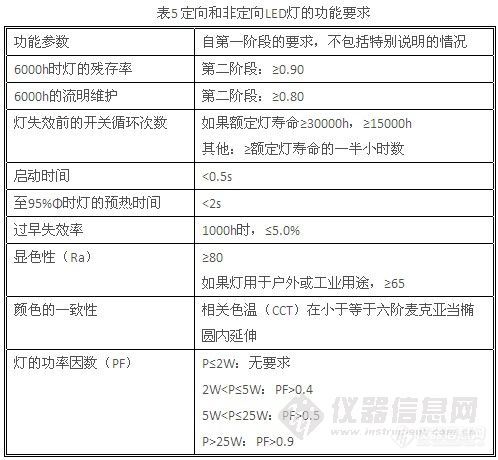
2012年4月12日,欧盟委员会发布第G/TBT/N/EU/34号通报,通报了有关执行欧洲议会和理事会关于定向灯、发光二极管灯及相关设备生态设计要求的指令2009/125/EC的委员会法规草案。2012年7月13日,草案被欧盟委员会采纳。但尚未在欧盟官方公报(OJ)正式发布。草案规定了定向灯、LED灯以及设计安装在主要部件和灯之间的设备的生态设计要求,包括灯控制装置、控制器和灯具(不包括用于荧光灯镇流器及灯具以及高强度气体放电灯镇流器及灯具)。草案将定向灯和LED灯的生态设计要求分为三个阶段:第一阶段:2013年9月1日第二阶段:2014年9月1日第三阶段:2016年9月1日草案对产品的能效要求、功能要求以及信息要求进行了详细规定。1. 定向灯的能效要求按照草案的要求,光源的能效指数按以下公式进行计算:EEI=Pcor/Pref其中,Pcor——正常输入电压下测得的额定功率(Prated),且Prated根据表1进行修正。http://ng1.17img.cn/bbsfiles/images/2012/07/201207311037_380778_1632583_3.jpgPref——从灯的常用光通量(Φuse)中获得的参考功率,用以下公式进行计算:对于Φuse<1300lm的模块,Pref =0.88√Φuse +0.049Φuse对于Φuse≥1300lm的模块,Pref=0.07341Φuse定向灯的最大EEI可参见表2。http://ng1.17img.cn/bbsfiles/images/2012/07/201207311037_380779_1632583_3.jpg2. 灯控制装置的能效要求从第二阶段开始,在主要部件与开关之间用于调节灯负载开/关的灯控制装置的空载输入功率应不超过1.0W。从第三阶段开始,此限值应为0.5W。对于输入功率超过250W的灯控制装置,其空载输入功率限值应为P/250。从第三阶段开始,灯控制装置的待机功率应不超过0.5W。 3. 定向灯(不包括LED灯)的功能要求表3和表4分别给出了定向紧凑型荧光灯以及不包括紧凑型荧光灯、LED灯和HID灯在内的定向灯的功能要求。http://ng1.17img.cn/bbsfiles/images/2012/07/201207311038_380780_1632583_3.jpghttp://ng1.17img.cn/bbsfiles/images/2012/07/201207311038_380781_1632583_3.jpg4. 非定向和定向LED灯的功能要求表5给出了定向和非定向LED灯的功能要求。http://ng1.17img.cn/bbsfiles/images/2012/07/201207311039_380782_1632583_3.jpg5. 设计安装在主要部件和灯之间的设备的功能要求从第二阶段开始,设计安装在主要部件和灯之间的设备应符合与灯兼容的最先进的要求,灯的能效指数(EEI)的最大值应为:l 非定向灯:0.24l 定向灯:0.5此外,草案还规定了最高效的定向灯的EEI应为0.16,最高效的卤素灯控制装置的效率应为0.93。信息来源:技术壁垒资源网







 我要推广仪器
我要推广仪器
 下载APP
下载APP