张祖勋院士:工业摄影测量技术发展与应用
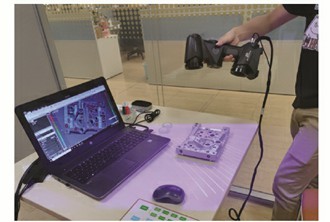
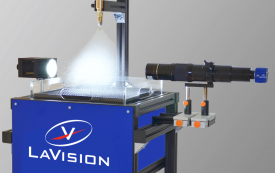
引 言工业测量是指在工业生产、试验和科研各环节中,为产品的设计、模拟、测量、放样、仿制、仿真、质量控制和运动状态,提供测量技术支撑的一门学科[1]。本文中的工业测量是指尺寸、位置、形状等几何量的测量。摄影测量学是通过影像研究信息的获取、处理、提取和成果表达的一门信息科学,通常利用摄影或遥感的手段获取被测物体的影像,研究和确定被摄物体的形状、大小、位置、性质和相互关系,起始于19世纪中叶摄影机的发明和立体视觉的发现。工业摄影测量是工业测量与摄影测量技术与学科发展相结合而形成的一个细分研究领域,既可以看作是摄影测量学科的一个分支,也可以看作一个交叉学科,如图 1所示。图1 工业摄影测量与工业测量和摄影测量学科的关系由于摄影测量具有非接触、自动处理等特点,为传统工业测量提供了新方法和新技术,尤其是在智能化、自动化发展的大趋势下,以摄影测量方法为主的光学测量受到越来越广泛的重视 另一方面,由于工业测量涉及的被测物体范围广、差异大,为工业摄影测量提出了许多传统航空摄影测量方法难以直接解决的问题,而且工业测量与仪器仪表、电子电路、光学、传感器、机器人等领域联系密切,因此工业测量的需求与行业背景,也为工业摄影测量技术提供了新的创新动力。传统工业测量主要是使用三坐标测量机等传统工业测量仪器对零件进行少量人工抽检,或者用专门研制的检具对单一型号的零件进行全检。随着生产模式的变革,工业品的种类型号日益增多,客户对产品的品质要求日益增长,对工业测量技术带来了更大的挑战,在线、自动化、智能化的工业测量技术成为迫切需求。文献[2]指出工业几何量测量的核心任务是保证测量结果具有溯源性,实现产品质量状态精准高效地获取、测量数据管理、分析及后续应用等。文献[3]介绍了若干种传统的工业测量技术,其中也包括摄影测量技术。文献[4-5]介绍了多种工业摄影测量设备及其各自适合的应用场景。总体来说,没有任何一种工业测量技术可以解决所有类型工业品的测量问题,但是可以通过对工业品特点的分类,设计出几种通用的方案来解决大部分工业测量问题,也使工业测量装备在一定程度上适应柔性化生产。工业摄影测量由于其自身具有非接触、高效率、自动化等特点,很早就在工业测量领域发挥作用。随着工业生产朝着自动化、智能化方向发展以及国家智能制造战略的实施,工业摄影测量技术在工业测量领域中处于越来越重要的地位。如同计算机技术的发展推动了数字摄影测量技术的快速发展一样,仪器仪表、传感器、机器人、电子电路、芯片等技术的发展,也为工业摄影测量技术的发展注入了新的活力,因此工业摄影测量技术也迎来了最好的发展时机,近年来各种创新技术不断涌现,各种应用越来越广泛,显现出勃勃生机。1 工业摄影测量的发展现状1.1工业测量发展现状工业测量作为工业体系的基础支撑技术,目前有多种工业测量技术和设备在工业测量领域被广泛采用。每种技术设备都有其优点,但是又没有一种工业测量技术设备能够满足所有的工业测量需求,因此目前是多种工业测量技术共存的局面。下面对目前最先进的并且广泛应用的几种工业测量技术和设备进行简单介绍。(1) 三坐标测量机。三坐标测量机是传统通用三维坐标测量仪器的代表,通过测头沿导轨的直线运动来实现精确的坐标测量。它的优点是测量精确、通用性好 其不足是属于接触式测量方式,不易对准特征点,对测量环境要求高、不便携、测量范围小[6]。由于其超高精度,毫无疑问三坐标测量机目前仍然是工业测量领域应用最广泛的产品之一。由于其接触式测量等缺点,在一定程度上限制了其在自动化在线检测领域的应用。(2) 关节臂测量机。关节臂测量机是一种便携式测量仪器,对空间不同位置待测点进行接触测量,实际上是模拟了人手臂的运动方式。仪器由测量臂、码盘、测头等组成,各关节之间的测量臂的长度是固定的,测量臂之间的转角通过光栅编码度盘实时得到,最终通过空间支导线的原理实现三维坐标的测量功能。(3) 激光跟踪仪。激光跟踪仪采用球坐标测量系统,其测量原理与全站仪一样,仅仅是测距方式的不同,激光跟踪仪的测距方式是单频激光干涉测距,其精度可以达到16 μm±0.8 μm/m。Leica公司在1990年推出了第一代商用激光跟踪仪,美国的API公司和FARO公司随后推出了各自的类似产品。由于干涉法距离测量的精度高、测量速度快,因此激光跟踪仪测量性能和精度要优于全站仪。在大空间高精度工业测量领域,激光跟踪仪具有显著优势[7]。与三坐标测量仪使用的红宝石测球(图 2(a))类似,激光跟踪仪主要使用的是全反射测球(图 2(b))来进行测量,从技术原理上都属于接触式测量。接触式测量的缺点是,会对被测物体表面产生应力(某些情况下是不可忽略的),并且每接触一次只能获取一个点的坐标,测量效率低。近年来,尽管也发展出了非接触式末端测量工具,其中三坐标测量机和关节臂测量机可以使用单线激光扫描头(图 2(c)),而激光跟踪仪可以使用带有靶标点的跟踪式单线激光扫描头(图 2(d)),从技术原理上属于机械式测量和摄影测量的结合,但其激光线范围较小、测量效率仍然较低。而在自动化在线检测方面,三坐标测量机体积大且依赖恒温恒湿环境,关节臂测量机依赖于人的协作运动,激光跟踪仪在跟踪丢失后需要人工干预,故三者均难以胜任。图2 接触式和非接触式末端测量工具1.2工业摄影测量发展现状除了三坐标测量机、关节臂测量机、激光跟踪仪等传统工业测量技术和设备之外,摄影测量技术和方法在工业测量领域也发挥了重要作用,典型的工业摄影测量技术和产品包括:标志点工业摄影测量系统、结构光测量系统等,下面对这些技术进行详细介绍。根据摄影测量的定义,本文将以下利用相机进行几何量测量的测量系统,纳入到工业摄影测量的范畴。1.2.1 标志点工业摄影测量系统标志点工业摄影测量系统的工作原理是,首先在被测物体表面粘贴一定数量的均匀分布的标志点,然后在不同的位置和方向获取被测物体的数字图像(至少两幅),经过计算机图像匹配等处理及相关摄影测量计算后得到标志点精确的三维坐标。标志点工业摄影测量系统一般分为单台相机的脱机测量系统、多台相机的联机测量系统,它们均具有精度高、非接触测量和便携等特点。由于要在物体表面粘贴标志点,所以这类系统一般用于大型工业构件的曲面控制测量、装配测量等方面,很少用于在线测量领域。1.2.2 结构光测量系统常用的结构光测量系统是线结构光测量系统和面结构光测量系统。线结构光测量系统仅投射出一条激光线,光切面与物体相截为一条曲线,曲线投影到影像上,基于三角法测量原理,可以计算出该曲线上所有点的三维坐标。由于该系统每次只能测量一条曲线上的数据,因此要测量完整的物体表面需要利用机械位移机构带动光束在物体表面移动来实现扫描测量。面结构光测量通过投射带有编码信息的特殊光场,如光栅、空间编码模板等,实现物体表面投影测量。基于光栅投影的结构光测量系统,具体过程是将光栅投影到物体表面,然后利用一个或两个CCD相机观测投射条纹得到变形的光栅条纹图像,对光栅条纹图像进行解码可以实现图像对应,从而可以交会计算得到被测物体的三维空间坐标。基于该原理形成的工业测量产品包括3D相机、固定拍照式三维扫描仪等。1.3工业摄影测量的特点尽管近年来激光雷达扫描(LiDAR)、多视角立体匹配(multi-view stereo,MVS)、飞行时间法3D相机(time of flight,TOF)等新兴技术发展迅猛,成为了摄影测量领域的主要技术手段,但是由于其精度难以满足工业测量的需求,故而始终未能进入工业摄影测量领域。精度是工业测量的首要问题之一,人工目标往往比自然目标具有更高的图像定位精度,通过人工标志点可以在较大的范围内获取最高的摄影测量精度,而在较小的范围内,结构光测量系统可以发挥其静态多频相位观测带来的精度提升作用。除了精度外,实时测量、动态测量、无人工测量等也是工业测量的典型特征。工业摄影测量是利用摄影测量的技术和方法来解决工业测量的问题,因此具有非常鲜明的摄影测量的特点,比如:(1) 非接触式测量。工业摄影测量在获取影像时不需要接触目标本身,不会破坏物体本身固有属性,而且可以在一些不适宜人类进入的场所进行测量。(2) 可以瞬间记录被测物体的大量信息,包括几何信息和物理信息[8]。对于获取的信息进行实时处理,可以快速获得三维空间数据。(3) 数据自动处理。随着数字摄影测量技术的发展,摄影测量数据处理算法可以实现自动处理。(4) 随着电子电路、传感器等技术的发展,摄影仪器生产技术得到提高,测量精度不断提高。(5) 随着计算机视觉领域的新算法、新方法的引入,数字(工业)摄影测量的理论和方法也在不断完善[9]。由于以上特点的存在,工业摄影测量在工业测量领域受到越来越多的关注和越来越广泛的应用。尤其是在自动化、智能化等行业发展趋势的推动下,近年来工业摄影测量技术得到迅猛的发展。2 工业摄影测量技术重要进展一方面,随着现代工业的发展,尤其是以数字制造为核心的先进制造技术的迅猛发展,对工业摄影测量技术提出新的要求。另一方面,随着传感器、计算机、电子信息、图像处理、机器人、人工智能等技术的快速发展,工业摄影测量也与电子信息、测试计量技术与仪器、计算机视觉、机器人、人工智能等多个相关学科交叉融合,进入了快速发展的新阶段。工业测量的核心问题是精度和效率,工业零部件在设计阶段就确定了每个几何特征的公差,公差的大小决定了工业测量精度的下限,也是保证不同零部件之间可以装配成功的最低要求。在规定的测量精度范围内,尽可能地提高测量效率,是工业用户不断追求的目标。提高效率从使用角度可以体现在,节省测量前的准备时间、节省测量时的操作时间、节省测量后的处理时间,从技术角度又可以表现为实时性强(时间短)、便捷性好(易操作)、自动化程度高(省人工)以及智能化程度高(干预少)。2.1实时性集影像信息获取、处理和成果表达(输出)于一体,一步完成的摄影测量,称之为实时摄影测量[10]。它能够在影像信息获取的同时,以足够快的速度进行信息处理和成果输出。实时摄影测量的研究与应用一直是工业摄影测量的主要发展方向[11]。现代工业的发展,更是对测量的实时性提出更加迫切的需求。工业摄影测量的实时性,要求“所测即所得”,数据获取、数据处理和结果呈现同步完成,因此对测量设备和算法提出很高的要求。针对实时性的要求,笔者设计实现了一款工业级三维手持扫描测量系统,其原理如图 3所示:首先,在工业零件上或者零件周围布设一定数量的标志点,然后手持数据采集设备对工业零件进行数据采集,在数据采集的同时进行解算,并把结果传到电脑上实时呈现。该设备非常便携,即拿即测,结果实时获得。图3 工业级三维手持扫描测量原理与系统由图 3可以看到,这套工业级三维手持扫描测量系统包括两个工业相机和一套激光器。其中两个同步的工业相机,分辨率500万像素,相机拍照频率最高可达75 Hz,激光器最多同时发出17束激光线,每秒最多可采集210万个三维点,满足实时摄影测量的需求。扫描测量系统在移动过程中,激光器投射线激光,工业相机获取激光线的图像然后传到电脑上进行解析处理,获取三维数据并实时显示在电脑屏幕上。由于要达到实时处理,在下一帧数据传输之前,必须完成前一帧数据的全部处理,并更新屏幕上的结果显示。这里的数据处理包括标志点提取与定位、传感器位置姿态计算、激光线提取与三维坐标解算、三维数据的拼接与融合等,其中数据融合是有别于传统摄影测量的新方法,它基于Hasp Map体素模型进行三维重建[12-13],可以从含有大量噪声的原始测量点中提取出更高精度的三维点(如图 3(c)、3(d))。这里,工件上面粘贴标志点的作用是在扫描测量系统移动过程中确定扫描测量系统的位置和姿态。该系统中为了实现实时处理,采取的主要措施包括:(1) 使用全局快门的CMOS图像传感器[14]。摄影测量中常用的单反相机,通常都是滚动快门(或称卷帘快门),它们的像素是逐行曝光的,在静态摄影中可能不会有问题,但是在动态摄影中会产生拖影,不利于摄影测量解算,而全局快门的CMOS中所有的像素都是同时曝光的,适合于实时动态的摄影测量场景。(2) 超短曝光时间的光照技术。在动态测量中曝光时间通常小于1/1000 s才能忽略运动模糊,使用回光反射的玻璃微珠材质制作的反光标志点[15],当作摄影测量中的控制点或加密点,进行相机的定位,反光标志点可以在极短的曝光时间内在图像中呈清晰明亮的像。(3) CPU和GPU协同工作的加速算法。在实时摄影测量中,把图像加工为三维网格,需要经过畸变纠正、特征提取、特征匹配、平差、点云去噪、融合、构网等算法,每一种算法通过拆解细分,把不同的步骤分别部署到CPU或GPU上,最大效率地利用计算资源。(4) 实时渲染技术。实时计算生成的三维网格会随着扫描的时间而逐步增大,可以增加到几百万乃至几千万三角形,而每一帧图像只影响局部范围,通过局部增、删、改三维数据,并利用OpenGL顶点缓冲区技术,实现实时三维网格渲染。2.2便捷性上一节介绍的工业级三维手持扫描测量技术需要在工业零件表面或者周围粘贴标志点,这在一些特殊环境下难以适用,因此本文进一步对上述技术进行改进。工业零件表面或者周围粘贴标志点的作用是对扫描装置进行定位定姿,如果不粘贴标志点,就需要其他的定位定姿方法。在本文中提出了两种新的定位定姿方法,一种是通过增加全局控制的光学跟踪装置 一种是将标志点贴在周围的墙上然后进行反向定位。2.2.1 光学跟踪全局定位为了避免在被测物体表面贴标志点,笔者设计了光学跟踪全局定位扫描测量系统。如图 4(a)所示,该系统在数据扫描装置之外增加光学跟踪装置,二者配合工作。在扫描测量过程中,光学跟踪装置时刻观测数据扫描装置,通过数据扫描装置上的标志点实时获取数据扫描装置的位置和姿态,从而实现三维扫描数据的实时拼接融合,如图 4(b)所示。由图 4中可以看到,光学跟踪装置由双目立体视觉系统组成,在数据扫描装置外围布设了标志点框架,这样在其移动测量的过程中,光学跟踪装置实时跟踪观测数据扫描装置周围的标志点,从而对数据扫描装置进行实时定位定姿,最终将数据扫描装置获取的数据整合到统一的坐标系下,实现数据的自动实时拼接和融合。该系统不需要在被测物体表面贴标志点,可以“即拿即测”,便捷性大大提高。图4 光学跟踪全局定位扫描测量系统2.2.2标志点反向定位标志点反向定位的原理如图 5所示。图 5(a)是传统的物体表面贴点扫描测量方式,该方式通过标志点的识别定位对扫描仪进行定位定姿 图 5(b)是标志点反向定位扫描测量方式,在这种方法下标志点不是贴在物体上,而是贴在周围固定不动的墙壁上或其他结构物上。同时在扫描仪上加装了第三台定位相机,只要定位相机能够观测到周围墙上或其他结构物上的标志点即可对扫描仪进行反向定位定姿,实现所有数据的坐标系统一和自动拼接。标志点反向定位与航空摄影测量中的后方交会是同样的原理[16-17]。图5 标志点反向定位2.3自动化和智能化现代工业的发展,对工业测量的自动化、智能化水平提出了更高的要求。本文在上述手持式三维扫描测量设备的基础上,集成机器人、控制系统等硬件以及路径自动规划等软件算法,实现了自动化、智能化的工业摄影测量系统,如图 6所示。图6 自动化、智能化工业摄影测量系统本文实现的自动化智能化工业摄影测量系统包括工业测量传感器(扫描头+跟踪器)、机器人、控制系统、路径自动规划软件、测量数据后处理软件、机械工装等部分。其工作流程如图 7所示,首先根据被测工件的CAD数据,路径自动规划软件对机器人行走路径进行规划设计[18],这项工作对于同一批工件只做一次 在具体测量过程中,机器人自动按照规划设计的路径行走,一边行走一边进行扫描测量 扫描结束,数据传给测量数据后处理软件进行处理,包括自动和CAD设计数据进行比对,自动出检测报告等,如果需要还会做出是否为合格品等判断并输出结果 对所有的工件进行扫描测量、后处理等整个自动化测量过程,直到结束。图7 自动化、智能化工业摄影测量系统工作流程2.4市场应用上述技术和设备为工业测量提供了新的方法和成熟的解决方案,通过典型终端客户验证了新技术可以替代传统的测量方式,提高了工业领域决策者的信心。自动化、智能化三维测量装备面向大部分工业制造行业,不仅可以用于在线测量,而且可以实现柔性检测,促进了传统工业测量检测工艺的进步。目前本文研制成果已在汽车白车身、新能源汽车电池盒、发动机、铁路扣件、无砟轨道板、隧道管片等的在线自动化检测方面得到成功应用,通过进一步推广,可极大地提升汽车制造、轨道交通、航空航天等高端智能制造领域的自动化测量与检测水平,每年可为各类型企业创造可观的经济价值。高精度智能在线自动三维测量系统,有助于制造企业转型升级为高标准、高质量、柔性化、数字化的“智慧工厂”建设。3 工业摄影测量的主要应用方向工业摄影测量技术应用于工业设计、加工、检测等各个阶段[19],应用场景非常广泛、处理对象也千差万别。本文结合技术发展方向和趋势对其最主要的几个应用方向进行归纳介绍,包括逆向工程、质量检测、辅助智能制造。3.1逆向工程逆向工程(reverse engineering,RE)也称为反求工程,是指在缺少设计图纸和文档的情况下对产品进行复制的一种技术[20]。逆向工程作为获取零件设计加工数据最快捷的方式,具有高效率、低费用的特点,能极大缩短工业产品的研发周期[21]。近年来,随着科技的进步,逆向工程技术发展迅速,已广泛应用于汽车、航空航天、医学、文物修复等领域。工业摄影测量技术的快速发展使其成为逆向工程中数据采集的重要手段,下面以燃气轮机为例,介绍工业摄影测量技术在逆向工程中的应用。燃气轮机是一种先进而复杂的成套动力机械装备,是典型的高新技术密集型产品,也被称为“制造业皇冠上的明珠”[22],如图 8(a)、图 8(b)所示。作为高科技的载体,燃气轮机代表了多理论学科和多工程领域发展的综合水平,是21世纪的先导技术。燃气轮机主要由压气机、燃烧室、涡轮三部分组成,内部包括叶片等零部件,整体结构复杂,共计47个零件。燃气轮机对逆向精度要求极高,本次要逆向的燃气轮机长约4.5 m,要求单个零件逆向精度在0.1 mm以内,整体逆向精度在0.3 mm以内。逆向后还需进行虚拟装配,保证整体零部件符合设备工作原理。图8 燃气轮机逆向工程采用上一节介绍的工业级三维手持扫描仪对燃气轮机进行逆向。首先,利用工业级三维手持扫描仪获取了燃气轮机模型的三维表面数据,如图 8(c)所示。三维手持扫描仪在采集模型三维数据的同时进行了数据优化、去燥和精简等处理,因此提供的数据质量比较高,可以直接用于模型重建。模型重建在UG软件中完成[23],利用UG的数字编辑模块和强大的曲面造型功能重建燃气轮机曲面。采用混合曲面造型方式,先对数据进行面轮廓线特征创建,在特征线的基础上,利用UG强大的Though Curve Mesh命令,将调整好的曲线编制成光顺曲面,得到了燃气轮机的重建曲面,并且由于Though Curve Mesh可以控制四周曲面边界的曲率,因而构成的曲面质量更光顺,贴合STL数据精度也更高。曲面重建结果如图 8(d)所示。在完成曲面重建后,对重建曲面的光顺性和精度进行了分析评估,如图 8(e)所示。最后,在重建的燃气轮机模型的光顺性和精度都满足要求的条件下进行了虚拟装配,最终验证了逆向成果的正确性和可靠性,如图 8(f)所示。在该逆向过程中,采用先进的工业摄影测量技术,很好地克服了燃气轮机零件繁多、模型复杂、相互遮挡严重等问题,使得三维测量的效率大大提高,比传统接触式测量的效率提升5倍以上。3.2质量检测产品的几何特征在质量检验中占有重要地位,90%的质量检验都与几何形状参数有关[24]。几何量检测是一项基础性强、应用面广的质量检测类别。在工业生产中,机械产品的质量与零件的加工精度和装配精度有关,而加工和装配的高精度需要通过高精度的工业测量技术得以保证。例如,一辆汽车有数千个零件,由数百家工厂生产,如果没有高精度的工业测量技术作保证,是难以装配成功的。工业摄影测量已经在汽车制造业、零部件质量控制和整机装配等环节的在线检测中得到广泛采用[25-26]。下面以新能源汽车电池盒检测为例进行详细介绍。近年来,新能源汽车受到越来越多消费者的青睐。作为动力电池的主要载体,电池盒是新能源汽车必备的安全结构件,对承载、固定和保护电池组起着关键作用。电池盒的尺寸一般从1.0 m至2.5 m不等,主体结构分为上盖和下壳体,由于装配的需求,其表面分布了几百个圆孔等特征。电池盒的质量检测要求测量所有圆孔圆槽的位置公差、小铸件平面的轮廓误差、部分平面的平面度等,测量精度要求在0.1 mm以内,另外测量检测效率要求能够跟上生产效率,一般是在5~7 min之内。目前测量电池盒外形尺寸及安装孔位主要依靠三坐标接触式测量,效率不理想,难以满足生产需求。由于产量巨大,因此通过自动化在线检测来替代人工操作是基本需求。针对以上要求,以文中介绍的技术成果为基础设计了一套专门针对电池盒的自动在线测量检测系统,如图 9所示。该系统包括扫描测量仪、跟踪器、机器人、滑轨、电控等部件,通过软件实现自动路径规划、自动数据采集、自动数据处理、自动出报告等功能。图9 电池盒自动化检测系统当电池盒进入待检区后,只需按下机柜启动键,机器人即携3D扫描仪按规划路径开始扫描测量,直至测完整个工件,然后自动与CAD设计数据比对并出具PDF格式的检测报告,如图 10所示。整个过程实现了无人化的测量与检测。图10 检测结果报告除了新能源汽车电池盒,相关技术还应用到汽车白车身、高铁轨道板等部件的检测(图 11)、铁路弹条扣件在生产线上的自动化尺寸检测(图 12)等,取得了良好的经济效益和社会效益。图11 汽车白车身与高铁轨道板检测图12 铁路弹条扣件在线自动化检测3.3辅助智能制造在智能制造中,有很多场景需要借助工业摄影测量技术,才能实现自动、智能、柔性制造。比如,对于一些铸件毛坯的自动打磨,需要测量铸件毛坯的表面模型,才能进行打磨机器人路径规划,实现自动打磨 对于焊接,需要提前测量焊缝实际空间位置,才能规划焊接路径 对喷漆和涂胶等应用,也需要对物体首先进行表面测量,才能规划机器人路径实现自动柔性工作等[27]。可以说,工业摄影测量技术在智能制造的过程中能够发挥重要作用。另外,打磨、抛光、喷涂、焊接等工作都是高危险高污染的行业,迫切需要专门设备自动化完成。下面以鞋模打磨为例详细介绍工业摄影测量技术辅助智能制造。在制鞋过程的早期,需要对鞋模进行打磨,适当提升表面粗糙度便于后期涂胶粘贴更加牢固。如图 13所示,是一个工业摄影测量技术辅助鞋模打磨的设备,该设备能够实现机器人自动三维扫描、机器人自动打磨。具体工作流程是,在初期工位首先利用工业摄影测量技术对鞋模进行表面扫描测量,然后根据获取的三维表面模型对打磨机器人的行走路径进行规划,当对应鞋模到达打磨工位,打磨机器人即可按照规划好的路径进行打磨处理,实现鞋模的自动打磨。图13 辅助鞋模自动打磨在智能制造领域,笔者研发的工业摄影测量技术已经应用于自动焊接、自动喷漆等领域,使得制造过程更加自动化、智能化,实现了全无人化操作。可以预见,随着智能制造向纵深发展,工业摄影测量技术在此过程中将会发挥更大的作用。4结束语传统工业领域普遍使用的测量设备是三坐标测量机、关节臂测量机、激光跟踪仪等,它们主要采用的是接触式测量方法,尽管近年来也研发了小范围的单激光线扫描测头(非接触式),但依然难以摆脱测量效率低、极度依赖人工操作的特点。标志点摄影测量系统和结构光测量系统是前些年迅速崛起的测量方式,前者解决了大范围的高精度测量问题,后者解决了小范围的高精度测量问题,但仍然存在效率低、灵活性差等不足。代表当前最新技术发展的手持扫描测量系统、跟踪式扫描测量系统、反向定位扫描测量系统以及机器人自动化扫描测量系统,除了具有高精度测量的特点外,还极大地提高了测量效率,主要表现在实时性、便捷性、自动化和智能化等方面。工业摄影测量应用场景非常广泛,本文展示的几个应用案例只是其中的典型代表。但是,可以从中看到,工业摄影测量技术具有自身鲜明的优点,与工业测量领域相关的电子信息、传感器、机器人等技术相结合,取得了长足的发展,在工业测量领域发挥着越来越重要的作用。可以预计,随着智能制造2025等国家重大战略需求和智能化、自动化技术发展的推动,工业摄影测量将以更快的速度发展,并将在工业产业发展和智能制造领域发挥更大的作用。参考文献[1]冯文灏. 工业测量[M]. 武汉: 武汉大学出版社, 2004.FENG Wenhao. Industrial measurement[M]. Wuhan: Wuhan University Press, 2004.[2]李明, 于冀平. 几何量工业测量的现状与发展[J]. 仪器仪表学报, 2017, 38(12): 2959-2971.LI Ming, YU Jiping. Status and development of geometric measurement in industry[J]. Chinese Journal of Scientific Instrument, 2017, 38(12): 2959-2971.[3]何学军. 几何量数字化测量方法与装备的现状及发展趋势[J]. 计测技术, 2021, 41(2): 35-40.HE Xuejun. Present situation and development trend of geometric digital measurement method and measuring equipment[J]. Metrology & Measurement Technology, 2021, 41(2): 35-40.[4]BÖSEMANN W. Industrial photogrammetry: challenges and opportunities[C]//Proceedings of 2011 SPIE Volume 8085, Videometrics, Range Imaging, and Applications XI. Munich, Germany: SPIE, 2011.[5]BÖSEMANN W. Industrial photogrammetry-accepted metrology tool or exotic niche[J]. The International Archives of the Photogrammetry, Remote Sensing and Spatial Information Sciences, 2016.[6]黄桂平. 数字近景工业摄影测量理论、方法与应用[M]. 北京: 科学出版社, 2016.HUANG Guiping. Theory, method and application of digital close range industrial photogrammetry[M]. Beijing: Science Press, 2016.[7]BURGE J H, SU Peng, ZHAO Chunyu, et al. Use of a commercial laser tracker for optical alignment[C]//Proceedings of 2007 SPIE Volume 6676, Optical System Alignment and Tolerancing. San Diego, California: SPIE, 2007.[8]黄祚继, 钱海明, 张蕊, 等. 近景摄影测量影像匹配方法研究与应用[M]. 南京: 河海大学出版社, 2017.HUANG Zuoji, QIAN Haiming, ZHANG Rui, et al. Research and application of close range photogrammetry image matching method[M]. Nanjing: Hehai University Press, 2017.[9]张祖勋. 数字摄影测量与计算机视觉[J]. 武汉大学学报(信息科学版), 2004, 29(12): 1035-1039, 1105.ZHANG Zuxun. Digital photogrammetry and computer vision[J]. Geomatics and Information Science of Wuhan University, 2004, 29(12): 1035-1039, 1105.[10]王文颖. 工程与近景摄影测量[M]. 北京: 地质出版社, 1994.WANG Wenying. Engineering and close range photogram-metry[M]. Beijing: Geological Publishing House, 1994.[11]丁宭辋, 刘友光, 张松波. 工程与工业摄影测量[M]. 武汉: 中国地质大学出版社, 1995.DING Qunwang, LIU Youguang, ZHANG Songbo. Engineering and industrial photogrammetry[M]. Wuhan: China University of Geosciences Press, 1995.[12]郑顺义, 何源, 徐刚, 等. 三维点云数据实时管理的Hash map方法[J]. 测绘学报, 2018, 47(6): 825-832.ZHENG Shunyi, HE Yuan, XU Gang, et al. Hash map method of 3D point cloud data for real-time organizing[J]. Acta Geodaetica et Cartographica Sinica, 2018, 47(6): 825-832. DOI:10.11947/j.AGCS.2018.20170619[13]HE Yuan, ZHENG Shunyi, ZHU Fengbo, et al. Real-time 3D reconstruction of thin surface based on laser line scanner[J]. Sensors, 2020, 20(2): 534. DOI:10.3390/s20020534[14]MEYNANTS G. Global shutter imagers for industrial applications[C]//Proceedings of 2014 SPIE. Volume 9141, Optical Sensing and Detection Ⅲ. Brussels, Belgium: SPIE, 2014.[15]HUBBS W O. Refurbishable retro-reflective photogrammetric target: United States, 7698826[P]. 2008-01-28.[16]LEPETIT V, MORENO-NOGUER F, FUA P. EPnP: An accurate O(n) solution to the PnP problem[J]. International Journal of Computer Vision, 2009, 81: 155. DOI:10.1007/s11263-008-0152-6[17]SANTOS P, STORK A, BUAES A, et al. PTrack: Introducing a novel iterative geometric pose estimation for a marker-based single camera tracking system[C]//Proceedings of 2006 IEEE Virtual Reality Conference (VR 2006). Alexandria, VA, USA: IEEE, 2006: 143-150.[18]WU Qian, LU Jinyan, ZOU Wei, et al. Path planning for surface inspection on a robot-based scanning system[C]//Proceedings of 2015 IEEE International Conference on Mechatronics and Automation (ICMA). Beijing, China: IEEE, 2015: 2284-2289.[19]冯其强, 李广云, 李宗春. 数字工业摄影测量技术及应用[M]. 北京: 测绘出版社, 2013.FENG Qiqiang, LI Guangyun, LI Zongchun. Digital industrial photogrammetry technology and application[M]. Beijing: Surveying and Mapping Press, 2013.[20]顾文文. 基于逆向工程的船舶曲面数字化设计方法研究[D]. 大连: 大连理工大学, 2019.GU Wenwen. Research on digital design method of ship surface based on reverse engineering[D]. Dalian: Dalian University of Technology, 2019.[21]戚明轩, 刘震磊, 兆尔波, 等. 某型航空发动机叶片逆向工程方法研究[J]. 航空精密制造技术, 2021, 57(1): 13-16.QI Mingxuan, LIU Zhenlei, ZHAO Erbo, et al. Research on reverse engineering method of aeroengine blade[J]. Aviation Precision Manufacturing Technology, 2021, 57(1): 13-16.[22]丁骏. 重型燃气轮机高负荷压气机气动设计方法及流动控制机理[D]. 哈尔滨: 哈尔滨工业大学, 2018.DING Jun. On the aerodynamic design method and flow control mechanism of highly loaded compressors in a heavy duty gas turbine[D]. Harbin: Harbin Institute of Technology, 2018.[23]彭燕军, 王霜, 彭小欧. UG、Imageware在逆向工程三维模型重构中的应用研究[J]. 机械设计与制造, 2011(5): 85-87.PENG Yanjun, WANG Shuang, PENG Xiaoou. Applied research of UG and Imageware in 3-D model reconstruction of reverse engineering[J]. Machinery Design & Manufacture, 2011(5): 85-87.[24]徐进军. 工业测量技术与数据处理[M]. 武汉: 武汉大学出版社, 2014.XU Jinjun. Industrial measurement technology and data processing[M]. Wuhan: Wuhan University Press, 2014.[25]JORDAN M. Scanner enables fast, flexible inspection[J]. Modern Machine Shop, 2009, 81(12): 100-103.[26]CHEN Jiaying, HUANG Xiaoming, ZHENG Binshuang, et al. Real-time identification system of asphalt pavement texture based on the close-range photogrammetry[J]. Construction and Building Materials, 2019, 226: 910-919. DOI:10.1016/j.conbuildmat.2019.07.321[27]QIN Chen, GAN Yahui, DAI Xianzhong. Sensor calibration and trajectory planning in 3D vision-guided robots[C]//Proceedings of 2019 Chinese Control and Decision Conference (CCDC). Nanchang, China: IEEE, 2019: 5621-5626.
 留言咨询
留言咨询

 400-875-7187
400-875-7187














 我要推广仪器
我要推广仪器
 下载APP
下载APP


