搜索
我要推广仪器
下载APP
首页
选仪器
耗材配件
找厂商
行业应用
新品首发
资讯
社区
资料
网络讲堂
仪课通
仪器直聘
市场调研
当前位置:
仪器信息网
>
行业主题
>
>
转接头
仪器信息网转接头专题为您提供2024年最新转接头价格报价、厂家品牌的相关信息, 包括转接头参数、型号等,不管是国产,还是进口品牌的转接头您都可以在这里找到。 除此之外,仪器信息网还免费为您整合转接头相关的耗材配件、试剂标物,还有转接头相关的最新资讯、资料,以及转接头相关的解决方案。
转接头相关的方案
复杂中间体分离纯化
在固体上样的方案中,通常的做法是在分离柱前通过转接头再接入一支上样空柱,空柱用来加入完成拌样处理的样品,这种方法的缺点是空柱以及转接头自身的死体积易导致样品的扩散,从而降低分离效率。针对上述问题,三泰科技推出了iLOK-SL系列上样分离一体柱,在分离柱前端预留15%的空间用于固体上样,从而将样品与分离填料之间的死体积降至最低,确保获得最佳的分离效果。下面以某合成中间体的纯化为例进行详细介绍。
霉菌斜面转接培养操作步骤
本文主要介绍的是如何把根霉,毛霉,黑曲霉,青霉进行斜面转接培养操作,实验流程和用到的器材,以及后面如何对照结果,如果让霉菌产生孢子都做了相应介绍
6 %(鲁尔)圆锥接头第⒉部分:锁定接头
将被试接头与标准接头连接,标准接头尺寸应分别符合图5或图7规定。连接的接头应干燥.在装配时施加不超过27.5 N的轴向力,同时施加不超过0.12 Nm的扭矩。5-2.2向组件内注入水并排出空气。应确保组件的外部干燥。
注射器、注射针及其他医疗器械 6%(鲁尔)圆锥接头 第⒉部分:锁定接头测试
将外接头与一尺寸符合图5规定的标准内接头相连。接头应干燥。在将外圆锥接头装配到标准内圆锥接头上时,应施加不超过27.5N的轴向力,同时施加不超过0.12 N m 的扭矩。
GB/T 1962.2鲁尔接头组件受压时的漏液试验
.将被试接头与标准接头连接,标准接头尺寸应分别符合图5或图7规定。连接的接头应干燥。在装配时施加不超过27.5 N的轴向力,同时施加不超过0.12 Nm的扭矩。
氦质谱检漏仪气体管路接头检漏
上海伯东客户某企业专为全球领先的工业气体公司生产管路接头,管路接头用于压缩气体装置,管路内输送 N2,He 等空气分离气体,这些接头就像桥梁一样连接着各个管路,如果管路接头存在漏点,就会导致整个管路系统的泄露。泄露不仅造成物料的浪费,增加企业成本,还会引发工业事故,因此管路接头必须保证“不漏”,在出厂前需要进行泄漏测试。
注射器鲁尔接头旋开力分离力的测试方法
装好产品和标准接头,内圆锥锁定接头和外圆锥锁定接头产品组合使用2.点击“测试”,待通过施加 26.5~27.5N的轴向力“保持时间”5秒。
预灌封注射器鲁尔接头应力开裂试验法
对非锁定鲁尔圆锥接头:通过施加 26.5~27.5N的轴向力持续5~6秒,同时施加 0.08~0.10Nm的扭矩旋转供试圆锥接头使之组装,或旋转角度不超过 90°。
注射器、注射针 6%(鲁尔)圆锥接头综合性能测试
将被测圆锥接头与一钢制的外、内圆锥接头相连接,接头尺寸应符合图4或图5的规定,连接双方都应干燥。在装配时施加27.5 N的轴向力,保持5 s,同时以不超过0.1 Nm的扭矩进行扭转,旋转不超过90°。
注射器、注射针 6%(鲁尔)圆锥接头漏液测试方案
1.将被测圆锥接头与一钢制的外圆锥接头或内标准接头连接,连接双方都应干燥、在装配时施加27.5N的轴向力,保持5 s,同时以不超过odNm的扭矩进行扭转,旋转角度不超过90R
注射器、注射针 6%(鲁尔)圆锥接头应力开裂的测试
1.将被测圆锥接头与一钢制的外、内圆锥接头相连接,连接双方都应干燥。在装配时施加27.5 N的轴向力,保持5 s,同时以不超过0.1 Nm的扭矩进行扭转,旋转不超过90°。
注射器、注射针 6%(鲁尔)圆锥接头漏气测试方案
1.将被测外圆锥接头与一尺寸符合图4规定的标准内圆锥接头相连,连接双方应干燥。在装配过程中,施加27.5 N的轴向力,保持5 s,同时以不超过0.1 Nm的扭矩进行扭转,旋转不超过90°。
GB1962.2注射器圆锥(鲁尔)接头综合性能测试方法
鲁尔镇定接头是为在300 kPa或更低压力下使用面设计的。
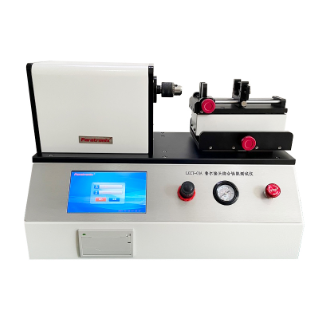
鲁尔接头综合性能测试仪的检测项目介绍
检测标准:GB/T 1031-1995 表面粗糙度参数及其数值GB/T 1962.1-2001 注射器、注射针及其他医疗器械6%(鲁尔)圆锥接头 第1部分:通用要求 (idt ISO 594-1:1986)GB 15810-2001 一次性使用无菌注射器(eqv ISO 7886-1:1993)ISO80369-1
YY 0485—2020心脏停跳液灌注器鲁尔接头性能的测试
5.1.3在试验前,对吸湿性材料制成的产品应在20℃±5℃和50%士10%相对湿度环境下﹐至少放置24 h。对于非吸湿性材料制成的产品无规定要求。5.1.4施加5N的总轴向力,不加扭矩,将量规装配到圆锥接头上,然后撤除轴向力。
AZ31B镁合金TIG焊接接头显微组织分析
探讨了 2mm 厚的 AZ31B 镁合金钨极交流氢弧焊焊接的工艺特点,利用金相显微镜对焊接接头显微组织进行了分析。结果表明:随着焊接电流的增大,焊件的收缩率和焊缝的熔宽表现出先增大后减小的趋势。当焊接电流为 50A 时,外观成型良好,焊缝质量高,内部几乎无气孔和裂纹等缺陷。焊缝区组织呈细小的等轴晶,晶界上均匀分布着颗粒状的析出相,热影响区组织较粗大。
AZ31B镁合金TIG焊接接头显微组织分析
探讨了 2mm 厚的 AZ31B 镁合金钨极交流氢弧焊焊接的工艺特点,利用金相显微镜对焊接接头显微组织进行了分析。结果表明:随着焊接电流的增大,焊件的收缩率和焊缝的熔宽表现出先增大后减小的趋势。当焊接电流为 50A 时,外观成型良好,焊缝质量高,内部几乎无气孔和裂纹等缺陷。焊缝区组织呈细小的等轴晶,晶界上均匀分布着颗粒状的析出相,热影响区组织较粗大。
洛氏硬度计|气缸、管道、万向接头等难以直接测试的“内部硬度测试”
凸鼻子洛氏硬度计利用特殊的结构特征,提供了“内部”测量的能力。HAWK系列可以测试最小为28mm内部直径的材料。气缸、管道、螺母,U型材料,螺栓,垫片,万向接头,齿轮箱等任何难以直接测试的点都可以进行测量。长的凸鼻子能够测试到孔内165mm的测试点,或进行常规的洛氏测试。250RS型号和400RS-IMP型号的喉深200mm。常规测试头无法测量的工件,利用凸鼻子都可以进行完美的测量。
质粒提不出和得率较低的原因分析
有些质粒本身不能在某些菌种中稳定存在,经多次转接后有可能造成质粒丢失。例如,柯斯质粒在大肠杆菌中长期保存不稳定,因此,不要频繁转接,每次接种时应接种单菌落,另外,检查筛选用抗生素使用浓度是否正确。
台式核磁快速筛查街头毒品
毒品蔓延已成为一个全球性问题,不仅对人们身心健康造成直接危害,而且对社会经济发展也带来严重影响。除了传统毒品外,近些年出现了大量新精神活性物质(New Psychoactive Substance,NPS),并且呈现出向年轻群体流行的趋势。新精神活性物质又被称为“策划药”或“实验室毒品”,是不法分子为了逃避打击,对管制毒品的化学结构进行人为设计和修饰,得到与管制品效果类似甚至作用更强的新型毒品。由于这些物质有了“新结构”,导致一些传统检测方法失效,给全社会毒品防控工作带来了极大的挑战。核磁共振技术能够提供化学分子骨架连接信息,是化合物结构鉴定最直接的工具,可以作为检测识别新精神活性物质的一种有效手段。但是,因为高场超导核磁共振谱仪对专业技术以及场地空间等有特殊要求,而且仪器使用和维护成本较高,所以限制了核磁共振技术在街头毒品快速筛查方面的应用。
标乐先进的制样技术-汽车车身点焊样品制备
本文主要介绍铝合金电阻点焊接头的样品制备,观察铝合金点焊接头宏观结构、微观组织及显微硬度分布。客户可以通过对接头组织性能特点的管控,保证高可靠性的焊接接头。
YY/T1025-2014流产吸引管牢固性测试
固定吸引管的管身,分别在吸引管轴向和接头处径向加载50 N的载荷,持续20 s,观察接头部位,吸引管
PSD-250油液取样器的使用方法
操作方法:1、先将取样器顶端的圆螺母拧松一圈,再将软管穿过螺母后拧紧固定取样器接头及软管。软管应伸出取样器接头下端20cm,以免取样器接头和取样器内部进油污染。2、250ml油液清洁瓶拧到取样器接头上即可进行抽油作业。一般情况下,软管伸入深度约50mm.这样,可以避免吸进沉积物。3、将取样器手柄推到底,同时把取样器手柄往回拉,油瓶内就会形成真空,使油顺着软管流入油瓶。250ml清洁瓶反复抽拉15次左右可抽满250ml取样瓶。4、把油抽至油瓶上200ml标记处即可,不要使油瓶抽满油。5、从取样器接头上拧下油液清洁样品瓶,装上内盖,注意避免混入尘土,外界杂质,然后拧紧瓶盖。6、拧松圆螺母,把软管从螺母中抽出。无污染软管不能反复使用。7、收好取样器,取样结束。
YY/T 0916(鲁尔)圆锥接头应力开裂试验方法
对非锁定(潜动)连接件,通过施加26.5N~27.5 N的轴向力持续5s~6s.同时施加0.08 Nm~0.1ONMm的祖矩旋转供试连接件使之组装.或旋转角度不超过90°。
材料输运性质随磁场角度的变化研究
北京大学量子材料科学中心林熙课题组成功研制出基于attocube低温mK位移台研制的低温强磁场下的样品旋转台,用于测量材料的输运性质随磁场角度的变化研究。该系统是基于Leiden CF-CS81-600稀释制冷机系统的一个插杆,插杆的直径为81mm,attocube的mK位移台通过一个自制的转接片连接到插杆上,位于磁场中心的样品台的尺寸为5mm*5mm,系统磁场强度为10T。系统的制冷功率为340μ W@120mK,得益于attocube低温位移台低的发热功率及工作时非常小的漏电流,使得旋转台能够很好的在<200mK的温度下工作(工作参数:60V,4Hz, 300nF)。
焊接接头弯曲试样开裂原因分析
采用金相检验、扫描电镜及能谱分析对某焊接件弯曲开裂试样进行开裂原因分析。结果表明,在焊接交接部位的金属夹杂、非金属夹杂物和气孔的存在,致使弯曲试样在结晶收缩应力和焊接残余应力以及外部拉应力的作用下发生开裂。
多腔导管泄漏和流量检测
问题/目标:制造各类导管装置的医疗器械公司都需要进行高分辨率、精确重复和可靠的泄漏/流量检测。多腔导管每个腔管检测后都要列出报告结果。检测仪器必须能够灵活设定不同腔管的合格/不合格标准,而且还要适合鲁尔公母接头和直管接头。
一次性使用无菌导管抽吸过程中空气进入座装配处的试验方法
配置一个前端测试座和后端测试座。前端测试座上安装试样接头,接头采用活动结构,可触发启动开关。后端测试座连接有流量计。测试时,试样一端接在后端测试座上,与流量计接通 另一端安装在测试座上,安装后触发启动开关,设备自动充气
16MnR钢埋弧焊接头的焊缝裂纹分析
针对焊接生产中16MnR钢埋弧焊焊缝出现的裂纹缺陷进行分析表明,有裂纹的焊缝区域颜色为红褐色,裂纹扩展方向与焊缝金属的结晶方向一致,这种焊缝裂纹是由于焊接过程中焊缝局部进入大量Cu造成的。由于Cu的熔点较低,焊缝金属凝固时Fe领先结晶,低熔点Cu最后凝固,被富集到晶界处,在焊接应力的作用下,仍处于液态的晶界金属被拉开,形成沿晶界分布的热裂纹,断口呈沿晶脆断特征,其实质是铜渗透裂纹。埋弧焊过程中铜质导电嘴与坡口表面局部接触起弧熔化,Cu进入焊缝中是引起焊缝热裂纹的根本原因。
2520不锈钢开裂原因分析
2520不锈钢制成的热风炉出风管膨胀接头严重氧化、穿孔。观察发现膨胀接头于减薄处开裂,且部分区域存在塌陷现象。利用SEM观察了开裂处断口形貌,断口存在穿晶和沿晶裂纹。通过金相检验手段从两个方面分析了失效部位,结果表明操作温度和晶间析出物提升了伴随晶界粗化的晶粒粗化和楔形空穴的形成趋势。长时间过热引发的蠕变开裂以及高温腐蚀、氧化造成管壁的减薄,最终导致了热风管的过载失效。

















 我要推广仪器
我要推广仪器
 下载APP
下载APP