钢厂烧结烟气的成分复杂,除含有二氧化硫、粉尘外,还有重金属、二恶英、氮氧化物等成分;烧结烟气中二氧化硫浓度也变化很大,在400~5000mg/Nm3之间波动,烟气量波动也很大。燃煤电厂烟气中二氧化硫浓度稳定不稳定呢?有没有做过此项目监测的同行来传授下实战经验!
各位是否有遇到过用国产烟气分析仪对含高浓度一氧化氮烟气监测时,一氧化碳对二氧化硫监测结果有很大的影响。例如钢铁烧结烟气。各位如何解决这个问题?
本人在自制盐桥,需要用到多孔烧结陶瓷,请问哪位大虾知道从哪购买?多谢!
最近我看热概念的烧结炉,用的是欧陆的控制器,不知道有没有用过该种烧结炉和该种控制器的,用着怎么样呢?
我们的烧结矿用四硼酸钠和无水碳酸钠马弗炉溶样,然后在1+4盐酸中溶解,用酸性铬蓝K和萘酚绿B为指示剂,滴定终点颜色突变为什么不明显?加三乙醇胺1+1和氨性缓冲溶液PH=10,但同样的方法溶解白云石和铁矿石滴定终点就比较明显而且终点为蓝色,而烧结矿即为黑中带绿色,请教各位这是为什么?另用铬黑T作为指示剂没有终点的显色,但我的同事说原来他们用硝酸溶样时铬黑T为指示剂终点为蓝色变色明显,还请各位给指点一下,不知各位都是用的什么指示剂,怎样溶样的?
[b]真空烧结炉[/b]的各个结构是相互配合运行的, 任何一个结构出现故障或者使用方式不合理, 都会影响到烧结炉的运行。 我们将针对真空烧结炉的不同结构展开探讨, 优化各结构的内部系统, 以达到能够为设备运行使用减少能源损耗, 达到更理想的燃烧效果。 一、 加热室加热室的作用顾名思义就是在使用阶段能够向炉内提供热量, 只有在热量达到一定的标准设备才能正常运行, 从而使各个结构在系统内发生配合, 从而达到真空烧结的目的。加热器的温度提升变动性比较大, 为了能够在短时间内实现更高效的使用, 通常是由三层温度变化组成的, 可以根据产品的不同类型和要求对系统内部进行调节, 使温度能够与需求的标准保持一致。二、 隔热屏该结构是以圆板和圆筒形状出现的, 能够将热量与外部环境相隔离, 这样既能保障使用阶段的安全性, 同时也能避免能源损耗。 该结构在系统中处于封闭的状态, 并且由多层结构组成, 投入使用后的隔热效果也更理想。 圆板和圆筒一起组成隔热屏, 形成封闭并且呈现真空状态, 当温度由在隔热屏中向周边散发时, 真空部分也能起到保护作用, 达到更理想的使用效果。三、 低温冷阱阱广泛用于超高真空( 或高真空)系统,作用类似于挡板,一般真空烧结炉为提升燃烧的效率, 并节省时间, 会采用低温冷阱的形式来降炉内的空气抽离, 这样能够确保在真空的环境下运行使用, 才能避免出现使用不稳定现象, 并达到设备的安全控制标准。四、 真空测量真空测量是针对炉内运行使用状态来进行的。 测量是定期进行的, 达到间隔时间后, 测量模块能够自动导通。 由于烧结炉的规模比较大, 使用期间检测得到的参数中存在很大的变化因素, 因此误差是不可以避免的。 虽然目前的技术理念已经十分成熟, 但在使用时仍然需要对现场设备采取全面监控的方法, 以确保燃烧效率能够达到预期标准。
固相烧结与液相烧结分别是什么含义

注射成形(Injection Molding)是将微细粉末与有机粘结剂均匀混合为具有流变性的喂料,采用注射机注入模腔, 形成坯件,再脱除粘结剂和烧结,使其高度致密成为制品,整个工艺流程如图1-1所示。该工艺技术适合大批量生产小型、精密、形状复杂以及具有特殊性能要求的金属和陶瓷零部件,具有广阔的应用前景和经济价值。http://ng1.17img.cn/bbsfiles/images/2016/11/201611212210_01_3384_3.png 图1-1 粉末注射成型工艺流程示意图 粉末注射成型工艺中采用了大量粉末这就意味着最终成型部件内会含有细小的孔穴,图1-2所示为粉末注射成型件的典型内部结构。粉末颗粒的尺寸会明显影响部件的内部结构性能,如空隙率和晶粒尺寸大小。减小粉末颗粒尺寸可以改善烧结性能,但随之会使得比表面积增大并最终导致氧浓度趋势的增大。http://ng1.17img.cn/bbsfiles/images/2016/11/201611212210_02_3384_3.png 图1-2 粉末注射成型件典型微观结构图 在粉末注射成型后要进行排胶和烧结工艺处理,在这些处理工艺中散布在粉体颗粒空隙之间的胶粘剂会引起成型件外型的改变,图1-3所示为粉末注射成型件试样在排胶和烧结前后的外型变化。另外,由于致密性要求烧结要在高温下进行,烧结温度接近熔点,这时就需要考虑重力所带来的蠕变,越是大尺寸的成型部件越是会产生较大的变形,结果就是最终部件所需的尺寸精度就很难保证。在实际生产中,这种高温下蠕变变形所带来的结果就是粉末注射成型工艺仅能用于重量100g以内轻质小尺寸部件的生产。因此,对于较重的大尺寸部件生产中采用粉末注射成型工艺就需要设法抑制这种变形,这是目前粉末注射成型工艺所面临的巨大挑战。http://ng1.17img.cn/bbsfiles/images/2016/11/201611212211_01_3384_3.png 图1-3 排胶和烧结前后的形变 对于轻质小尺寸部件的生产,为得到高精度和高质量的产品,也需要精确掌握这种变形行为的规律,并根据产品最终的特性,来确定烧结工艺参数以及烧结前坯件的几何尺寸。排胶和烧结过程中产品部件收缩规律的获得主要涉及以下两方面内容: (1)烧结过程中产品部件的收缩并不能仅仅靠取样形式测试的热膨胀系数来准确获得,这主要是由于取样测试热膨胀过程中样品内部传热与产品部件完全不同,通过测试得到的热膨胀系数要预计部件变形量会存在较大误差。最好的方式是在模拟烧结工艺过程中实时测试产品部件的整体变形量,采用准确、可靠、高效的测试以及数值模拟方法,来代替目前热膨胀系数变形计算和基于经验的反复试验法,从而缩短产品的开发周期和费用。 (2)烧结过程中一些产品部件的无支撑部位到一定温度后会由于材料软化受到重力影响而发生下弯变形,如图1-4所示。针对框状类的产品部件,在烧结后往往会出现部件的侧边会有一定程度内凹或外凸。由此可见重力的影响会使产品部件的收缩产生各向异性并影响到产品部件的最终形状,文献1-10对各种烧结中的重力影响进行了详细描述。总之,所有这些变形是在烧结升温过程中发生的还是在冷却过程中发生,以及发生变形的具体温度和变形量大小是烧结工艺需要了解的重要参数,但这些变形参数则是通过热膨胀系数测试无法获得,只有通过部件的整体测量才能准确了解。http://ng1.17img.cn/bbsfiles/images/2016/11/201611212211_02_3384_3.png 图1-4 烧结过程中重力效应带来的变形 综上所述,针对注射成型烧结过程中产品部件的收缩变形,需要解决以下问题: (1)直接观测产品部件在烧结过程中的整体尺寸变化规律以及重力影响部件局部下弯变形规律; (2)采用非接触测量方式,避免接触式测量顶杆加载力对排胶和烧结变形的影响; (3)采用大面积测量方式,直接测试成型件变形,避免制样的代表性不足; (4)实现成型件或试样的二维变形同时测量,并具有多点位置变化同时测量功能; (5)在不同升温制度(如不同升降温速度和不同恒定温度)下观测部件尺寸变化规律; (6)观测不同气氛(真空、氩气、氮气、氢气等)和不同气压条件对部件尺寸变化规律的影响,以及不同温度区间切换气氛条件和气压恒定对部件尺寸变化规律的影响。 (7)同时具备高精度高温热膨胀系数测试功能。参考文献1 Olevsky, E.A. and R.M. German, Effect of gravity on dimensional change during sintering--I. Shrinkage anisotropy. Acta Materialia, 2000. 48(5): p. 1153-1166.2 Olevsky, E.A., R.M. German, and A. Upadhyaya, Effect of gravity on dimensional change during sintering--II. Shape distortion. Acta Materialia, 2000. 48(5): p.1167-1180.3 SONG Jiupeng, BARRIERE Thierry, LIU Baosheng and GELIN Jean-Claude, Experiments and Numerical Simulations on Sintering Process of Metal Injection Molded Components. Chinese Journal of Mechanical Engineering, 2008, 44(8).4 赵小娟, 党新安. 金属粉末注射成形技术及模具的研究现状. 模具技术, 2008(5):11-14.5 LIUXiang-quan, LIYi-min, YUEJian-ling, LUO Feng-hua, Deformation behavior and strength evolution of MIM compacts during thermal debinding. 中国有色金属学报(英文版), 2008, 18(2):278-284.6 Luo T G, Qu X H, Qin M L, et al. Dimension precision of metal injection molded pure tungsten. International Journal of Refractory Metals & Hard Materials, 2009, 27(27):615-620.7 Song J, Barriere T, Liu B, et al. Experimental and numerical analysis on sintering behaviours of injection moulded components in 316L stainless steel powder. Powder Metallurgy, 2010, 53(4):295-304.8 Martens T. Micro feature enhanced sinter bonding of metal injection molded (MIM) parts to a solid substrate. Dissertations & Theses - Gradworks, 2011.9 Frandsen H L, Olevsky E, Molla T T, et al. Modeling sintering of multilayers under influence of gravity. Journal of the American Ceramic Society, 2013, 96(1): 80-89.10 HASHIKAWA R, OSADA T, TSUMORI F, et al. Control the Distortion of the Large and Complex Shaped Parts by the Metal Injection Molding Proce
烟气分析仪提高工业窑炉燃烧效率的意义及应用【原创】 作者:李玉峰 上海**科学仪器有限公司 2011年5月16日 中国从二00六年起开始实施GDP能耗指标公报制度。来自国家发改委的消息说,万元GDP能耗、万元GDP能耗降低率等重要能耗指标将定期向社会公布。“十一五\"规划建议首次明确提出了单位GDP能耗下降指标,要求到二0一0年单位国内生产总值(GDP)能源消耗比“十五\"期末降低二成左右。这意味着,今后年均能耗将下降百分之四左右将成为一种趋势。根据未来我国经济社会发展的趋势和条件,提出了“十一五\"时期的主要发展目标。其中包括两个重要的数量目标:一是人均国内生产总值2010年比2000年翻一番;二是单位国内生产总值能源消耗比“十五\"期末降低20%左右。后一指标的具体含义是,按可比价计算的每万元国内生产总值的能源消耗量,以吨标准煤作为单位。在仅有的两个数量指标中,就包括能源消耗指标,充分说明这一目标在“十一五\"发展中的重要性。第二,降低能源消耗的任务很艰巨,潜力也很大。改革开放以来我国能源利用效率有所提高,但还不够明显。2003年、2004年我国能源消费增长速度均高于15%,而经济增长速度均为9.5%,单位国内生产总值能耗呈现上升趋势。2005-2008年的能耗增长速度也大大高于经济增长速度。例如,我国单位产出能源消耗大大高于发达国家和世界平均水平。据计算,2003年,我国单位国内生产总值的能源消耗比世界平均水平高2.2倍,比美国高2.3倍,比欧盟高4.5倍,比日本高8倍,比印度还高0.3倍。目前我国的一次能源消费相当于美国的60%,但经济总量仅相当于美国的比例不到15%。理论上讲,如果我国的能源利用效率达到世界平均水平,那么在现有基础上不用再增加能源消耗,也可以实现经济总量翻番。按照五年能耗降低20%计算,平均每年降低约4%,在现有偏高的能源消耗基础上,经过努力,这一能耗降低目标是有可能达到的。目前工业领域考虑节能、环保主要是提高工业窑炉热效率,且主要的途径如下是加强炉窑热工管理、热工控制,提高操作水平。上海普致科学仪器有限公司是专业从事气体采样调节、烟道气及过程气体分析、汽车尾气分析、汽车检测与诊断、火焰探测、光学仪器、热成像、气体传感器等领域国外知名品牌仪器仪表的研究与销售,普致科技凭借其专业的技术优势在业内遥遥领先,尤其在专业的气体分析领域拥有丰富的经验。不仅为各行各业提供完整的测量方案,而且为各级标准实验室提供最专业的测量及校准服务,多年以来累积了丰富的测量经验与解决方案,在测量技术的专业领域中拥有着极高的声誉与口碑。ecom®烟气分析仪在节能及环保方面的应用:当鼓风量过大时(即空燃比α偏大),虽然能使燃料充分燃烧,但烟气中过剩空气量偏大,表现为烟气中O2含量高,过剩空气带走的热损失Q1值增大,导致热效率η偏低。与此同时,过量的氧气会与燃料中的S、烟气中的N2反应生成SO2、NOX等有害物质。而对于轧钢加热炉,烟气中氧含量过高还会导致钢坯氧化铁皮增厚,增加氧化烧损。 当鼓风量偏低时(即空燃比α减小),表现为烟气中O2含量低,CO含量高,虽说排烟热损失小,但燃料没有完全燃烧,热损失Q2增大,热效率η也将降低。另外,烟囱也会冒黑烟而污染环境。 提高燃烧效率最直接的方法就是使用烟气分析仪器(如多功能烟气分析仪、燃烧效率测定仪、在线烟气分析仪检测仪)定期或连续监测烟道气体成分,分析烟气中O2含量和CO含量,调节助燃空气和燃料的流量,确定最佳的空气消耗系数。 所以,想全面、准确地了解一台锅(窑)炉的燃烧状况,仅仅测量SO2、NOX等参数是不够的,同时还要测量出O2及由O2计算的过剩空气系数,然后把SO2、NOX等参数进行折算,这样的结果才能符合国标的要求。无论采取何种方式控制燃烧效率,快速、准确的测量烟气中O2含量和CO含量都是实现最佳燃烧的前提条件。所谓提高燃烧效率,就是要适量的燃料与适量的空气组成最佳比例进行燃烧。因此,这里介绍一些典型的烟气分析仪器应用。 烟气分析仪是抽气采样炉窑烟道气体并自动进行成分分析的仪表,分为在线监测式和便携式。一般可以测量分析烟气中的CO、O2、NOX、SO2等气体含量,以及烟气温度、压力、环境温度等,并通过计算获得CO2含量、过剩空气系数、烟气露点、燃烧效率、排烟热损失、烟气流量等热工参数。 烟气分析仪中一般安装多个传感器,分为电化学传感器和红外传感器。电化学传感器测量原理是将待测气体经过除尘、去湿后进入传感器室,经由渗透膜进入电解槽,使在电解液中被扩散吸收的气体在规定的氧化电位下进行电位电解,根据耗用的电解电流求出其气体的浓度。 红外传感器主要由红外光源、红外吸收池、红外接收器、气体管路、温度传感器等组成。它是利用各种元素对某个特定波长的吸收原理,当被测气体进入红外吸收池后会对红外光有不同程度的吸收,从而计算出气体含量。红外传感器具有抗中毒性好、量程范围广、反应灵敏等特点。 烟气分析仪利用测量得到的O2、CO含量等数据可计算得到相应的热工参数:CO2含量,空气过剩系数,排烟热损失,燃烧效率,空气过剩系数等等 。 烟气分析仪器应用领域十分广泛,例如:(1)热电厂循环流化床锅炉用于燃烧控制室的烟道气体监测;(2)钢铁厂轧钢加热炉用于解决降低氧化烧损或脱碳层厚度时的炉气气氛检测;(3)全氢热处理炉用于检测辐射管是否烧穿漏气(4)研制新型燃烧器(蓄热式、低NOX式、辐射管式)时用于燃烧器结构尺寸的设计研究;(5)汽车尾气排放检测;(6)其他环境保护监测项目。
哪一种马弗炉可以收集焙烧后的烟气的?我们实验需要焙烧一种废渣,收集废渣分解后的烟气进行实验,请问哪一种炉子可以?而且焙烧后的烟气中可能有二氧化硫,会有一定的腐蚀性。
哪一种马弗炉可以收集焙烧后的烟气的?我们实验需要焙烧一种废渣,收集废渣分解后的烟气进行实验,请问哪一种炉子可以?而且焙烧后的烟气中可能有二氧化硫,会有一定的腐蚀性。
我是做固体废弃物研究的,在阅读文章时经常看见“煅烧”、“焙烧”和“烧结”,但却不知道他们的区别,另外这几种方式除在温度上和熔融有区别,在其他方面还有啥区别??悉心请教
为什么烧结矿的烧损会成为负数?有时烧结矿各元素相加会超过100%
1 垃圾焚烧烟气的特点 (1)烟气温度高且波动大。空气预热器后的排烟温度为140℃~240℃。 (2)烟气中水蒸汽含量高。由于城市垃圾富含水分,燃烧烟气中的水蒸汽含量可高达20%以上。 (3)烟气中颗粒物浓度高。垃圾一煤混合燃烧的流化床焚烧炉,通过空气预热器之后的烟气含尘浓度可达30~509/m3。 (4)烟气富含酸性气体:烟气中包括HCl、SO。、 HF、NO。,燃烧不完全时还有CO。酸性气体含量高,会提高烟气酸露点温度,也就增加了对袋式除尘器的使用要求。 (5)烟气中含有毒性有机物。垃圾焚烧烟气中含有微量多氯联苯(PCB)、多环碳氢化合物(PAN)、氯苯(CB) 和氯酚(CP)。这些有机物12太气态形式存在,并在适当条件下会转变成毒性更强的多氯二口恶英(PCDD/PCDF)。 此外,垃圾焚烧炉窑器中还含有重金属和痕量金属铅、锌、汞、钴、铬等,其中铅和汞的浓度较大,达mg/Nm3数量级。垃圾焚烧烟气中主要污染物的种类和数量见表1。 1.2垃圾焚烧烟气的治理 各种污染物的净化原理和所采用的技术措施并不相同,需要通过分析比较,采用经济、合理、安全、可靠、操作方便的净化方式,但不论采用湿式、半干式或干式烟气净化流程,对烟气中的颗粒物都必须进行分离,最可靠的分离装置就是袋式除尘器。 1.3袋式除尘器主要的技术要求 必须有优异的化学稳定性,耐酸(碱)腐蚀,抗氧化;耐高温(低温)性能好;力学性能好;使用寿命较长,结构可靠。对于袋式除尘器的核心二一滤袋尤其有特别严格的要求。 P84耐高温针刺过滤毡具有以下三个显著特点: 1.显著的耐温性 [colo
碳酸钠和硼酸混合800度烧结后,生产的是什么物质?这个物质加浓盐酸不反应(看不见任何汽包),后补加水,反应剧烈,产生大量气泡(二氧化碳)
一般比色皿分烧结的和黏结的两种,到底是烧结的好呢,还是黏结的好呢?之前有板油黏结的在清洗的时候由于长时间放在某洗液中,结果第2天成了玻璃片/石英片,还有一点就是黏结的不能用超声波清洗,很郁闷.也许是使用不当呢,每个产品都有适用性,黏结的在使用说明上应该注明:1 不能用有机溶剂清洗太长时间2 不能用超声波清洗,这样不就和烧结的一样了吗? 但我始终认为,存在的就是合理的.黏结的为什么有这么多缺点,为什么还会存在呢? 我个人认为有以下两点: 1 工艺简单 2 成本低 3 上面说的,用的时候注意:1 不能用有机溶剂清洗太长时间2 不能用超声波清洗,这样不就和烧结的一样了吗? 其他的还希望和大家一起讨论,到底黏结的是不是伪劣产品呢?
rt 放电等离子烧结(Spark Plasma Sintering,简称SPS)工艺是将金属等粉末装入石墨等材质制成的模具内,利用上、下模冲及通电电极将特定烧结电源和压制压力施加于烧结粉末,经放电活化、热塑变形和冷却完成制取高性能材料的一种新的粉末冶金烧结技术。放电等离子烧结具有在加压过程中烧结的特点,脉冲电流产生的等离子体及烧结过程中的加压有利于降低粉末的烧结温度。同时低电压、高电流的特征,能使粉末快速烧结致密。 不知道西安哪个所或是高校可以做放电等离子烧结,求告知,谢谢!
我公司技术部看中了微波烧结工艺的先进性和全新的理念,想购买一台实验用微波高温烧结炉,在实验炉专场只有国外的LINN公司有,后来一询价,我的天,最少要24万人民币,好点的起码也在90万人民币左右,而同类设备的国产的只需要不及一半的价格[不过在国内只找到长沙隆泰科技公司生产:(],真的不知道选用进口的还是国产的!哎~~
那位炼铁专家,请帮帮忙!烧结矿强度低,亚铁含量高的原因是什么?
是做锂电池的,原材料是钴酸锂烧结状,现在想做硬度分析,应该选用什么硬度计比较好呢?
想要购买VICI的烧结盘,不知道在哪里购买,请问大家都是在哪里购买的呢
有谁知道烧结和高炉炼铁原料及成品的检验方法标准,请告知标准号及购买的地方。帮帮忙[em0812]
请教个问题 大家都知道 随着烧结温度的升高 衍射峰强度增大 结晶度提高 但如何给出具体的量化值呢?如200度的结晶度是多少 500度是多少?和传统的局部晶化不同 通过拟合?还是选一个标准?
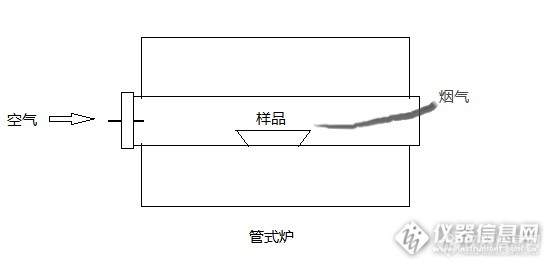
用管式炉燃烧试样(如下图所示。画图工具随手画的……),产生的烟气中的颗粒物该如何测量?只测颗粒物的质量。目前想到用玻璃纤维滤膜截留烟气称量来测,但不知道该怎么固定滤膜好。炉子管径40mm左右,出口温度约500℃。希望大家不吝赐教!http://ng1.17img.cn/bbsfiles/images/2016/04/201604012203_588914_3094317_3.png
粘结女铁硼烧结钕铁硼
我刚刚开始使用[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原子吸收[/color][/url],现在测定烧结矿和铁矿石,发现比标准之低了,哪位老师能给一些提示,我用的是瑞丽的110B,期盼赐教
求助:哪位高手知道烧结焊剂中P元素怎样分析啊?我们用的是ICP等离子光谱仪,求焊剂熔解方法.谢谢了.
烧结钕铁硼永磁材料国家标准,与大家分享!
GB9078-1996标准中,为什么熔炼炉和铁矿烧结机外排烟尘不需要折算?请大家谈谈看法!
要对电子浆料烧结测试TMA 耐驰的402F3/F1与岛津的60H哪个好?







 我要推广仪器
我要推广仪器
 下载APP
下载APP