
PCT高压加速老化试验箱用于国防、航天、汽车部件、电子零配件、塑胶、磁铁行业、制药线路板,多层线路板、IC、LCD、磁铁、灯饰、照明制品等产品之密封性能的检测,相关之产品作加速寿命的试验。 我们知道了PCT高压加速老化试验箱的用途,那么请问知道PCT这三个字母的意义吗?其实很简单:P是压力,C是蒸煮;T是测试。 PCT高压加速老化试验箱内外箱均采用304不锈钢板,圆型内箱,不锈钢圆型试验内箱结构,符合工业安全容器标准,可防止试验中结露滴水设计。精密设计,气密性良好,耗水量少,每次加水可连续200h。自动门禁,圆型门自动温度与压力检知安全门禁锁定控制,专利安全门把设计,箱内有大于常压时测试门会被反压保护。http://ng1.17img.cn/bbsfiles/images/2017/04/201704211554_01_3081755_3.jpg
大家好,我初次接触耐驰的高压DSC(DSC 204 HP),关于仪器的一些操作有些不懂,想请教大家。仪器有吹扫阀purge和inlet(pressure gas),在做高压试验时,需要有压力气,是从inlet(pressure gas)进入的,此时气瓶的分压阀设置成比所需要的压力稍高就可以,purge按照设定的气流速度通吹扫气即可。但是如果做常压实验,保护气是从哪里通入的?气瓶的分压阀如何设置?
如题,高压测试时,压力只能到20mp,油泵工作时进出口有油进出,增压器活塞有动作,油路没有泄漏点,高压传感器没有输出,高压传感器输出端单独给定0到5伏电压操作软件中压力有变化值,求大侠解惑。
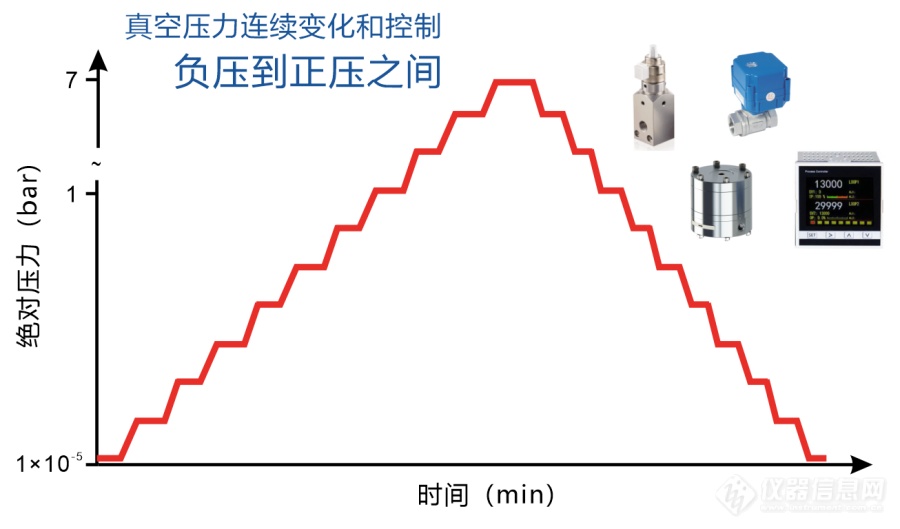
[align=center][img=负压到正压之间的真空压力控制,550,322]https://ng1.17img.cn/bbsfiles/images/2022/06/202206150930277204_2781_3384_3.png!w690x405.jpg[/img][/align][color=#000099]摘要:针对一些真空压力应用场合需要实现低压到高压(或负压到正压)之间的单向或交替连续精密控制,本文提出了相应的解决方案。并针对不同的真空压力范围,详细介绍了不同的调节阀配置和技术参数。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [size=18px][color=#000099]一、背景介绍[/color][/size]在一些真空压力应用场合,常需要气压在低压和高压(负压到正压)之间进行单向或交替变化,且整个变化过程需要精密控制。这方面的典型应用场合主要有:(1)压力传感器的校准装置:对于一些测量范围覆盖负压到正压的压力传感器,其校准就需要相应的校准腔室,校准腔室需要模拟出相应的负压到正压的真空压力环境。并且在校准过程中,需在低压到高压范围内设置多个校准点,并按照从高到低(或从低到高)连续控制和测量,并进行校准。(2)人体肺器官性能研究装置:通过正压和负压变化控制模拟呼吸过程以研究肺器官的动力学特性,由此来指导和改进呼吸机和相关仪器。(3)大气气压环境模拟装置:在各种航空飞行器、机动车辆和电器仪表等行业,都需要在大气气压模拟环境下进行考核测试,相应的大气气压模拟腔室也需要正负压范围内的连续控制,有时甚至要求在正负压之间快速变化以模拟飞行器高度快速变化的动态特性。(4)医院隔离房间的正负压转换:很多医院的手术室等多为正压房间,随着新型冠状病毒出现以后,需要将正压室改造为负压室,甚至要求可以按照需要在正压和负压之间进行转换。(5)闪蒸工艺:闪蒸工艺是使液体在正负压快速变化环境中形成过热并快速挥发成蒸汽而起到快速干燥作用,同时可用来增加液体对固体的渗透。(6)机械手用软气动致动器:大多数用于产生弯曲致动的软气动致动器都利用了正压或负压,正负压致动器的弯曲力组合成单个致动结构,并产生较大的阻挡力并仍然能够产生较大的弯曲变形,为软机器人夹具在需要细腻触感的应用中提高了有效的技术手段。本文将针对上述应用场合中需要实现低压到高压(或负压到正压)之间的单向或交替连续精密控制,提出相应的解决方案。并针对不同的真空压力范围,详细介绍不同的调节阀配置和技术参数。[size=18px][color=#000099]二、技术方案[/color][/size]正负压区间连续控制的基本原理如图1所示,其目的是精密控制真空压力容器内的气压从低压到高压(或从高压到低压)的连续单调变化(或往复交变)。以下为控制原理的具体内容:[align=center][img=负压到正压之间的真空压力控制,550,264]https://ng1.17img.cn/bbsfiles/images/2022/06/202206150934002513_5809_3384_3.png!w690x332.jpg[/img][/align][align=center]图1 正负压区间真空压力连续控制原理图[/align](1)控制原理基于真空压力容器进气和出去的动态平衡法,是一个典型的闭环控制回路。PID控制器采集压力传感器信号并与设定值进行比较并调节进气和抽气调节阀的开度,最终使传感器测量值与设定值相对而实现真空压力准确控制。(2)为了覆盖低压到高压的整个真空压力范围,至少配置两个真空压力传感器分别负责负压和正压。PID控制器为双通道同时控制以对应低压和高压区间的控制,并且PID控制器能根据不同的真空压力范围对传感器进行自动切换。(3)控制回路中分别配备了真空泵(负压源)和高压气源(正压源),以提供足够的低压和高压能力。(4)当控制是从低压到高压进行变化时,一开始的进气调节阀开度(进气流量)要远小于抽气调节阀开度(抽气流量),通过自动调节进出气流量达到不同的平衡状态来实现不同的真空压力控制,最终进气调节阀开度逐渐要远大于抽气调节阀开度,由此实现低压到高压范围内一系列设定点的连续精密控制。对于从高压到低压的变化控制,上述过程正好相反。[size=18px][color=#000099]三、方案具体配置[/color][/size]本文所提出的技术方案包括了两个部分,以覆盖以下两个不同的真空压力范围。(1)绝对压力最高7bar至最低0.01mbar(1Pa)。此真空压力范围内的控制系统结构如图2所示。[align=center][img=,550,324]https://ng1.17img.cn/bbsfiles/images/2022/06/202206150934256923_4766_3384_3.png!w690x407.jpg[/img][/align][align=center]图2 绝对压力0.01mbar~7bar范围内的控制系统结构示意图[/align]在图2所示的控制系统中,由于对高真空进行精密控制而采用了电动针阀,电动针阀的正压耐压仅为7bar,因此决定了此种配置的控制系统高压控制范围不超过7bar。图2所示的控制系统中使用了通径较大电动球阀作为排气调节阀,主要是用于容积较大的密闭容器的真空压力控制。如果要在较小体积密闭容器内实现真空压力的连续控制,则排气调节阀可采用通径较小的电动针阀。另外,对于要求正负压快速交变控制的应用场合,要求进气和排气调节阀具有很高的响应速度,这时就需要采用响应速度更快的电动针阀。(2)绝对压力最高15bar至最低15mbar(1.5kPa)为满足更高压力的需要,就需要解决图2方案中的高压瓶颈,因此将图2中的高压耐压差的电动针阀更换为真空型气控背压阀,由此可大幅度拓宽高压区间,但相应地要在低压范围内做出牺牲。此高压型的控制系统结构如图3所示。[align=center][img=负压到正压之间的真空压力控制,557,324]https://ng1.17img.cn/bbsfiles/images/2022/06/202206150934440387_9047_3384_3.png!w690x401.jpg[/img][/align][align=center]图3 绝对压力15mbar~15bar范围内的控制系统结构示意图[/align]图3所示的负压至正压的控制系统中,采用了真空型背压阀来对进出气流量进行调节,对背压阀的驱动则使用了气控先导阀。由于采用了气控式真空型背压阀,可将高压控制范围提升到了15bar,但相应的负压同样也被提升到了15mbar。如果需要,还可以进一步抬高高压上限,但低压下限也会随之提升。在图3所示的这种先导阀驱动背压阀控制方法中,除了将整个控制区间向高压端平移之外,还具有两个特点,一是背压阀可制作成较大通径而适用于较大容器的真空压力控制,二是背压阀的响应速度很快可满足正负压往复交变的快速控制。[size=18px][color=#000099]四、总结[/color][/size]通过上述技术方案,完全可以实现正负压范围内真空压力的连续控制和往复交变控制,并且可以达到很高的控制精度和速度。本文解决方案的技术成熟度很高,方案中所涉及的电动针阀、电动球阀、背压阀和PID控制器,都是目前上海依阳实业有限公司特有的标准产品,其他的真空计、压力计、先导阀、真空泵和高压起源等也是目前市场上的标准产品。本文技术方案仅是对技术路线的详细内容进行了介绍,在具体实施过程中,还需根据具体应用中的技术指标要求来进行搭配和细化,如采用PLC控制和增加防护用的截止阀等。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
如何清理压汞高压仓汞颗粒?
串联谐振试验装置在高压耐压试验中的应用大大降低了高压耐压试验的难度。传统高压耐压试验有着试验设备大,不易搬动,试验效率慢等缺点。串联谐振高压耐压试验装置很好的克服了传统高压耐压试验的缺点,并在此基础上有了更大的改进,也让高压耐压试验变的更加有效率。 针对220Kv高压套管和主变压器、隔离开关等电气设备的交流耐压试验,串联谐振耐压试验装置具备宽泛的适用范围,同样也是各个高压试验部门、电力承装修试工程单位非常实用且好用的高压耐压测试设备。 串联谐振耐压试验装置具备这电源容量小,设备体积重量小,改善输出电压波形,防止大的短路电流烧伤故障点,以及不会出现任何恢复过电压的试验优势特点。特别是它的改善输出波形,防止大短路电流烧伤故障点和不会出现任何恢复过电压的优势,让高压耐压试验变的非常安全可靠。这是因为谐振电源为谐振式滤波电路,因此不仅能够改善处处电压的波形畸变还能得到非常好的正弦波形,从而防止了谐波峰值对被试品的无击穿。试验处在串联谐振状态时,被试品的绝缘弱点被击穿时,电路会马上脱谐,回路电流迅速下降到正常试验电流的很小倍,让串联谐振能快速找到绝缘弱点,又防止了短路电流烧伤故障点的隐患。当被试品发生击穿时,因为失去了谐振的条件,因此高电压也马上消失了,并且不会出现任何恢复过电压。
微波通常说的高压低压中压是怎么分的?
GCMS是利用高温高压还是高温底压的呢?样品进入柱子中。
液压成型模拟和高压试验系统 在汽车和航空制造技术飞速发展的今天,复杂的整体及部件构形除了要求高强度、高韧性、质量轻的金属材料以外,更期冀先进的成型工艺,使工程师的设计成为现实;先进的发动机技术也有赖于压力管路及喷油系统能够持续不断的在高压下稳定可靠的工作。用尖端的数字化电液伺服控制技术,为提高工业品质量、为改善人们的生活素质作出了卓越贡献。 液压成型模拟和高压试验系统在高精度、全数字闭环控制电液伺服液压控制领域.它向科研、产品开发、生产制造、质量控制等领域提供了高科技的产品及技术服务。它的产品包括,液压成型模拟系统及各种附件、高压泄漏试验系统、液压胀形模拟系统及软件建模、液压胀形生产系统及模具开发、热气成型系统、伺服控制精密液压冲压系统等。 液压成型模拟和高压试验系统的用户遍及众多行业,包括:钢铁、金属加工、金属制品、汽车、航空航天及各高等院校和相关科研机构。它的领先技术提供了更准确、可靠的试验数据,使研究者缩短了研发进程,协助用户生产出高性价比、高质量的产品使工厂生产出了高质量的产品。[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=163289]液压成型模拟和高压试验系统[/url]Interlaken Hot Stamping Press Systems are ideal for producing light-weight, high strength parts with precise dimensional accuracy.The hot stamping process involves heating a blank or a preformed part in a furnace to approximately 950 C. To avoid significant heat loss, the heated blank is then quicly transferred into the Interlaken press for forming. A controlled press hardening or “quenching” process is then performed. The Interlaken hot stamping press allows manufacturers to produce high strenght, complex shapes and geometries in materials without material springback. With an Interlaken hot stamping press, manufacturers will have the confidence and quality assurance to produce stronger, lighter, higher accuracy parts at volume for a reasonable price. The Hot Stamping Process The entire hot stamping process.....from a sheet blank to finished product. Step 1. Boron coated steel blanks or preformed parts are fed into a furnace on a conveyor belt. Step 2. The steel blanks or preforms are evenly heated in the furnace to austenitic temperature, 950 degrees C (1,700 degrees F). Step 3. One hot steel blank or preform is removed by a robotic arm to be quickly positioned into the die for forming. Step 4. The part is formed by the hydraulic press at a precise forming pressure. Step 5. A uniform quenching or hardening cooling process takes place while the hydraulic press dwells for a few seconds. Because the part is rapidly cooled in the die while the press is dwelling, springback is minimal. Step 6. The finished part is removed by an unloading robot for part cleaning, secondary operations, or quality control. [img]http://ng1.17img.cn/bbsfiles/images/2009/08/200908030531_163290_1634361_3.gif[/img][img]http://ng1.17img.cn/bbsfiles/images/2009/08/200908030532_163291_1634361_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2009/08/200908030533_163292_1634361_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2009/08/200908030533_163293_1634361_3.jpg[/img]
收购损坏的9800和9900高压发生器的倍压模块。
那位朋友有JB/T 53378-1994《中高压液压缸产品质量分等》,请提供.谢谢.
各位大虾你们好,小弟在使用yamato的高压灭菌锅sm510的时候出现了未知错误E-15, 此错误在说明书上并没有提及过.请问这是关于哪一方面的错误呢?
高压灭锅上哪个是排气阀,哪个是安全阀呀?两者是如何区别的呢
高压泵的泵压(KGF)随着流速的升高而增大时 ,如果不超过上线 ,能否继续使用 ?
高压反应釜由反应容器、搅拌器及传动系统、冷却装置安全装置、加热炉等组成釜体、釜盖采用1Cr18Ni9Ti不锈钢加工制成。 釜体通过螺纹与法兰联接釜盖为正体平板盖,两者由周向均布的主螺栓、螺母紧固联接高压釜主密封口采用A型的双线密封,其余密封点均采用圆弧面与平面、圆弧面与圆弧面的线接触的密封形式,依靠接触面的高精度和光洁度,达到良好的密封效果釜体外装有桶型碳化硅炉芯,电炉丝穿于炉芯中,其端头由炉壳侧下部穿出,通过接线螺柱,橡套电缆与控制器相连釜盖上装有压力表,爆破膜安全装置,汽液相阀,温度传感器等,便于随时了解釜内的反应情况,调节釜内的介质比例,并确保安全运行联轴器主要由具有很强磁力的一对内、外磁环组成,中间有承压的隔套。 搅拌器由伺服电机通过联轴器驱动。控制伺服电机的转速,便可达到控制搅拌转速的目的隔套上部装有测速线圈,连成一体的搅拌器与内磁环旋转时,测速线圈便产生感应电动势,该电势与搅拌转速相应,该电势传递到转速表上,便可显示出搅拌转速磁联轴器与釜盖间装有冷却水套,当操作温度较高时应通冷却水,以及磁钢温度太高而退磁轴承采用1Cr18Ni9Ti不锈钢轴承或高强电化石墨,耐摩损,且维修周期长。 工业上在高压下进行化学反应的设备。有的附有搅拌或传热装置。高压反应釜应放置在室内。在装备多台高压釜时,应分开放置。每间操作室均应有直接通向室外或通道的出口,应保证设备地点通风良好在装釜盖时,应防止釜体釜盖之间密封面相互磕碰。
高压电场脉冲灭菌技术 高压电场脉冲灭菌是将食品置于两个电极间产生的瞬间高压电场中,由于高压电脉冲(HEEP)能破坏细菌的细胞膜,改变其通透性,从而杀死细胞。高压脉冲电场的获得有两种方法。一种是利用LC振荡电路原理,先用高压电源对一组电容器进行充电,将电容器与一个电感线圈及处理室的电极相连,电容器放电时产生的高频指数脉冲衰减波即加在两个电极上形成高压脉冲电场。由于LC电路放电极快,在几十至几百个微秒内即可以将电场能量释放完毕,利用自动控制装置,对LC振荡器电路进行连续的充电与放电,可以在几十毫秒内完成灭菌过程。另一种是利用特定的高频高压变压器来得到持续的高压脉冲电场。灭菌用的高压脉冲电场强度一般为15千伏/厘米~100千伏/厘米,脉冲频率为1kHz~100kHz,放电频率为1kHz~20kHz。高压电场脉冲灭菌一般在常温下进行,处理时间为几十毫秒,这种方法有两个特点:一是由于灭菌时间短,处理过程中的能量消耗远小于热处理法。二是由于在常温、常压下进行,处理后的食品与新鲜食品相比在物理性质、化学性质、营养成分上改变很小,风味、滋味无感觉出来的差异。而且灭菌效果明显,可达到商业无菌的要求,特别适用于热敏性食品,具有广阔的应用前景。脉冲强光灭菌技术 脉冲强光灭菌技术是采用强烈白光闪照的方法进行灭菌,它由一个动力单元和一个惰性气体灯单元组成。动力单元是一个能提供高电压高电流脉冲的部件,它为惰性气体灯提供能量,惰性气体灯能发出由紫外线至近红外区域的光线,其光谱与太阳光十分相近,但强度却强数千倍至数万倍,光脉冲宽度小于800μs。该技术由于只处理食品的表面,从而对食品的风味和营养成分影响很小,可用于延长以透明材料包装的食品及新鲜食品的货架期。研究表明,脉冲强光对枯草芽孢杆菌、酵母菌都有较强的致死效果,30余次闪照后,可使这些菌由105个减少到0个。脉冲强光起灭菌作用的波段可能为紫外线,但其它波段可能有协同作用。发态紫外光脉冲灭菌技术 这是近期开发的最具应用前景的灭菌技术之一。激发态紫外光脉冲灭菌技术不同于常规的物理灭菌手段,采用特制的光源和电源器件,在高频高压下产生单一波长253.7nm的紫外光,其强度可达到200mw/cm3以上,是常规紫外线装置发光强度的200倍~300倍,其脉冲可达到纳秒级,其能量足以打断细胞DNA结构中的C-H键、C-N键和O-H键,使DNA结构产生致死性损伤,如果和低浓度过氧化氢协同作用,不但可以增大灭菌强度,同样可以使残留的过氧化氢分解,这种新技术的应用将为无菌包装设备的微生物栅栏系统提供强有力的技术支持。 超高压灭菌技术 近年来,日本研制出一种新型的食品加工保藏技术,这就是超高压灭菌技术。超高压处理具有热处理及其它加工处理方法所没有的一些优点,可保持食品(如肉类等)原有的风味成分、营养价值和色泽,并杀死食品中常见的酵母菌、大肠杆菌、葡萄球菌等而达到灭菌目的。所谓高静压技术(HHP)就是将食品密封于弹性容器或置于无菌压力系统中(常以水或其他流体介质作为传递压力的媒介物),在高静压(一般100MPa以上)下处理一段时间,以达到加工保藏的目的。在高压下,会使蛋白质和酶发生变性,微生物细胞核膜被压成许多小碎片和原生质等一起变成糊状,这种不可逆的变化即可造成微生物死亡。微生物的死亡遵循一级反应动力学。对于大多数非芽孢微生物,在室温、450MPa压力下的灭菌效果良好。芽孢菌孢子耐压,灭菌时需要更高的压力,而且往往要结合加热等其他处理才更有效。温度、介质等对食品超高压灭菌的模式和效果影响很大。间歇性重复高压处理是杀死耐压芽孢的良好方法。日本最新开发出的超高压灭菌机,操作压力达304MPa~507MPa。超高压灭菌的最大优越性在于它对食品中的风味物质、维生素C、色索等没有影响,营养成分损失很少,特别适用于果汁、果酱类、肉类等食品的灭菌,此外,采用300MPa~[font='Times New Roman'

[img]http://ng1.17img.cn/bbsfiles/images/2006/12/200612150958_35436_1844980_3.jpg[/img]高压反应釜使用说明 一、基本结构与原理 一)高压反应釜由反应容器、搅拌器及传动系统、冷却装置、安全装置、加热炉等组成。 1、 釜体、釜盖采用1Cr18Ni9Ti不锈钢加工制成,釜体通过螺纹与法兰联接,釜盖为正体平板盖,两者由周向均布的主螺栓、螺母紧固联接。 2、 高压釜主密封口采用A型的双线密封,其余密封点均采用圆弧面与平面、圆弧面与圆弧面的线接触的密封形式,依靠接触面的高精度和光洁度,达到良好的密封效果。 3、 釜体外装有桶型碳化硅炉芯,电炉丝穿于炉芯中,其端头由炉壳侧下部穿出,通过接线螺柱,橡套电缆与控制器相连。 4、 釜盖上装有压力表,爆破膜安全装置,汽液相阀,温度传感器等,便于随时了解釜内的反应情况,调节釜内的介质比例,并确保安全运行。 5、 联轴器主要由具有很强磁力的一对内、外磁环组成,中间有承压的隔套。搅拌器由伺服电机通过联轴器驱动。控制伺服电机的转速,便可达到控制搅拌转速的目的。 6、 隔套上部装有测速线圈,连成一体的搅拌器与内磁环旋转时,测速线圈便产生感应电动势,该电势与搅拌转速相应,该电势传递到转速表上,便可显示出搅拌转速。 7、 磁联轴器与釜盖间装有冷却水套,当操作温度较高时应通冷却水,以及磁钢温度太高而退磁。 8、 轴承采用1Cr18Ni9Ti不锈钢轴承或高强电化石墨,耐摩损,且维修周期长 二)控制器 1、 外壳采用标准铝合金机箱,上盖可以向后抽出,便于维护和检修。面板装有温度数显表、电压表、转速表以及控制开关和调节旋钮等,供操作者操作使用。 2、 电气原理:搅拌控制电路的电子元件均组装在一块线路板上,采用双闭环控制系统,具有调速精度高、转速稳定、抗干扰能力强等特点,并且具备限制超速、过流等完善的保护功能,调节“调速” 旋钮即可改变直流电机的直流电压,从而改变电机的转速,达到控制搅拌速度的目的。 3、 加热电路中采用固态继电器(俗称调压块)调压,使加热电路趋于简单化,只要调节“调压” 旋钮即可调节加热功率,同时,加热电路的控制部分配备智能化数显表,使之加热温度根据工艺的要求随意调速,并且控制温度精度极高(详见温度表使用说明书) 4、 所有外接引线均从后面板通过防水接头由控制器内的接线端子引出。 二、安装和使用 1、 高压釜应放置在室内。在装备多台高压釜时,应分开放置。每间操作室均应有直接通向室外或通道的出口,应保证设备地点通风良好。 2、 在装釜盖时,应防止釜体釜盖之间密封面相互磕碰。将釜盖按固定位置小心地放在釜体上,拧紧主螺母时,必须按对角、对称地分多次逐步拧紧。用力要均匀,不允许釜盖向一边倾斜,以达到良好的密封效果。 3、 正反螺母联接处,只准旋动正反螺母,两圆弧密封面不得相对旋动,所有螺母纹联接件有装配时,应涂润滑油。 4、 针型阀系线密封,仅需轻轻转动阀针,压紧密封面,即可达到良好的密封效果。 5、 用手盘动釜上的回转体,检查运转是否灵活。 6、 控制器应平放于操作台上,其工作环境温度为10-40℃,相对湿度小于85%,周围介质中不含有导电尘埃及腐蚀性气体。 7、 检查面板和后板上的可动部件和固定接点是否正常,抽开上盖,检查接插件接触是否松动,是否有因运输和保管不善而造成的损坏或锈蚀。 8、 控制器应可靠接地。 9、 连接好所有导线,包括电源线、控制器与釜间的电炉线、电机线及温度传感器和测速器导线。 10、 将面板上“电源”空气总开关合上,数显表应有显示。 11、 在数显表上设定好各种参数(如上限报警温度、工作温度等)然后,按下“加热”开关,电炉接通,同时“加热”开关上的指示灯亮。调节“调压” 旋钮,即可调节电炉加热功率。 12、 按下“搅拌”开关,搅拌电机通电,同时“搅拌”开关上的指示灯亮,缓慢旋动“调速” 旋钮,使电机缓慢转动,观察电机是否为正转,无误时,停机挂上皮带,再重新启动。 13、 操作结束后,可自然冷却、通水冷却或置于支架上空冷。待温降后,再放出釜内带压气体,使压力降至常压(压力表显示零),再将主螺母对称均等旋松,再卸下主螺母,然后小心地取下釜盖,置于支架上。 14、 每次操作完毕,应清除釜体、釜盖上残留物。主密封口应经常清洗,并保持干净,不允许用硬物或表面粗糙物进行擦拭。 目前,化工,食品,医药等行业都需要反应釜设备,然而,反应釜也在不断的改善它的制造结构以方便客户的使用,但在高压釜的使用上却很难引起客户的重视,希望发表些建议以供参考:
忽然想到的这个问题,按照部里的说法https://gzhd.samr.gov.cn:8443/robot/publicComments.html 非特种设备上的安全阀,不属于特种设备管理。螺栓固定的高压灭菌器是非特种设备,气瓶也是简易压力容器不是特种设备,那么压力表和分压阀不应该按照特种设备检定。但是纯粹的按照特种设备名录来说就需要。各位的实验室里的类似设备都强检了嘛
高压釜在实验室进行高压实验的过程中是最受广泛使用的一种实验仪器,高压釜的基本结构与原理: 高压釜由反应容器、搅拌器及传动系统、冷却装置、安全装置、加热炉等组成。 1、高压釜的釜体、釜盖采用1Cr18Ni9Ti不锈钢加工制成,釜体通过螺纹与法兰联接,釜盖为正体平板盖,两者由周向均布的主螺栓、螺母紧固联接。 2、隔套上部装有测速线圈,连成一体的搅拌器与内磁环旋转时,测速线圈便产生感应电动势,该电势与搅拌转速相应,该电势传递到转速表上,便可显示出搅拌转速。 3、高压釜的主密封口采用A型的双线密封,其余密封点均采用圆弧面与平面、圆弧面与圆弧面的线接触的密封形式,依靠接触面的高精度和光洁度,达到良好的密封效果。 4、釜体外装有桶型碳化硅炉芯,电炉丝穿于炉芯中,其端头由炉壳侧下部穿出,通过接线螺柱,橡套电缆与控制器相连。 5、联轴器主要由具有很强磁力的一对内、外磁环组成,中间有承压的隔套。搅拌器由伺服电机通过联轴器驱动。控制伺服电机的转速,便可达到控制搅拌转速的目的。 6、高压釜的轴承采用1Cr18Ni9Ti不锈钢轴承或高强电化石墨,耐摩损,且维修周期长。 7、高压釜的釜盖上装有压力表,爆破膜安全装置,汽液相阀,温度传感器等,便于随时了解釜内的反应情况,调节釜内的介质比例,并确保安全运行。 8、磁联轴器与釜盖间装有冷却水套,当操作温度较高时应通冷却水,以及磁钢温度太高而退磁。
一、基本结构与原理 一)高压反应釜由反应容器、搅拌器及传动系统、冷却装置、安全装置、加热炉等组成。 1、 釜体、釜盖采用1Cr18Ni9Ti不锈钢加工制成,釜体通过螺纹与法兰联接,釜盖为正体平板盖,两者由周向均布的主螺栓、螺母紧固联接。 2、 高压釜主密封口采用A型的双线密封,其余密封点均采用圆弧面与平面、圆弧面与圆弧面的线接触的密封形式,依靠接触面的高精度和光洁度,达到良好的密封效果。 3、 釜体外装有桶型碳化硅炉芯,电炉丝穿于炉芯中,其端头由炉壳侧下部穿出,通过接线螺柱,橡套电缆与控制器相连。 4、 釜盖上装有压力表,爆破膜安全装置,汽液相阀,温度传感器等,便于随时了解釜内的反应情况,调节釜内的介质比例,并确保安全运行。 5、 联轴器主要由具有很强磁力的一对内、外磁环组成,中间有承压的隔套。搅拌器由伺服电机通过联轴器驱动。控制伺服电机的转速,便可达到控制搅拌转速的目的。 6、 隔套上部装有测速线圈,连成一体的搅拌器与内磁环旋转时,测速线圈便产生感应电动势,该电势与搅拌转速相应,该电势传递到转速表上,便可显示出搅拌转速。 7、 磁联轴器与釜盖间装有冷却水套,当操作温度较高时应通冷却水,以及磁钢温度太高而退磁。 8、 轴承采用1Cr18Ni9Ti不锈钢轴承或高强电化石墨,耐摩损,且维修周期长 二)控制器 1、 外壳采用标准铝合金机箱,上盖可以向后抽出,便于维护和检修。面板装有温度数显表、电压表、转速表以及控制开关和调节旋钮等,供操作者操作使用。 2、 电气原理:搅拌控制电路的电子元件均组装在一块线路板上,采用双闭环控制系统,具有调速精度高、转速稳定、抗干扰能力强等特点,并且具备限制超速、过流等完善的保护功能,调节“调速” 旋钮即可改变直流电机的直流电压,从而改变电机的转速,达到控制搅拌速度的目的。 3、 加热电路中采用固态继电器(俗称调压块)调压,使加热电路趋于简单化,只要调节“调压” 旋钮即可调节加热功率,同时,加热电路的控制部分配备智能化数显表,使之加热温度根据工艺的要求随意调速,并且控制温度精度极高(详见温度表使用说明书) 4、 所有外接引线均从后面板通过防水接头由控制器内的接线端子引出。 二、安装和使用 1、 高压釜应放置在室内。在装备多台高压釜时,应分开放置。每间操作室均应有直接通向室外或通道的出口,应保证设备地点通风良好。 2、 在装釜盖时,应防止釜体釜盖之间密封面相互磕碰。将釜盖按固定位置小心地放在釜体上,拧紧主螺母时,必须按对角、对称地分多次逐步拧紧。用力要均匀,不允许釜盖向一边倾斜,以达到良好的密封效果。 3、 正反螺母联接处,只准旋动正反螺母,两圆弧密封面不得相对旋动,所有螺母纹联接件有装配时,应涂润滑油。 4、 针型阀系线密封,仅需轻轻转动阀针,压紧密封面,即可达到良好的密封效果。5、 用手盘动釜上的回转体,检查运转是否灵活。 6、 控制器应平放于操作台上,其工作环境温度为10-40℃,相对湿度小于85%,周围介质中不含有导电尘埃及腐蚀性气体。 7、 检查面板和后板上的可动部件和固定接点是否正常,抽开上盖,检查接插件接触是否松动,是否有因运输和保管不善而造成的损坏或锈蚀。 8、 控制器应可靠接地。 9、 连接好所有导线,包括电源线、控制器与釜间的电炉线、电机线及温度传感器和测速器导线。 10、 将面板上“电源”空气总开关合上,数显表应有显示。 11、 在数显表上设定好各种参数(如上限报警温度、工作温度等)然后,按下“加热”开关,电炉接通,同时“加热”开关上的指示灯亮。调节“调压” 旋钮,即可调节电炉加热功率。 12、 按下“搅拌”开关,搅拌电机通电,同时“搅拌”开关上的指示灯亮,缓慢旋动“调速” 旋钮,使电机缓慢转动,观察电机是否为正转,无误时,停机挂上皮带,再重新启动。 13、 操作结束后,可自然冷却、通水冷却或置于支架上空冷。待温降后,再放出釜内带压气体,使压力降至常压(压力表显示零),再将主螺母对称均等旋松,再卸下主螺母,然后小心地取下釜盖,置于支架上。 14、 每次操作完毕,应清除釜体、釜盖上残留物。主密封口应经常清洗,并保持干净,不允许用硬物或表面粗糙物进行擦拭。 目前,化工,食品,医药等行业都需要反应釜设备,然而,反应釜也在不断的改善它的制造结构以方便客户的使用,但在高压釜的使用上却很难引起客户的重视.
仪器又出问题了,请教各位!日本电子扫描电镜,样品在spotsize30,光阑选2的情况下全部都是雪花状的灰蒙蒙的一片,关闭高压后发现界面也是灰色的,之前关闭高压后界面都是黑色的,而且调节一下感觉那个工作距离的显示值都是在变的,不知道怎么回事呢?
流动相不脱气的话是在柱前高压下容易产生气泡,还是在柱后突然释压容易产生气泡,另外氦气脱气是什么原理
请教一下半制备液相,走高压和中压分别用多少毫升的流通池,流速有什么要求
高压试验变压器的注意事项如下: 1.使用高压试验变压器之前,应先检查有无在储运中造成的电气绝缘损伤、变压器油渗漏等现象,并将高压套管、低压绝缘予以及电位架的绝缘支柱等外部绝缘物擦拭干净。如果是第一次使用,还应检查产品的电压等主要参数是否与铭牌相符。 2.在变压器试验过程中,若发生闪络或被试品击穿,引起自动跳闸断电,应及时将调压器调回零位。 3.当试验结束时,应平稳地高低电压,然后再切断电源。一般不许在全电压突然切断电源。 4.在高压试验变压器试验中,如发现电压、电流舒佳异常波动,试验设备或被试品发出异常声响,应中止试验,查明原因。 5.在泄漏电流试验、直流耐压试验等直流高电压试验结束,并且切断电源后,一定要用电棒等对地释放掉被试品、滤波电容等处电路中残存的电荷,方可拆除线路,以免造成人身伤害。 6.变压器外壳、高压尾必须接地。为确保安全,试验人员和其它被试验设备与试验变压器之间必须保持足够的距离。
提醒各位版友在使用高压气体时一定要注意安全,经常检查减压阀,总阀是否完好漏气,今天开机刚换了瓶氩气,装好减压器,一开总阀,就喷了,还好不是完全喷开,最后尝试着关住了,吓了我一跳~赶紧换了瓶气,换了一个新的减压器,所以使用时一定要注意安全!
内高压成形技术内高压成形的概念 内高压成形技术的精确範畴应该属於液力成形技术。现在国际上流行用液力成形来替代原先的液压成形的说法,因为液力成形更能精确地描述加工过程的实质,即通过液体传递的压强,作用在一定的加工表面,最终以液力的形式加工工件,使工件达到所要求的尺寸和形状。 一般液力成形(Hydro-forming)分为3种:壳液力成形(Shell hydroforming);板液力成形(Sheet hydroforming), 一般加压在600~800MPa;液力成形(Hydroforming),一般特指美国的管子液力成形(Tube hydroforming ),或是德国、欧洲的内高压成形(Internal High Pressure Forming)。简单的成形过程就是通过加压装置对封闭在模腔中内部充满液体的管件施加一定的压力,使液体具有极高内压力并流动,迫使管壁向内腔形状的空间流动而成形,最高的内压可以达到4000MPa。 国内汽车行业首先接触到的主要是德国公司的产品,因此习惯称这种成形技术为内高压成形。 内高压成形工艺 原理 以采用内高压成形工艺加工T型管接头为例来说明内高压成形工艺的基本原理。在专门配合内高压成形工艺的专用液压机上配置可同时加工多个工件的双面模具,同时每个管子两端配有轴向密封压头(轴向挤压缸)和一个对向压头。管坯放在下模上,然後模具闭合,管坯两端由密封压头密封,接向管坯内腔注满压力介质,如油、水等。在实际成形过程中,轴向压头挤压管坯,使充满管内壁的压力介质产生很高的内压力。在管坯外形和模腔形状存在间隙的情况下,压力介质自然向该空间流动,同时作用在管壁上使管子胀形,直到管坯的形状与模具的内腔轮廓相符。另外,对向压头还能控制纵向材料的流动。借助整形压力,使工件形状完全符合模具的轮廓。这样可以在零件的尺寸和形状上达到很高的精度。最後打开模具,取出工件。 特点 由於压力介质的流动性使其可随外界的形状而改变,所以适用於任意不规则的形状;在填充的过程中,将管壁挤向模具内腔的压力介质前沿,以包络线的形状使管壁连续变形,同时由於各方向上传递的内压力的一致性,使零件各处产生一致的均匀塑性变形。同弯管相比,直管扩胀的幅度要大得多,因为弯管的几何形状阻止了材料的流动。胀形颈部高度的极限值随几何形状的复杂程度的增加而减少。 胀形失效控制 在胀形过程中常常出现4种失效形式:折曲(buckling)、皱纹(wrinkling)、开裂(bursting)和折迭(tube pushed inwards)。 控制在胀形过程中不出现以上形式的失效的方法,主要是通过控制轴向力的大小,保证胀形在一定範围的成形区内进行,以及控制在一定内高压下轴向进给行程的大小,保证胀形在一定範围的成形区内进行。 关键成形力 管件内高压成形技术的关键就在於:控制压力介质在高压下的流动状态,包括应力的分布、粘滞度、变形後的响应、层流的扰动等与关键的成形力有关。而关键成形力FU包括对模力FZ、摩擦力FR以及密封力FD,并且:FU=FZ+FR+FD。 其中对模力FZ=工件投影面积×最高内压力。而对中空的细长工件成形时,长度方向材料会有塑性变形,则作用在工件末端的轴向力会因为作用於整个部件的摩擦力而减少,就必须提高轴向力。当轴向力超过关键成形力FU时,便会出现管壁不规则压缩的不稳定现象。 内高压成形技术在汽车上的应用—管状副车架 内高压成形技术是一种新的制造技术,只有结合特定场合下的特殊应用才能表现出该项技术所具有的先进性和突破性。从内高压成形技术在汽车上的应用实例,可以看出该项技术的几个特点: (1) 内高压成形一次成形复杂形状,使管材结构强度提高; (2) 内高压成形产生均匀、连续的塑性变形,壁厚减薄程度一致,容易控制装配尺寸; (3) 控制变形的关键是控制轴向力不超过关键成形力FU,保证不出现管壁不规则压缩的现象; (4) 内高压成形技术的明显的弱点是一次性启动投资比较大。

[size=16px][color=#339999]摘要:针对食品油炸过程中涉及到的真空、正压和高压三种压力场控制需求,本文提出了相应的解决方案。解决方案基于动态平衡法控制原理,采用真空压力控制器、电动针阀、电动球阀、电气比例阀、背压阀和真空泵的搭配组合,分别实现真空负压控制、正压控制和超高压控制,可有效保证油炸食物品质,更便于油炸参数和新技术的开发。依据解决方案所构成的真空压力控制系统即可单独构成油炸设备的控制单元,也可配套集成到中央控制系统。[/color][/size][align=center][size=16px][img=油炸设备中的真空、正压和高压三种压力场控制的解决方案,500,376]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291411304643_3469_3221506_3.jpg!w690x520.jpg[/img][/size][/align][size=16px][/size][b][size=18px][color=#339999]1. [/color][/size][size=18px][color=#339999]油炸过程中的压力场控制问题[/color][/size][/b][size=16px] 油炸是以油为传热介质的最流行的食品加工方法之一,是一个典型的高温传热传质过程。油炸食品由于美味而广受欢迎,但油炸食品往往对人体健康造成很大影响。为此,现有和今后的油炸技术都在基于物理场(温度场、压力场、电磁场和声场等)的单独或协同应用技术,以减少油炸食品对健康的负担以及提高油炸食品的生产效率和质量。[/size][size=16px] 油炸与其他加热烹饪方法一样,首先要能形成一定的温度场才能使食物致熟,但为了能提供更健康的油炸食物,往往会需要进行相应的压力等其他物理场的控制。尽管现在有很多其他油炸新技术,但健康油炸过程的两个核心指标还是温度和压力,这是因为压力往往会决定温度高低。众所周知,水的沸点与外界压力有关。当施加的压力降低(或增加)时,水的沸点降低(或增加),这就是基于压力场油炸技术和改变油炸温度的基本原理。[/size][size=16px] 随着科技的进不许,真空油炸(减压)或压力油炸(加压)正在取代常压油炸技术,提高油炸产品的效率和质量。另外,高压加工(HPP)作为预处理技术的应用已经显示出在油炸水果和蔬菜中具有巨大的商业利用潜力,具有更快的水分去除率和更少的质量退化。下面将分别介绍油炸技术中的这三种压力场控制方法以及需解决的技术问题。[/size][size=16px][color=#339999][b]1.1 真空油炸(低压或减压)[/b][/color][/size][size=16px] 真空油炸被定义为在低于大气压下进行的深度油炸过程,典型的真空油炸装置如图1所示[1]。由于真空下水的沸点降低,食物中的水分可以在相对较低的温度下除去,这使得真空油炸具有保留热敏性营养物的显著特征。同时,由于低温和真空下的低氧含量,脂肪氧化和美拉德反应也受到显著抑制。此外,真空油炸水果和蔬菜更好地保留了天然颜色,包含更高的亮度、更低的红色和更低的黄色,这可能与更少的非酶褐变反应有关。[/size][align=center][size=16px][color=#339999][b][img=01.典型真空油炸装置示意图,650,355]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291415539393_8671_3221506_3.jpg!w690x377.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 典型真空油炸装置示意图[1][/b][/color][/size][/align][size=16px] 此外,由于在最初的减压步骤中实现了更少的气泡和更均匀的微观表面结构,因此在油炸产品中实现了更好的保存纹理。[/size][size=16px] 真空油炸的另一个优势是油炸后的离心步骤,同时保持负压,这大大有助于减少最终产品的吸油量。在真空条件下,油炸材料的结构保持膨胀和松散的形状,孔隙中的压力随着热传递和水蒸发速率的降低而保持,这抑制了油被临时毛细压力吸收到外壳中。同时,在油炸篮从油中提起后立即进行离心,大部分附着在表面的油被离心力去除,从表面渗透到多孔结构的油最终减少,从而使最终产品具有较少的吸油量。因此,真空油炸的商业应用已经被许多具有低脂肪生产要求的食品工业所采用,特别是水果和蔬菜。[/size][size=16px] 然而,由于相对较低的温度,真空油炸延长了某些产品的油炸时间,因此较长的加工周期和较高的能耗成为其应用的明显障碍。因此近年来,人们尝试了创新的预处理方法和电磁加热技术,以降低油炸时间和能耗并提高真空油炸产品的整体质量属性。[/size][size=16px] 另外,尽管目前真空油炸技术和设备已经比较成熟,但有个关键技术问题则很少涉及,那就是如何准确控制真空度来满足不同食品的油炸需要,使得油炸食品具有更高的品质和重复性。[/size][size=16px][color=#339999][b]1.2 压力油炸[/b][/color][/size][size=16px] 压力油炸是通过食物自然释放的水分在油炸锅内产生足够压力的过程。水的沸点由于油炸锅中的高压(通常高于大气压)而升高,这导致食物中的水分更好地保留。大量研究表明,压力油炸主要应用于肉、鱼和家禽产品,以有效地减少加工时间并生产具有优良质地的油炸产品,在2bar压力下,压力油炸的传热系数几乎是常压油炸的两倍,与常压油炸相比,压力油炸鸡肉的油炸时间减少了近50%。就压力油炸过程中的结构变化而言,由于加剧的水分梯度,促进了外壳表面的形成,并增加了孔隙率,导致油炸产品的脆性质地和多孔外观。据报道,炸鸡的多汁性、嫩度和颜色得到了极大改善,并且与开放式油炸相比,还发现了更脆的外壳。此外,据报道,压力油炸产品的吸油率因水分保留而降低,同时压力油炸鸡肉中的中性脂肪含量减少了10.0%,碳水化合物含量增加了18.9%,而蛋白质含量没有发现显著差异,压力油炸鸡肉中游离脂肪酸和硫代巴比妥酸的含量分别降低了75.6%和26.2%,这意味着油炸鸡肉中的脂肪质量得到了极大改善。[/size][size=16px] 压力油炸在一些即食食品加工情况下有广泛的应用,如餐馆、超市、便利店、熟食店、学校、医院和其他商业餐饮经营。氮气被选择用作油炸锅中的压力产生源,以产生在保湿和质地方面质量更好的油炸产品。然而,由于繁琐的操作过程和较少的油炸食品量,其在工业生产中的应用受到限制,因此当用于大规模生产水平时,有必要探索合适的油炸条件或连续生产方法,以实现更高的加工效率。[/size][size=16px] 同样,在压力油炸中也同样很少涉及如何准确控制压力来满足不同食品的油炸需要。[/size][size=16px][color=#339999][b]1.3 高压加工预处理[/b][/color][/size][size=16px] 高压加工也称为高静水压或高静压(远高于100MPa),是食品加工中的一种新兴技术。这种最初用作非热保存的技术被发现有利于在油炸过程中获得高质量转移率,因为它对部分细胞渗透性的改变有影响。同时,油炸前的高压加工预处理被确定为通过抑制酶促和非酶促反应的发生而对油炸产品的颜色产生积极影响。[/size][size=16px] 值得注意的是,在100MPa较低压力下提交的油炸食品明显轻于200和300MPa较高压力下处理的油炸食品。压力造成的组织破坏增加了多酚氧化酶与其底物的接触,并没有完全使酶失活。有研究报道,高压加工预处理有助于减少油炸时间,增加油炸蔬菜和水果的硬度,这可能与细胞壁的物理损伤有关,导致细胞破裂和随后的水分渗出。此外,高压加工预处理能够保留水果和蔬菜的营养和感官特性,因为它对与其颜色和风味相关的化合物的共价键影响有限,同时能更好地保持最终油炸产品的酚类物质含量和抗氧化能力,而这种效应甚至可以在储存过程中有效维持。然而,据报道,高压加工预处理油炸会使得有些水果和蔬菜的吸油量增加,这可能与较高的渗透率有关,这有助于油炸物容纳更多的油。因此,适当的减油技术可以与高压加工预处理相结合,以保证其作为提高油炸产品效率和质量的有效策略。[/size][size=16px][color=#339999][b]1.4 问题的提出[/b][/color][/size][size=16px] 从上述三种不同压力形式的油炸方法介绍可以看出,压力场的控制会涉及到低压、正压和高压三个压力区间,但很少有报道涉及到详细的压力控制方法和相关仪器,而压力的准确控制会涉及到具体油炸产品品种和相应的油炸温度,为此本文将提出详细的真空压力控制解决方案。[/size][size=18px][color=#339999][b]2. 真空压力控制原理[/b][/color][/size][size=16px] 从上述油炸过程中所需的压力场可以看出,以绝对压力形式来描述,其相应的真空压力范围为0.005 ~ 300MPa。为了在如此宽泛的压力范围内实现压力控制,本文将采用动态平衡控制方法,其基本原理如图2所示。此原理的特点是既能进行全量程范围的真空压力控制,也可以进行某段区间内的单独控制。[/size][align=center][size=16px][color=#339999][b][img=02.油炸装置真空压力控制原理示意图,550,238]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291416216769_231_3221506_3.jpg!w690x299.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图2 油炸过程真空压力控制原理示意图[/b][/color][/size][/align][size=16px] 按照图2所示的动态平衡法真空压力控制原理,油炸过程中的真空压力控制主要分三部分:[/size][size=16px] (1)负压区间控制:在控制真空负压时,由进气排气阀门、真空泵、传感器和控制器组成闭环控制回路,高压气源提供压力不高的工作气体。在具体控制过程中,真空压力控制器根据传感器采集信号与设定值进行比较,控制器输出两路信号分别用于固定进气阀门开度和调节排气阀门开度,通过自动调节进出气流量达到动态平衡来实现负压区间全量程的真空度准确控制。[/size][size=16px] (2)正压区间控制:在低于7MPa范围内的正压控制时,由高压气源、进气阀、传感器和控制器组成闭环控制回路。进气阀门直接采用电气比例阀,比例阀对高于7MPa的高压气源进行减压控制,而真空压力控制器根据压力传感器与设定值比较后输出信号对比例阀进行自动调节。[/size][size=16px] (3)超高压区间控制:对于7~300MPa范围内的超高压控制,进气阀门需要采用电气比例阀和背压阀的组合形式。背压阀对超高压进气进行减压来控制控制油渣罐内的超高压力,电气比例阀作为先导阀来调节背压阀,真空压力控制器根据压力传感器与设定值比较后输出信号对比例阀进行自动调节。[/size][size=18px][color=#339999][b]3. 解决方案[/b][/color][/size][size=16px] 根据前述的油炸装置真空压力控制原理以及三个不同真空压力范围的控制方法,本文提出了三个相应的具体解决方案。[/size][size=16px][color=#339999][b]3.1 真空负压控制解决方案[/b][/color][/size][size=16px] 基于图1所示的油炸装置结构,真空负压控制的解决方案具体如图3所示。[/size][align=center][size=16px][color=#339999][b][img=03.油炸装置真空负压控制系统结构示意图,550,238]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291416416718_3794_3221506_3.jpg!w690x299.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图3 油炸装置真空负压控制系统结构示意图[/b][/color][/size][/align][size=16px] 方案中采用了电动针阀进行进气流量调节,采用电动球阀进行排列流量调节,真空计为1000Torr量程的薄膜电容规。在油炸装置中对选用的电动针阀和电动球阀有较高的要求,一方面是要有较好的真空密封性能,更重要的是还要具有较快的调节速度,以便能对油炸过程中温度变化以及水分蒸发造成的气压突变进行快速调节。[/size][size=16px] 另外,所用的电动针阀和球阀较适用于小尺寸的油炸罐体,对于较大规格的油炸罐体,可以考虑采用具有相同性能的进气电动球阀和排气电动蝶阀,以满足大尺寸腔体对大流量进气和排气的需要。[/size][size=16px] 解决方案中的另一个重要内容是真空压力控制器,这里的控制器是一个高精度通用型的双通道PID控制器,两个独立通道分别用于电动针阀和电动球阀开度的控制。另外,此真空压力控制器具有通讯接口和配套的计算机软件,可通过上位机编程进行控制,也可能用计算机直接运行软件进行控制操作。[/size][size=16px][color=#339999][b]3.2 正压控制解决方案[/b][/color][/size][size=16px] 同样基于图1所示的油炸装置结构,7MPa以下正压控制的解决方案具体如图4所示。[/size][align=center][size=16px][color=#339999][b][img=04.油炸装置7MPa以下压力控制系统结构示意图,500,246]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291417152373_4414_3221506_3.jpg!w690x340.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图4 油炸装置7MPa以下正压控制系统结构示意图[/b][/color][/size][/align][size=16px] 方案中采用了电气比例阀直接对油炸罐压力进行控制,即对高压气源的压力进行减压后输送到油炸罐。电气比例阀的控制则采用了真空压力控制器,同样,也可以采用上位机和计算机直接对电气比例阀进行控制。[/size][size=16px] 方案中需要注意的是,电气比例阀仅能满足小尺寸油炸罐内的压力控制,针对较大尺寸的油炸罐,则需要在电气比例阀后面增加流量放大器,以对大尺寸罐体内的压力快速响应和控制。[/size][size=16px][color=#339999][b]3.3 超高压控制解决方案[/b][/color][/size][size=16px] 同样基于图1所示的油炸装置结构,超高压控制的解决方案具体如图5所示。[/size][align=center][size=16px][color=#339999][b][img=05.油炸装置超高压300MPa压力控制系统结构示意图,500,317]https://ng1.17img.cn/bbsfiles/images/2023/03/202303291417342442_4888_3221506_3.jpg!w690x438.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图5 油炸装置超高压控制系统结构示意图[/b][/color][/size][/align][size=16px] 图5中的解决方案与图4所示的正压控制解决方案类似,这里的电气比例阀是作为先导阀来驱动背压阀,背压阀则对输入的超高压气源进行减压以实现油炸罐内的超高压控制。[/size][size=16px] 在此方案中需要采用两路气源,一路气源用于驱动电气比例阀,另一路气源作为油炸罐的工作气源。[/size][size=16px] 油炸罐的超高压力自动控制也采用了真空压力控制器,控制器根据压力传感器信号来控制电气比例阀,电气比例阀驱动背压阀,由此实现对背压阀的间接控制。同样,也可以采用上位机和计算机直接对背压阀进行控制操作。[/size][size=18px][color=#339999][b]4. 总结[/b][/color][/size][size=16px] 采用真空压力控制器、电动针阀、电动球阀、电气比例阀、背压阀和真空泵的自动化控制解决方案,可以实现食品油炸过程中的真空压力准确控制,提高油炸食品的质量和口感。[/size][size=16px] 解决方案的另外一个特点是可以采用灵活的组合,实现不同范围的真空压力控制,可满足不同压力场要求的油炸设备,也可满足不同尺寸大小的油炸罐真空压力控制需要。[/size][size=16px] 解决方案具有很强的可扩展性和灵活性,在实现真空压力控制的同时,真空压力控制器还可以拓展应用到油炸过程中的温度和其他参数的控制,控制器的小巧尺寸和通讯功能可方便的集成在油炸装置的控制系统中,也可单独构成中央控制单元。[/size][size=18px][color=#339999][b]5. 参考文献[/b][/color][/size][size=16px][1] Andrees-Bello, A., P. Garc?a-Segovia, and J. Mart?nez-Monzo. 2011. Vacuum frying: An alternative to obtain high-quality dried products. Food Engineering Reviews 3 (2):63–78.[/size][size=16px][/size][align=center]~~~~~~~~~~~~~~~~[/align][size=16px][/size][size=16px][/size][size=16px][/size]
[color=#000000]近日,中国地质调查局北京探矿工程研究所研发的“一种高温高压和低温高压流变仪”获国家发明专利授权,专利号ZL201711364549.9。[/color][color=#000000]探矿工程所依托国家重大科学仪器设备开发专项“超高温高压钻井液流变仪的研发及产业化”项目,创新研发了耐酸碱盐腐蚀的高温高压测试腔、外环式强力磁耦合旋转驱动装置和非接触式高精度粘度测量装置,配套开发了高可靠性自动测控软件系统,攻克了高温高压动态密封和高精度粘度信号测试等多个难题,成功研发了该高温高压和低温高压流变仪,可测量钻井液、压裂液等样品在高温高压(320℃、220MPa)和低温高压(-10℃、220MPa)条件下的流变性能,并通过了异地测试和可靠性测试。[/color][color=#000000]该成果已取得多项转化应用成效。一是服务青海共和干热岩科技攻坚战GH-03井钻探工作,对200℃、50MPa环境下的高温钻井液流变性进行了现场测试,为优化超高温水基钻井液的配方和性能提供了依据,保障了工程的顺利实施。二是已有2台成套样机实现转化,用于支撑中石油等单位高温高压深井钻探现场。三是已为多所高校、研究机构提供了高温高压钻井液流变性测试服务。[/color][color=#000000]下一步,项目团队将开展小型化、系列化流变仪研发工作,为地球深部探测与矿产资源勘查、天然气水合物试采等钻探工程提供支撑。[/color][align=center][color=#000000][img=W020240311507880773505.jpg]https://img1.17img.cn/17img/images/202403/uepic/f58e1b84-02f8-412a-bbcb-2708c3e0ed49.jpg[/img][/color][/align][来源:地调局探矿工程所][align=right][/align]
超高压液相色谱中使用亚2μm填料,以其高效、快速的特点已成为液相色谱发展的新方向之一。该文在回顾压力对液相色谱行为影响研究的基础上,对超高压液相色谱仪器的进展及相关问题加以系统综述,引文36篇。【作者单位】:南京理工大学工业化学研究所 南京理工大学工业化学研究所 南京理工大学工业化学研究所 大连依利特分析仪器有限公司 中国科学院大连化学物理研究所 江苏南京210094 大连依利特分析仪器有限公司 辽宁大连116023 江苏南京210094 大连依利特分析仪器有限公司 辽宁大连116023 江苏南京210094 辽宁大连116023 中国科学院大连化学物理研究所 辽宁大连116023 辽宁大连116023 华东理工大学 上海200237【关键词】:超高压液相色谱仪 亚2μm填料 柱效 综述【基金】:国家自然科学基金面上基金资助项目(No.20675083)【分类号】:O657.72【DOI】:CNKI:SUN:SPZZ.0.2008-01-020【正文快照】: 在进行色谱方法建立时,人们力求在尽可能短的分析时间内获得尽可能多的样品信息。因此,高效、快速的色谱分离方法始终是分析学家追求的目标。在液相色谱方法中,采用小粒径的填料通常可以得到更高的柱效及更快的分离速度。[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=107372]超高压液相色谱仪的研究进展及超高压引起的相关问题[/url]
随着我国计量行业的飞速发展,在准确度已经接近世界水平的同时,省力、快速得到了越来越多计量操作人员的关注。检测的省力,安全成为了高压阶段检测的基础要求。一、如何轻松造高压。一个腔体内,存在一定体积的气体或液体,然后用外力增加气体或液体的体积,或者降低腔体容积来进行升压,这个过程的费力程度可想而知。华信生产的HX675采用特殊预压技术,完全解决了造压难的问题,首先通过一个小缸体进行预压,轻松达到10至20MPa,然后通过控制三通道的截止阀,改变油路,通过大缸体向预压小缸加压,省力快速,与低压检测一样省力。二、不存在的危险性一个腔体内,存在160、250MPa的压力,如果发生状况,会有什么样的危险状况发生?不要想象,在华信生产的手动液压源高压产品,根本不会存在此情况,缸体采用整体不锈钢化结构,将压力完全存在两个固化缸体内,特殊阀门设置,设备管路不存在高压,完全规避了管路承受不了高压所带来的危险系数,安全,绝对安全,是华信手动液压源的产品基础。







 我要推广仪器
我要推广仪器
 下载APP
下载APP