推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询



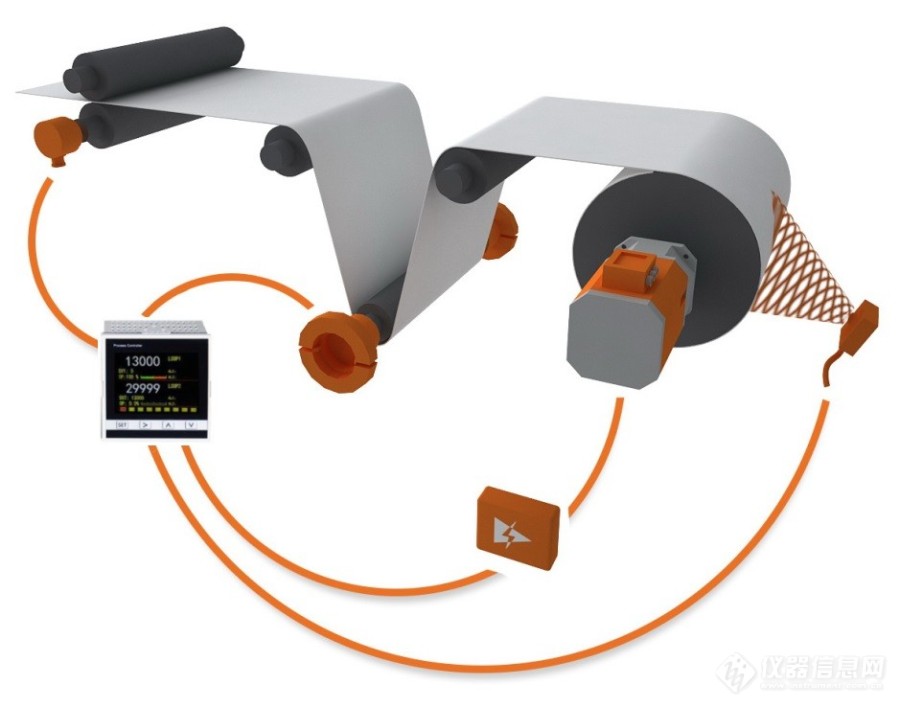
[align=center][color=#990000][b]超高精度浮辊和张力双回路控制器:Montalvo张力控制器的国产替代[/b][/color][/align][align=center][color=#990000]Unwind Tension Controller for Dancer Input with Tension Indication—— Domestic Substitution of Montalvo Tension Controller[/color][/align][align=center][img=超高精度浮辊和张力双回路控制器:Montalvo张力控制器的国产替代,690,542]https://ng1.17img.cn/bbsfiles/images/2022/10/202210092010572560_1350_3221506_3.jpg!w690x542.jpg[/img][/align][color=#990000]摘要:针对目前市场上张力控制器普遍存在的测控精度较差、功能单一、适用传感器类型少和PID参数无法自整定等问题,本文分析了国外浮辊和张力双通道控制器的技术特点。对标国外高端张力控制器产品,本文重点介绍了国产替代产品的性能,国产张力控制器同样具有浮辊和张力双回路控制功能,但由于每个通道都采用了24位AD、16位DA和双精度浮点运算,可以实现超高精度的张力控制,而所具有的PID自整定功能则使得操作更为快捷方便。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#990000][b]一、问题的提出[/b][/color][/size]张力控制器主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制仪表,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。一套典型的张力控制系统主要由张力控制器,张力读出器,张力检测器,制动器和离合器构成。根据环路可分为开环,闭环或自由环张力控制系统;根据对不同卷材的监测方式又可分为超声波式,浮辊式,跟踪臂式等。典型的张力控制器主要由AD,DA转换器和高性能微处理器等组成,张力控制器与张力传感器和电气比例阀组成典型的张力控制系统。在具体张力控制过程中,张力控制器是根据张力传感器和A/D模式转换器测量到的张力与设定的目标张力相比较后,经微处理器PID运算自动调整D/A输出从而改变电气比例阀的输出压力来实现卷料的张力调节,可广泛用于各种需对张力进行精密测控的场合,具有使用灵活和广泛的适用性。目前市场上有各种张力控制器,但在高精度张力控制过程中,普遍存在以下不足:(1)测量精度较低:普遍采用12位AD模数转换器,个别国外产品用了16位AD模数转换器,对于一些高精度的张力传感器输出显然无法准确测量,测量精度无法满足高精度控制要求。(2)输出精度较差:普遍采用12位DA数模转换器,个别国外产品用了14位DA数模转换器,对于一些高精度的张力控制显然无法实现。(3)浮点运算精度较差:目前市场上商品化张力控制器的PID运算基本都是采用单浮点方式进行,运算精度较差,从而使得输出百分比的最小调节量也只能为0.1%,根本无法进行电气比例阀输出压力的精细调节,进而无法实现超高精度的张力控制。(4)单通道控制:绝大多数张力控制器尽管可以实现如收放卷的扭矩控制,过程张力中的速度控制以及浮辊张力控制,但只能选择其中的一种控制模式。而个别国外的张力控制器产品,如Montalvo的Z4UI双回路控制器则能实现放卷扭矩和浮辊位置的同时控制。(5)传感器输入信号类型少:在各种张力控制中会采用到多种不同的传感器,如超声波探头,浮辊,电位器和激光等,这些不同传感器所输出的信号类型和量程有多种形式,但目前绝大多数张力控制器的输入型号类型非常有限。(6)PID参数无法自整定:在有些张力控制过程中,需要准确无超调的PID控制,快速且自动的选择合适PID则显着尤为重要,但目前很多张力控制器并没有这项PID参数自整定功能。针对上述目前张力控制器中普遍存在的问题,特别是为了实现超高精度张力控制以及相关控制器的国产替代,本文将对国外高端张力控制器技术特点进行分析,并对标国外产品介绍研发的新型浮辊和张力双回路超高精度控制器产品。[b][size=18px][color=#990000]二、Montalvo公司 Z4UI 双回路张力控制器技术特点分析[/color][/size][size=18px][color=#990000][/color][/size][/b]蒙特福Montalvo公司是国外著名的张力控制相关产品生产厂商,其最具特点的控制器产品是Z4UI浮辊和张力双回路控制器,我们将对标此张力控制器进行分析。蒙特福Z4UI浮辊和张力双回路控制系统结构如图1所示,控制器内置了张力指示器,能够同时检测浮辊电位计信号和张力检测器的张力信号,从而提供高精度的张力控制。它集合了浮辊吸收缓冲张力波动的功能和张力检测器精确、稳定的检测优势,通过渐进式“Progressive“ PID 控制电路调节放卷制动器的转矩输出,保持浮辊臂的位置不变来实现张力控制。模拟式张力表显示卷材的张力大小,操作员可直接监视张力稳定性,并根据张力表显示的实际卷材张力,来调节浮辊臂上的载荷从而保持理想张力。[align=center][color=#990000][img=01.Z4UI浮辊和张力双回路控制.jpg,690,275]https://ng1.17img.cn/bbsfiles/images/2022/10/202210092013010509_6406_3221506_3.jpg!w690x275.jpg[/img][/color][/align][align=center][color=#990000]图1 Z4UI双回路控制器在浮辊和张力控制系统中应用的结构示意图[/color][/align]由此可以看出,蒙特福Z4UI控制器是个典型的双回路闭环控制器。其中,一个回路是通过检测浮辊位置信号(DPS-1位置传感器或浮辊电位器)来控制第一个电气比例阀(I/P转换器)压力输出,由此来调整气缸位置将气压转换成扭矩输出达到张力调节。另一个回路通过检测卷径信号(接近开关或超声波探头)来控制第二个电气比例阀(I/P转换器)压力输出,由此来调整放卷位置达到张力调节。由此可见,蒙特福Z4UI双回路控制器是通过同时对两个变量的检测和控制来实现高精度的放卷调节。蒙特福Z4UI控制器的另外一个特点是采用RS-232与上位机(PLC或PC)进行通讯,采用控制软件进行所有操作,减少了人工界面操作的复杂程度。[b][size=18px][color=#990000]三、国产双回路超高精度张力控制器[/color][/size][/b]从上述蒙特福Z4UI双回路张力控制器技术特点可以看出,双回路张力控制器的核心技术内容就是一个非常典型的双通道PID控制器,张力的控制则是采用外置传感器实现电气比例阀的串级形式的PID控制,因此,双回路张力控制器的技术特征就是双通道的电气比例阀串级PID控制。基于此分析,结合我们在真空压力方面进行电气比例阀超高精度串级PID控制的成功经验,我们可以将通用型的VPC-2021系列PID调节器(单通道和双通道)应用于张力控制中,由此可完全实现蒙特福Z4UI双回路张力控制器的替代。VPC-2021-2系列双通道PID调节器是标准形式的工业用控制器,具有96×96mm、96×48mm和48×96mm三种规格,但其最大优点是具有超高精度检测和控制能力,其中具有24位AD模数转换、16位DA数模转换和双精度浮点运算能力,具备0.01%的最小输出百分比。用于张力控制的双通道超高精度PID控制器如图2所示,电气接线如图3所示,主要技术指标如下:[align=center][color=#990000][img=VPC 2021-2超高精度PID控制器,600,266]https://ng1.17img.cn/bbsfiles/images/2022/10/202210101508335313_3719_3221506_3.jpg!w690x307.jpg[/img][/color][/align][align=center][color=#990000]图2 VPC 2021-2系列双通道张力控制器[/color][/align](1)真彩色IPS TFT长寿命LED背光、全视角液晶显示。(2)独立双回路控制,每路控制输出刷新率50ms,双通道独立的输入和输出,双回路报警功能可以多功能应用,每通道都具备独立的PID控制功能,每个通道都可进行独立的手动和自动控制切换。(3)万能型信号检测能力,即每通道都具备47种输入信号形式,仅需通过设置极可完成信号类型和量程选择,由此可满足各种规格和形式的张力探测器的引入。除了能测量各种张力传感器、位置传感器给出的模拟电压、电流和电阻信号之外,还可以测量各种温度传感器和压力传感器等各种信号,传感器输出端直接接入控制器并在控制器上进行选择即可使用。(4)双通道独立控制输出,输出信号有线性电流、线性电压、继电器输出、固态继电器输出和可控硅输出五种形式,可用于直接驱动电气比例阀(或电子压力转换器)进行张力控制,也可以驱动各种阀门和加热器等执行机构进行真空度、压力和温度等参数的控制。(5)支持数字和模拟远程操作功能,支持标准MODBUS RTU 通讯协议。(6)采用自主改进型PID算法,支持对PV微分和无超调控制算法。5组PID存储和调用,10组输出限幅等实用功能。每个通道采用独立的PID参数,且可独立的进行PID参数自整定。(7)带传感器馈电供电功能(24V,50mA)。(8)支持一路过程变量变送功能,变送的过程变量可选PV测量值、SV设定值、控制输出值和偏差值,变送输出类型有4-20mA, 0-10mA, 0-20mA, 0-10V, 2-10V, 0-5V, 1-5V七种。(9)两组开关量光隔输入端,可以实现各种应用功能的灵活应用切换。(10)随机配备强大的控制软件,可通过软件进行控制参数设置、运行控制、过程曲线显示和存储,非常便于过程控制的调试。[align=center][img=,690,276]https://ng1.17img.cn/bbsfiles/images/2022/10/202210101726466183_8818_3221506_3.png!w690x276.jpg[/img][/align][align=center][color=#990000]图3 VPC 2021-2系列双通道控制器电气连接图[/color][/align]从上述国产控制器技术指标可以看出,国产VPC 2021-2系列双通道控制器的性能和功能要远优于蒙特福Z4UI控制器,并具有强大的拓展能力,完全可以实现对蒙特福Z4UI控制器的替代。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][align=center][/align][align=center][/align][align=center][/align]
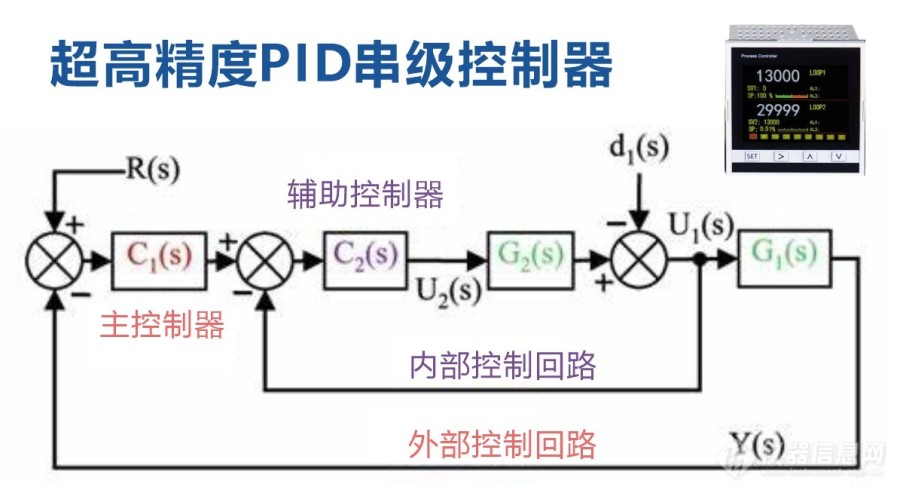
[size=16px][color=#339999][b]摘要:针对现有技术在印刷或喷绘设备中油墨流量控制不准确,使得油墨粘稠度产生异常造成批量性质量方面的问题,本文提出了相应的串级控制解决方案,即通过双回路形式同时控制油墨的流量和压力。本解决方案不仅可以保证油墨最终流量的控制精度和避免出现质量问题,同时还采用了专门的PID串级控制器,代替传统的PLC控制器且无需再进行编程工作。[/b][/color][/size][align=center][size=16px] [img=高精度级联控制器在印刷和喷绘设备油墨流量控制中的应用,550,300]https://ng1.17img.cn/bbsfiles/images/2023/05/202305161500376435_5330_3221506_3.jpg!w690x377.jpg[/img][/size][/align][b][size=18px][color=#339999]1. 问题的提出[/color][/size][/b][size=16px] 油墨是用于印刷的重要材料,它通过印刷或喷绘将图案、文字呈现在承印物上。油墨中的主要成分和辅助成分主要由连结料(树脂)、颜料、填料、助剂和溶剂等组成,它们均匀地混合并经反复轧制而成一种黏性胶状流体。油墨具有一定的粘稠度,当油墨在管道内输送时,如果流量发生改变或发生其他意外情况,就会导致油墨的粘稠度发生改变,很容易造成批量性的不良品发生。由此可见,油墨流量的精密和稳定控制是印刷和喷绘设备中的核心技术之一。[/size][size=16px] 针对油墨流量精密控制需求,特别是根据客户的要求以及现有技术的不足,希望可以进行技术升级以预防因油路,气路,或者油墨粘度异常造成批量性的问题。为此,为了具体解决油墨流量控制不准确使得油墨粘稠度产生异常造成批量性质量问题,本文提出了相应的解决方案。[/size][size=18px][color=#339999][b]2. 解决方案[/b][/color][/size][size=16px] 解决方案基于流量和压力串级控制原理,即对油墨流量和油墨压力同时进行调整,由此实现高精度的油墨流量控制。解决方案的结构如图1所示。[/size][align=center][size=16px][color=#339999][b][img=01.油墨流量和压力精密控制系统结构示意图,690,312]https://ng1.17img.cn/bbsfiles/images/2023/05/202305161502292249_6607_3221506_3.jpg!w690x312.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 油墨流量串级控制系统结构示意图[/b][/color][/size][/align][size=16px] 如图1所示,解决方案的油墨流量控制系统由压力控制和流量控制两个闭环控制回路构成,这两个控制回路详述如下:[/size][size=16px] (1)压力控制回路:压力控制回路由电气比例阀独立构成,其内部包括压力传感器、调节阀和控制器。压力控制回路的作用是对高压气源压力进行自动减压,并快速恒定控制在压力设定值上。压力控制回路作为串级控制(或双闭环控制)的辅助控制回路(内部闭环回路),主要用来控制加载在油墨桶上的压力,以便快速调节和控制油墨桶的油墨输出流量。[/size][size=16px] (2)流量控制回路:流量控制回路由流量计、串级控制器和压力控制回路构成。在控制过程中,串级控制器检测流量计输出信号并与设定值比较,然后驱动压力控制回路使油墨输出流量稳定在设定流量值上。流量控制回路作为串级控制(或双闭环控制)的主控制回路(外部闭环回路),主要用来检测油墨桶的输出流量并给压力控制回路输出控制设定值。[/size][size=16px] 通过上述两个控制回路的串联最终构成串级控制(级联控制或双闭环)回路,即流量控制回路的输出作为压力控制回路的输入,压力控制回路作为最终流量控制回路的执行机构。[/size][size=16px] 另外需要说明的是,图1只是给出了双闭环控制回路的结构示意图,在具体实施过程中还需根据流量控制精度、耐压范围和油墨喷嘴孔径等工艺参数进行相应的配套器件选择,在此方案中使用了超高精度的PID串级控制器,具有24位AD、16位DA和0.01%最小输出百分比,这样基本就可以满足绝大多数油墨流量控制精度的要求。[/size][size=16px][color=#339999][b]3. 总结[/b][/color][/size][size=16px] 本文所述的串级控制系统,通过PID串级控制器、电气比例阀、压力传感器和高精密流量计等元件,通过流量控制和压力控制的双闭环控制形式,实现了设定流量和实际流量自动精密控制。由此可预防因油路、气路或者油墨粘度异常造成批量性的不良发生。[/size][size=16px] 本解决方案的特色之一是采用专门的PID串级控制器来代替一般控制中所用的PLC控制装置,通过串级控制器的配套软件可方便进行流量控制,无需再对PLC控制装置进行编程的繁复操作。[/size][align=center][b][color=#339999][/color][/b][/align][align=center][size=16px][color=#339999][b]~~~~~~~~~~~~~~~~[/b][/color][/size][/align]
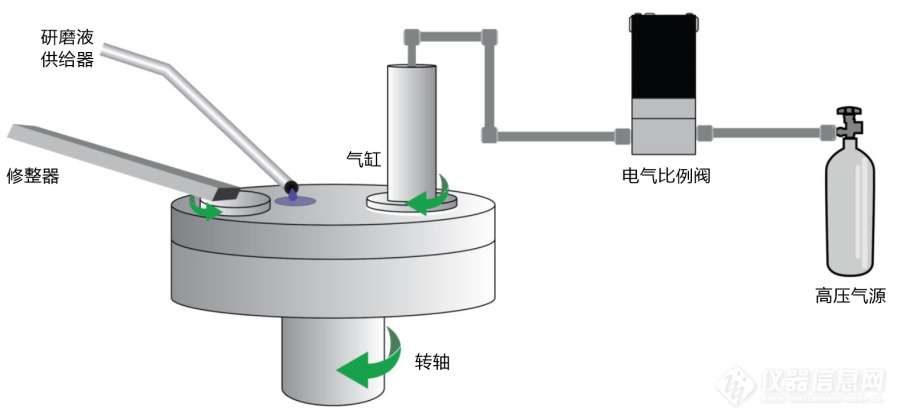
[color=#990000]摘要:为大幅度提高现有CMP工艺设备中压力控制的稳定性,在现有电气比例阀这种单回路PID压力调节技术的基础上,本文提出了升级改造方案,即采用串级控制法(双回路PID控制,也称级联控制),通过在现有电气比例阀回路中增加更高精度的压力传感器和PID控制器,可以将研磨抛光压力的稳定性提高一个数量级,从1~2%的稳定性提升到0.1~0.2%。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [size=18px][color=#990000][b]一、问题的提出[/b][/color][/size]在半导体制造过程中,化学机械抛光(CMP)是在半导体晶片上产生光滑、平坦表面的关键工艺。CMP工艺中的压力控制是决定最终产品质量的关键因素。如果压力过高,会损坏半导体材料;如果压力太低,会导致表面不平整。CMP系统中需要配置专用的压力调节装置,以确保压力保持在安全范围内。通过将压力保持在安全范围内,压力调节装置有助于确保半导体晶片在CMP过程中不被损坏。目前的CMP系统中普遍采用电气比例阀作为压力调节器,其典型结构如图1所示。在CMP中采用比例阀来控制抛光过程中施加在晶圆上的压力。由于比例阀是电子控制和压力值的模拟信号输出,因此可以通过控制系统(如PLC)对其进行动态编程和压力监控,这意味可以根据被抛光的特定晶片准确改变施加的压力。此外,由于电气比例阀作为压力调节器是一个闭环控制,即使在下游压力发生变化期间,施加在抛光垫上的压力也会保持不变,由此实现压力的自动调节。[align=center][img=常规研磨机电气比例阀压力控制系统结构,600,280]https://ng1.17img.cn/bbsfiles/images/2022/09/202209150917534790_1434_3221506_3.png!w690x322.jpg[/img][/align][align=center]图1 常规CMP系统中电气比例阀压力控制装置结构示意图[/align]在一些CMP工艺的实际应用中,要求抛光压力具有很高的稳定性,图1所示的常规压力调节装置则无法满足使用要求,这主要体现在以下几方面的不足:(1)电气比例阀的整体控制精度明显不足,其整体精度(包含线性度、迟滞和重复性)往往在1~2%范围内。这种精度水平主要受集成在比例阀内的压力传感器、高速电磁阀和PID控制器性能和体积等因素制约,而且进一步提高的空间非常有限。(2)电气比例阀安装位置与气缸有一定的距离,由此造成比例阀所检测到的压力值并不是气缸的真实压力,而且比例阀处压力与气缸压力之间有一定的时间滞后。为解决上述存在的问题,进一步提高现有CMP工艺设备中压力控制的稳定性,在现有电气比例阀这种单回路PID压力调节技术的基础上,本文将提出升级改造方案,即采用串级控制法(双回路PID控制,也称级联控制),通过在电气比例阀回路中增加更高精度的压力传感器和PID控制器,可以将研磨抛光压力的稳定性提高一个数量级,从1~2%的稳定性提升到0.1~0.2%。[size=18px][color=#990000][b]二、CMP设备压力控制的串级PID控制方案[/b][/color][/size]在传统的CMP设备压力调节过程中,采用电气比例阀进行压力调节的稳定性完全受集成在比例阀内的压力传感器、高速电磁阀和PID控制器性能和体积等因素制约。为了提高压力控制的稳定性,并充分发挥电气比例阀的自身优势,我们采用了一种串级控制技术,即在作为第一回路的电气比例阀中增加第二控制回路,其中第二控制回路由更高精度的压力传感器和PID控制器构成。串级PID控制方案的整体结构如图2所示。[align=center][img=03.超高精密研磨机电气比例阀压力串级控制系统结构,600,333]https://ng1.17img.cn/bbsfiles/images/2022/09/202209150918245058_1534_3221506_3.png!w690x384.jpg[/img][/align][align=center]图2 串级控制法CMP系统压力控制装置结构示意图[/align]在图2所示的串级控制法压力调节装置中,安装了一个外置压力传感器用于直接监测气缸内的气压,压力传感器检测到的气缸压力信号传输给外置的PID控制器,外置PID控制器根据设定值或设定程序将控制信号传送给电气比例阀,比例阀根据此控制信号再经其内部PID控制器来调节高速电磁阀的动作,使得电气比例阀输出到气缸的气体气压与设定值始终保持一致。从上述串级控制过程可以看出,串级控制是一个双控制回路,是两个独立的PID控制回路,电气比例阀起到的是一个执行器的作用。串级控制法(也称级联控制法)是一种有效提升控制精度的传统方法,但在具体实施过程中,需要满足的条件是:[color=#990000]第二回路的传感器和PID控制器(这里是外置压力传感器和PID控制器)精度一般要比第一回路的传感器(这里是电气比例阀内置的压力传感器和PID控制器)要高。[/color]为了实现更高稳定性的CMP系统压力控制,我们推荐的实施方案是采用0.05%精度的外置压力传感器和超高精度PID控制器(技术指标为24位ADC、16位DAC和双浮点运算的0.01%最小输出百分比)。此实施方案我们已经进行过大量考核试验,压力稳定性可以轻松达到0.1%。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]










 我要推广仪器
我要推广仪器
 下载APP
下载APP



