推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
 铜牌19年
铜牌19年
 400-860-5168转0960
留言咨询
400-860-5168转0960
留言咨询
 400-860-5168转4273
留言咨询
400-860-5168转4273
留言咨询
 400-860-5168转0960
留言咨询
400-860-5168转0960
留言咨询
 留言咨询
留言咨询


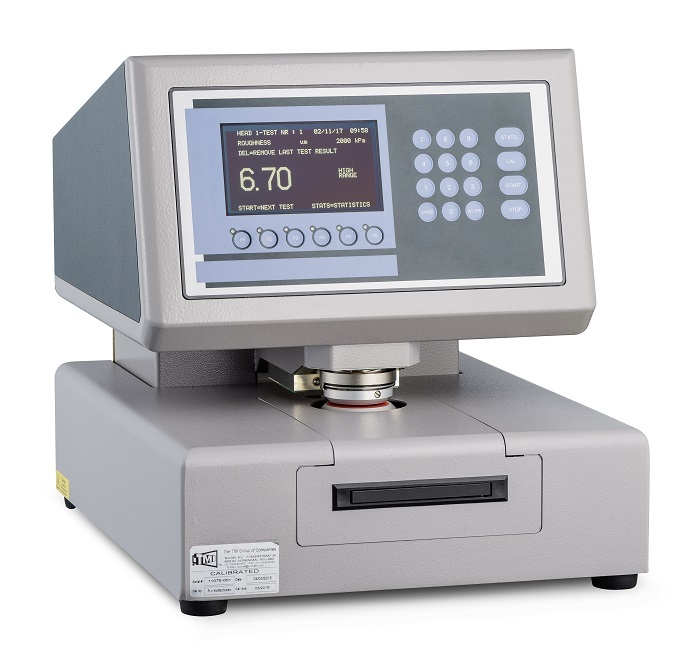
便携式粗糙度仪如何检定,Mahr M2 请高人指点
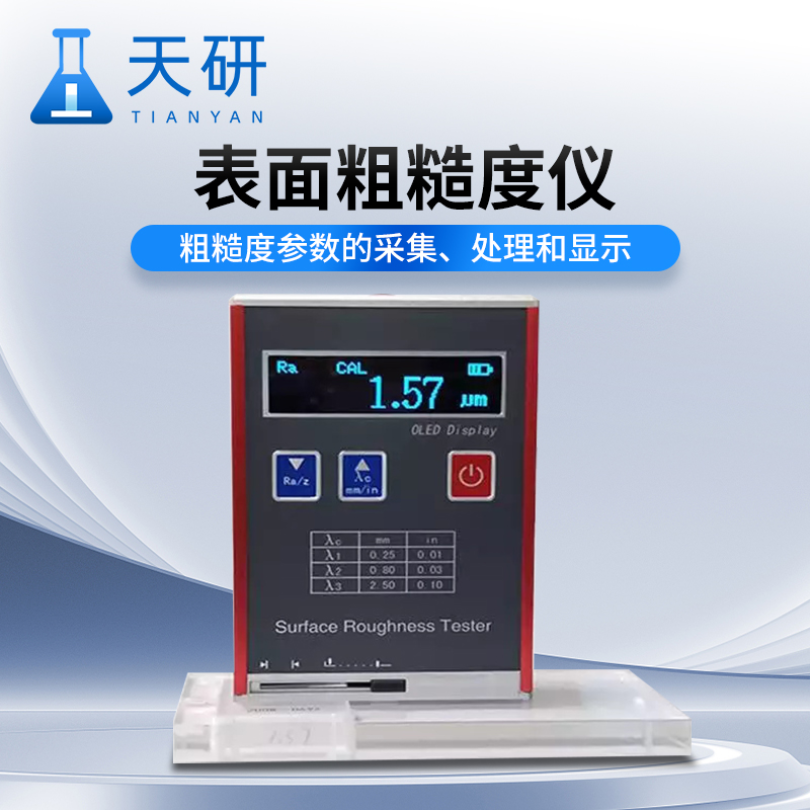
粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,最早一般用对比样板来评定工件表面粗糙度,从▲1到▲14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。粗糙度仪是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。 粗糙度仪分类: 粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称,国外先研发生产后来才引进国内,目前市场上粗糙度仪品牌主要有:英国泰勒粗糙度仪、德国马尔粗糙度仪、德国霍梅尔表面粗糙度仪、日本三丰粗糙度仪、东京精密粗糙度、瑞士泰萨粗糙度仪、英国易高粗糙度这些都是国外生产厂商品牌;国内生产厂家品牌主要有:北京时代粗糙度仪、哈量粗糙度仪、宁波联合、上海泰明、304、威尔逊、兰泰等。其中时代集团生产的粗糙度仪(时代粗糙度仪)在国内占有80%左右的市场份额。粗糙度仪从测量原理上主要分为两大类:接触式和非接触式,接触式粗糙度仪主要是主机和传感器的形式,非接触式粗糙度仪主要是光学原理例如激光表面粗糙度仪。从测量使用的方便性上说又可分为:袖珍式表面粗糙度仪(代表性产品主要有:时代TR100、TR101、TR110、TR150袖珍式表面粗糙度仪和现已停产的英国泰勒DUO袖珍式表面粗糙度仪)、手持式粗糙度仪(代表性产品主要有TR200/220手持式粗糙度仪、泰勒25粗糙度仪、M1/M2粗糙度仪等品牌型号,不一一列举)、便携式粗糙度仪(代表性产品主要有TR240便携式粗糙度仪和TR300粗糙度形状测量仪等)、台式粗糙度仪(品牌型号较多一一列举,有些手持式粗糙度仪和便携式粗糙度仪配上相应的测量平台即可以当台式粗糙度仪使用)。粗糙度仪从功能又可划分为:表面粗糙度仪、粗糙度形状测量仪(TR300粗糙度形状测量仪是界于表面粗糙度仪和表面粗糙度轮廓仪之间的一款测量表面粗糙度的仪器,也可说是微观表面粗糙度轮廓仪)和表面粗糙度轮廓仪(代表性产品主要有英国泰勒表面粗糙度轮廓仪、德国马尔粗糙度轮廓仪、德国霍梅尔表面粗糙度轮廓仪、日本三丰表面粗糙度轮廓仪)。 粗糙度仪测量原理 测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC机进行通讯。
什么是印刷油墨漂移现象?阳光变色材料供应商介绍包装印刷的油墨甚至表印塑料油墨在包装印刷一段时间(特别是温度高时),因含有表面活性剂的油墨在印刷岀的图文在膜外析岀或迁移到许多底部承印物上。如果在商品包装后油墨迁移至商品上的现象称谓迁移。 而渗透往往是因为油墨体系中含活性剂的树脂(粘性太小)加速了颜、染料逐步向内渗透力的现象。光泽差、墨膜无光泽这是多数油墨常常遇到的。有时在印刷过程加入了稀释要、或用错溶剂也同样会岀现此现象。这是什么原因呢?1. 是油墨体系中的树脂游离所致的迁移,特别是热塑性树脂连结料的软化点过低或环境温度太高等造成的迁移或变形 2. 是渗透常指在包装印刷油墨体系中的颜、染料的特性所引起的渗透,也有因承印物本身不抗渗透,其次油墨树脂连结太少了也会造成渗透。特别是溶剂与树脂之间的溶解度不平衡造成的混浊状而无法在竞争吸附中将颜料颗粒紧紧地进行(树脂液的)表面(活性)包覆其结果就会岀现渗透到承印物的背面上 3. 是因承印物不光滑、太粗糙或太薄易渗透的光泽差,也有因包装印刷油墨中的连结料(树脂)含量少或树脂与溶剂之间的溶解度不好(不透明、混浊、色太淡)等等。 阳光变色材料供应商提出印刷油墨漂移现象的解决方法如下:1.加入两性树脂或适量加入硬树脂(软化点高的或热固性树脂) 2.加入增稠剂或加大树脂含量 3.因光泽差可加入廉价的盐类或流平偶联剂等都可 4.添加成膜增光助剂 5.提高印刷力 6.再涂布一道上光油。原文:http://www.uvostech.cn/cjwx/1559.html









 我要推广仪器
我要推广仪器
 下载APP
下载APP