推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转4887
留言咨询
400-860-5168转4887
留言咨询
 400-860-5168转5976
留言咨询
400-860-5168转5976
留言咨询
 400-860-5168转4346
留言咨询
400-860-5168转4346
留言咨询




[font=Tahoma, &][size=16px][color=#444444]在现代的生产中,传统的产品直线度尺寸检验是直尺法、准直法、重力法和直线法等离线检测方法。这种检测方法具有滞后性,检测效率低,而生产企业要想得到快速高质量生产,一台在线直线度测量仪是必不可少的。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度测量仪是可进行在线无损直线度尺寸检测的设备,可在生产线上监测直线度的微小变化,提供及时的检测数据,在超差时进行声光提醒,从而实现高质量的生产。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度测量仪由3台测量仪构成,每台测量仪内采用成90°交叉分布的2路光电测头测量棒材边缘的位置,利用2路测头的位置数据计算测量点在坐标系中的实际偏差。因此,无论被测物的弯曲方向如何,测量仪均可测得真实的直线度尺寸。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]测径工作介绍:棒材通过测量仪的测量区,每台小型测量仪分别实时采集直径数据。当外径测量的数据超过设定的公差范围时,声光报警器自动声光报警。测量的数据传输到控制柜中进行存储、显示、分析等。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度工作介绍:3台小型测量仪同时采集各截面边沿的位置,计算圆棒的直线度误差,与测径数据采集不冲突。当直线度超过设定的公差范围时,声光报警器自动声光报警,达到合格判定的目的。测量的数据传输到控制柜中进行存储、显示、分析等。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度测量仪可兼顾直径与直线度的检测,直线度测量精度≤±0.5mm。整个系统中测量仪安装在轧制现场,控制柜安放在控制室或其它环境适合电脑工作的室内。测量仪的供电电源由控制柜引入,测量仪的测头采用串口服务器合并成1路数据后通过网线或光缆传输至控制柜内的工控机。[/color][/size][/font][font=Tahoma, &][size=16px][color=#444444]直线度测量仪具有检测精度高、响应速度快、抗干扰性好、可靠性高等特点,能够满足棒材生产现场条件的使用要求。能安装于生产线上进行测量,它可实现长距离大范围的连续测量,同时具有精度高,测量准确性好的特点,这种自动化的在线直线度测量仪在现代工业及国民经济建设中有广泛的应用前景。[/color][/size][/font]
除了扩口试验外,金属管材还有哪些工艺试验?
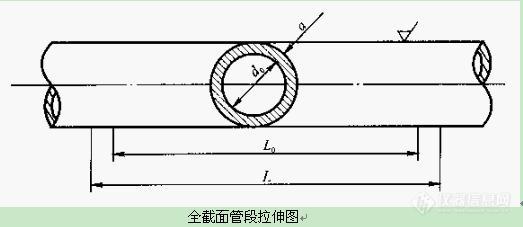
管材试样一般为自管材切取的全截面管段或从管材切取的全壁厚纵向条状试样。对于d《50mm的无缝管,可切取全截面管段进行试验。对于d》50mm的管可切取纵向弧形试样,对于管材壁厚》8mm的,可制成纵向圆形试样。[img]http://ng1.17img.cn/bbsfiles/images/2009/08/200908232242_167310_1622447_3.jpg[/img]










 我要推广仪器
我要推广仪器
 下载APP
下载APP


