推荐厂家
暂无
暂无
 白金12年
白金12年
 400-809-9576
400-809-9576
 留言咨询
留言咨询
 铜牌15年
400-860-5168转1911
留言咨询
留言咨询
铜牌15年
400-860-5168转1911
留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转3986
留言咨询
400-860-5168转3986
留言咨询
 400-860-5168转0766
留言咨询
400-860-5168转0766
留言咨询





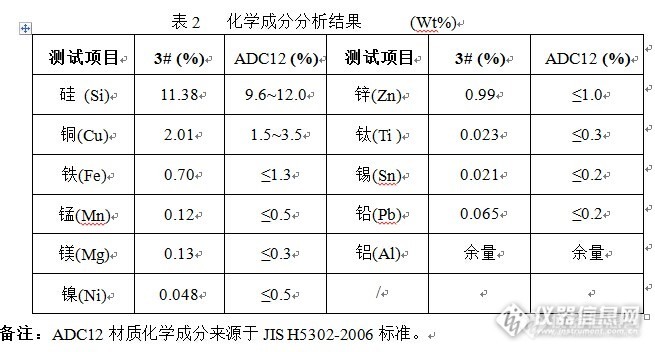
汽车发动机齿轮室断裂原因分析1概述 某汽车上安装使用的发动机齿轮室是靠螺栓及定位销紧固于发动机上。齿轮室生产工艺:铝锭精炼(700~740)℃——压铸成型(675±10)℃——自然时效。汽车行驶里程约为4万公里时,在运行中发现发动机前部漏油,检查发现发动机齿轮室左下部开裂,机油从裂纹处流出。为分析齿轮室开裂原因,对开裂齿轮室进行理化分析,分析结果如下:http://ng1.17img.cn/bbsfiles/images/2014/10/201410241824_519861_2042772_3.jpg2 宏观观察 观察开裂齿轮室,开裂发生在其中一定位销孔处,见图1,裂纹已裂透整个壁厚,从断口上观察,裂纹源起始于反面,虽然断口表面有机械损伤痕迹,但是观察整个断口仍然能清晰观察到由裂纹源(A)、裂纹扩展区(B)和瞬间断裂区(C)三个区域组成,断口明显可观察到贝壳状疲劳条纹,瞬间断裂区断口呈粗结晶状断口,见图2,人工折断断口呈粗结晶状断口,见图3。http://ng1.17img.cn/bbsfiles/images/2014/10/201410241825_519862_2042772_3.jpg3 取样位置http://ng1.17img.cn/bbsfiles/images/2014/10/201410241825_519863_2042772_3.jpg1#——为断裂区电镜观察断口样品,2#——为金相检测样品,3#——为布氏硬度及化学分析样品。4#——为人工折断区电镜观察样品。4 布氏硬度检测 对3#样品表面进行布氏硬度检测,结果为94HBW。5 金相微观观察 对2#样品进行金相磨制,在光学金相显微镜下观察发现,样品局部有较密集的铸造缺陷,见图5,样品经氢氟酸水溶液浸蚀后观察显微组织,基体为(ɑ固溶体+Si共晶硅)共晶体,枝晶为初生ɑ固溶体,见图6,在共晶组织中有部分组织分布不均匀,部分共晶硅呈现短棒状和条状,见图7;样品经硫酸水溶液浸蚀后进行显微观察,发现有较多黑色针状β(Al9Fe2Si2)相和块状铁相组织,见图8。http://ng1.17img.cn/bbsfiles/images/2014/10/201410241826_519864_2042772_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/10/201410241827_519865_2042772_3.jpg6 断口微观观察 对1#和4#断口样品经超声波清洗后,利用扫描电子显微镜+X射线能谱仪进行微观形貌观察,发现断裂起始于孔内壁,裂纹源(A)区,有聚集分布的夹渣,见图9,裂纹扩展区(B)有明显的疲劳辉纹,见图10,瞬间断裂区(C)区,微观形貌为解理+准解理,见图11,孔内壁(D)区域有疏松孔洞及机械损伤,见图12。人工折断区域,微观形貌与瞬间断裂(C)区一样,为解理+准解理,见图13。http://ng1.17img.cn/bbsfiles/images/2014/10/201410241829_519866_2042772_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/10/201410241830_519867_2042772_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/10/201410241831_519868_2042772_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/10/201410241831_519869_2042772_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/10/201410241831_519870_2042772_3.jpg7 X射线能谱分析 对1#[font
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=68275]40Cr齿轮失效分析[/url]
汽车齿轮在线快速检测与分选技术是目前我国汽车齿轮制造业高节拍检测领域内的重要环节,汽车齿轮在线测量仪不仅可进行汽车齿轮生产的快速100%(15 秒╱件)的检测,而且可以根据误差统计分析的结果,实现工艺诊断,从而提高齿轮的制造水平。仪器综合了光、机、电及计算机的综合测量技术,并在测量原理方面进行了探索研究,并取得了一定的技术突破!目前在汽车齿轮测量技术领域,国内生产的齿轮测量仪器主要用于计量室、计量站,自动化程度低、测量速度慢、品种欠缺、对使用环境有较高的要求,难以适应车间现场使用。齿轮测量中心达到上世纪国外八十年代末、九十年代初的水平,但不能适应汽车齿轮生产的快速节拍,难以实现完全的检测和分选。随着对汽车齿轮质量要求的不断提高,实现在线100% 快速检测和分选,已成为发展的必然趋势。









 我要推广仪器
我要推广仪器
 下载APP
下载APP


