推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-666-7037
留言咨询
400-666-7037
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询




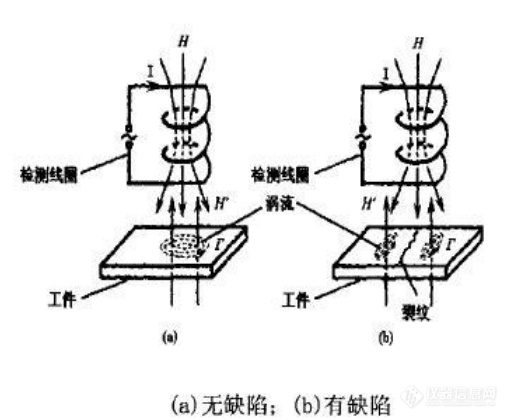
[align=center]电磁无损检测技术[/align][align=center]品控室:张敏莉[/align]摘要:电磁无损检测是无损检测的重要分支,电磁检测技术(涡流、磁漏、磁粉、磁记忆)具有灵敏度高、检测速度快、效率高等优点,是导电材料表面检测的首选方法,在航空、航天、核工业、机械、冶金、石油、化工、电力及汽车、铁道等工业部门的质量检验及管理中发挥着重要的作用。本文就电磁检测技术(涡流、磁漏、磁粉、磁记忆)进行介绍。关键词:电磁检测;涡流;磁漏;磁粉;磁记忆引言无损检测(Nondestruetive Testing,NDT)是指在被检测件状态和性能不被影响和破坏的情况下,根据热、声、光、电、磁等对材料的内部缺陷或结构异常产生反应变化的原理,通过对被测件的检测,判断和评价其内部与表面缺陷的形状、位置、大小、分布、类型、性质、数量及变化,进而评估被检测件的质量、性能和状态等。电磁无损检测是利用材料在电磁场作用下,呈现出的电学或磁学性质的变化,判断材料内部组织及有关性能的试验方法。电磁方法检测材料表面具有检测灵敏度高、信号耦合简单方便等优点,广泛应用于工业生产与科学研究中,是无损检测技术的一个重要分支。近年来随着电子技术、尤其是计算机技术的发展,电磁无损检测的方法研究和仪器设备的开发得到长足进步。1 涡流检测涡流检测是以电磁感应原理为基础的无损检测方法,在变交磁场作用下导电材料产生涡流,材料表面层与近表面层缺陷影响涡流的形态,进而引起线圈阻抗变化,检测过程中将通有交流电的线圈式探头置于被测工件附近时,由线圈中的交流电与被测工件产生电磁感应并在工件上产生涡流,并在涡流检测仪器中以阻抗和电压的形式显现出来,若被测件表面存在缺陷时就会引起涡流强度和分布的变化,进而引起探头线圈阻抗和电压的变化,从而实现对被测工件表面质量的无损检测,其原理如下图所示。[align=center][img=,509,420]https://ng1.17img.cn/bbsfiles/images/2018/09/201809011407472819_4431_2904018_3.png!w509x420.jpg[/img][/align]涡流检测速度高,易于实现自动化检测,特别适合在线普检;采用电信号显示,可存储、再现及进行数据比较和处理;对于表面缺陷的探测灵敏度很高,可对大小不同缺陷进行评价,所以可以用作质量管理与控制;检查时不需接触工件又不用耦合介质,可进行高温下的检测;探头可伸入到远处作业,所可对工件的狭窄区域及深孔壁(包括管壁)等进行检测。近年来涡流检测技术主要分为以下几类:(1)单频涡流检测技术,激励信号是选取单一频率的正弦波电流或电压,通过得到复阻抗平面图以观察缺陷对检测信号的影响进而分析被测工件的电磁特性;(2)多频涡流检测技术,激励信号采用两个或两个以上频率的正弦波电流或电压,由于不同频率的激励信号在被测工件中具有不同的穿透深度,能够获得工件多个深度的信息减少信号失真,提高检测的准确度;(3)远场涡流检测技术,通以低频激励交流电流,可对碳钢或其它强铁磁性管进行有效检测,对检测管内、外壁缺陷及壁厚减薄具有相同的灵敏度,可不受趋肤深度的限制;(4)脉冲涡流检测技术,激励信号为宽频窄脉冲,宽频窄脉冲包含丰富的频率成份在被测工件中激起不同频率的交变涡流场,且低频率成份在工件中的穿透深度较大,可以获得工件中不同深度的缺陷信息。2 磁漏检测磁漏检测是基于铁磁性材料磁性变化的一种无损检测技术,其基本原理是对被检试件进行局部磁化,处于表面或近表面的缺陷会使工件内的磁力线发生畸变,从而逸出工件表面形成“漏磁场”,通过检测工件表面“漏磁场”便可以确定缺陷的位置、形状和大小,其原理如下图所示。[align=center][img=,433,433]https://ng1.17img.cn/bbsfiles/images/2018/09/201809011414161379_1507_2904018_3.png!w433x433.jpg[/img] [/align]磁漏检测具有灵敏度高、检测速度快、对试件表面清洁度要求不高、操作简单、成本低廉等优点,因此被广泛应用于钢铁、石油、石化等领域。随着现代科学技术的发展,尤其是计算机技术的发展,漏磁检测理论研究和检测技术及检测设备有了很大的发展。国内外有关漏磁检测原理的研究工作主要有漏磁检测的正演计算模型、漏磁信号的预处理和漏磁检测的反演计算模型。经过多年的研究与发展,漏磁检测取得了很大进步,出现了许多漏磁检测新技术,其中漏磁传感器阵列检测、聚磁技术、磁屏蔽技术的出现,大大提高了漏磁检测的水平。目前,国外具有代表性的漏磁检测装置主要生产厂家有德国的FCIERSTER研究所、日本的岛津制作所及美国的AMFTUBOSCOPE公司等。3 磁粉检测磁粉检测技术主要依据磁性材料损伤改变磁力线分布的原理,进而显现材料的缺陷。铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的慈力线发生局部畸变 而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度,其原理如下图所示。[align=center][img=,610,395]https://ng1.17img.cn/bbsfiles/images/2018/09/201809011414426062_6684_2904018_3.png!w610x395.jpg[/img][/align]磁粉检测可发现裂纹、折叠、疏松等缺陷,可直观显示缺陷的形状、大小和位置;具有很高的灵敏度,能够检测如发纹这样的细小缺陷;采用合适的磁化方法,几乎可以检测任何形状和大小的工件;相对于其它表面探伤方法成本低,速度快;适应性强,检测稳定。磁粉检测适用于检测铁磁性材料工件表面和近表面尺寸很小,间隙极窄的裂纹和目视难以看出的缺陷;适用于检测马氏体不锈钢和沉淀硬化不锈钢材料,不适用于检测奥氏体不锈钢材料;适用于检测未加工的原材料(如纲坯)和加工的半成品、成品件及在役与使用过的工件;适用于检测管材棒材板材形材和锻钢件铸钢件及焊接件;适用于检测工件表面和近表面的缺陷,但不适用于检测工件表面浅而宽的缺陷、埋藏较深的内部缺陷和延伸方向与磁力线方向夹角小于20度的缺陷。4 磁记忆检测磁记忆检测技术问世于1997年,当时,俄罗斯学者杜波夫率先提出了金属应力集中区-组织微观变化-磁记忆效应的相关学说,并根据此形成了一套全新的金属早期诊断技术-金属磁记忆检测。该理论一经提出立即得到国际同行的承认,并迅速在许多国家和地区得到推广应用,中国也已开始引进和研究这项技术。磁记忆检测的原理是磁弹性和磁机械效应共同作用的结果。根据铁磁学的研究表明:弹性应力对于铁磁体不但产生弹性应变,而且还产生磁致伸缩性质的应变。在应力的作用下,磁畴将改变其位置,同时自发磁化也将改变其方向。因此,如果铁制工件某一部位在周期性负载和外磁场(如地球磁场)的作用下,则在该处会出现残余磁感应和自磁化的增长。通常,在具有正向磁致伸缩的铁磁材料中,拉伸发生在外磁场矢量方向上;压缩发生垂直方向上。同时,在变形不受阻碍的发展中,由于磁致伸缩系数很小,在应力集中区域,虽然不会出现裂纹,但弹性能量却会显著增长,从而促使磁畴体积的增加,形成磁畴的固定结点,以散射磁场的形成出现,在铁制体的表面。根据磁力线通过缺陷处介质时产生畸变形成表面漏磁场,进而检测漏磁场来判断材料的缺陷。其中漏磁场具有切向分量和法向分量,切向分量的特点是具有最大值,而法向分量具有过零点。磁记忆检测技术主要用于材料应力集中和疲劳损伤无损检测与诊断,即可检测出已经出现的缺陷及其分布部位也能对产生破坏前的构件进行预测和评估。磁记忆检测能对应力集中、早期失效等进行快速、准确的诊断,因而,被业内誉为21世纪的NDT新技术。目前为了提高检测的效率和精度在不断研究高灵敏度的磁敏检测元件来采集磁记忆信号,以及于对弱磁特征信号的提取从而精准判断铁磁性工件应力集中和缺陷。由于能够同时检测应力集中区及组织内部损伤、各种宏观缺陷,被广泛应用于石油化工管道、发电站、轨道交通设备等领域,并取得了显著的经济效益和社会效益。值得注意的是,目前磁记忆在检测只能发现缺陷可能出现的部位,尚难对缺陷的形状、大小及性质作定量分析。但应看到,磁记忆检测是迄今为止对金属进行早期诊断唯一行之有效的无损检测方法,可以预见,这项技术必将在实际工程应用中得到迅速推广和发展。目前,电磁无损检测已在许多工业领域得到广泛的应用,并获得了良好的经济效益。随着现代工业与科学技术的发展,促使电磁检测技术在许多方面都有了长足的进步。随着计算机技术、数字图像处理技术的不断发展,电磁无损检测技术也将呈现以下特点:(1)图像化、数字化;数字图像方便进行各种数字处理,且数字化有利于高效的信息传递更方便有效的实施远程诊断和实时分析;(2)高智能化;随着数据库和专家评价系统的不断完备,电磁无损检测技术将具备对被测工件的缺陷类型自动识别和缺陷状态自动评价功能;(3)在线检测自动化;无损检测未来的主要方向即是在不改变工件工作的情况下进行在线自动化检测,尤其在特别恶劣的环境下能够实现检测自动化程度提高和缩短检测时间;(4)传感器技术不断发展,信号处理方式的多样化;多传感器数据融合技术从多源信号中获取信息减少信息的确定度,有助于识别缺陷。
无损检测,检测中的常规技法随着科技的发展,越来越多的机械代替人工。而无损检测就是在不损害或不影响被检测对象使用性能的前提下,采用射线、超声、红外、电磁等原理技术仪器对材料、零件、设备进行缺陷、化学、物理参数的检测技术。如今无损检测方法很多,据美国国家宇航局调研分析,其认为可分为六大类约70余种。但在实际应用中比较常见的有以下四种,也就是我们所说的常规的无损检测方法: 目视检测Visual Testing (缩写 VT);超声检测Ultrasonic Testing(缩写 UT);射线检测Radiographic Testing(缩写 RT);磁粉检测 Magnetic particle Testing(缩写 MT);1、目视检测(VT)目视检测,是国内实施的比较少,但在国际上非常重视的无损检测第一阶段首要方法。按照国际惯例,目视检测要先做,以确认不会影响后面的检验,再接着做四大常规检验。例如BINDT的PCN认证,就有专门的VT1、2、3级考核,更有专门的持证要求。经过国际级的培训,其VT检测技术会比较专业,而且很受国际机构的重视。例如焊接件表面和铸件表面较多VT做的比较多,而锻件就很少,运用的齿轮测量机较多,并且其检查标准是基本相符的。2、射线照相法(RT)是指用X射线或γ射线穿透试件,以胶片作为记录信息的器材的无损检测方法,该方法是最基本的,应用最广泛的一种非破坏性检验方法。射线能穿透肉眼无法穿透的物质使胶片感光,当X射线或r射线照射胶片时,与普通光线一样,能使胶片乳剂层中的卤化银产生潜影,由于不同密度的物质对射线的吸收系数不同,照射到胶片各处的射线强度也就会产生差异,便可根据暗室处理后的底片各处黑度差来判别缺陷。总的来说,RT的特性是——定性更准确,有可供长期保存的直观图像,总体成本相对较高,而且射线对人体有害,检验速度会较慢。3、超声波检测(UT)通过超声波与试件相互作用,就反射、透射和散射的波进行研究,对试件进行宏观缺陷检测、几何特性测量、组织结构和力学性能变化的检测和表征,并进而对其特定应用性进行评价的技术。4、磁粉检测(MT)铁磁性材料和工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变而产生漏磁场,吸附施加在工件表面的磁粉,形成在合适光照下目视可见的磁痕,从而显示出不连续性的位置、形状和大小。无损检测是控制产品质量最可靠的方法。执行不好的无损检测能够引起安全问题,使进口商受到严重的经济损失,更可怕的是会影响您公司的声誉。从事无损检测的专业人士,都需要经过特别的培训,具备相应的特殊技能和经验,并持有相应资质证书,其检验才会被信赖和认可。温馨提示,在选择无损测量的同时,要特别注意有没有相关的证书哦。要确保安全。
【无损检测】是在不损害或不影响被检测对象使用性能的前提下,利用物体的声、光、电磁等原理技术对材料、零件、设备进行缺陷、化学、物理参数的检测技术。如今无损检测已经发展到了食品领域农业大学教授已经研发处一种肉制品无损检测仪器可以轻松检测出新鲜度、细菌总数、含水量、pH值、色泽,以及其他品质安全指标。原理:这种装置主要是利用光照射被测物,反射光的强度大小和峰值位置不一样。这些差别信息反映了肉的品质安全状况,叫做品质安全特征信息。通过特征信息,再结合其他数学分析方法就能找到牛肉具体的嫩度、水分、细菌总数等与光学特征性的关系,并且能用数学公示表达。大家可以说一说这种无损检测技术相对于传统检测的优缺点。预测一下在食品领域中的应用前景。欢迎大家讨论









 我要推广仪器
我要推广仪器
 下载APP
下载APP


