推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转3858
留言咨询
400-860-5168转3858
留言咨询
 留言咨询
留言咨询
 400-860-5168转3947
留言咨询
400-860-5168转3947
留言咨询
 400-860-5168转0927
留言咨询
400-860-5168转0927
留言咨询



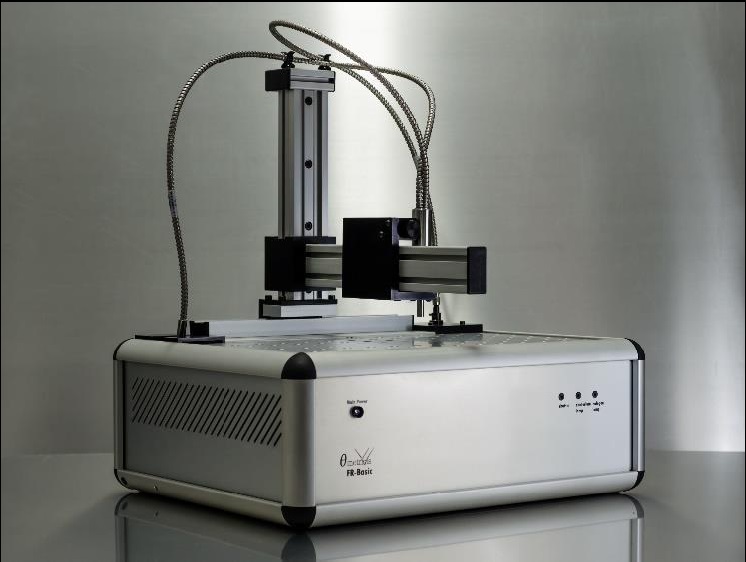
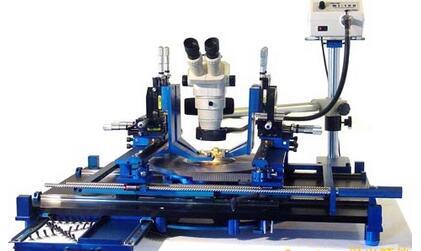
随着技术的进步,现在各行各业对产品的质量和精度的要求也提高了不少,因此,对设备的要求也是有所提高的,很多厂家在购买激光在线测厚仪的时候都会担心是否防辐射,对产品会不会造成损坏。大成精密通过与科研院所及高等院校的技术合作研发出了一款非接触激光在线测厚仪,因其实非接触式的,所以能确保不会对产品造成损坏,同时具有防辐射等功能,可以说是现在生产厂家测量精度的福音。 非接触激光在线式薄板厚度测量控制仪经过在多家电池极板、涂布机上的应用结果表明,测厚仪使用极其方便,运行稳定、可靠,测量数据稳定、测量精度可达到±1μm。应用该产品的企业一方面可通过提高产品质量档次获得直接的经济效益,另一方面还可通过减小原材料消耗,大幅降低废品率而为企业带来可观的间接经济效益。 http://photo26.hexun.com/p/2016/0411/573411/b_B1BC34AD253A89A6320ED1AC9D9CC493.jpg 非接触激光在线式厚度测量控制仪通过软件对测量数据进行处理和误差补偿,从而能够消除电路和传感器的长期漂移对测量精度的影响,测量数据长期稳定。 由于薄板厚度的变化可以看成是薄板的位移变化,所以利用激光传感器测量位移的原理对薄板厚度的变化进行测量是一种较为理想的非接触测量方法。与现有的射线测量方法相比,该方法环保、无射线辐射污染。

[b]涂魔师非接触无损测厚仪采用领先的光热法 (ATO)工作原理[/b][url=http://www.tumoshi.com/flex]涂魔师非接触无损测厚仪[/url]采用非接触式无损测厚专利技术ATO,它能测量湿漆、固化前的粉末涂料实时精准得出干膜厚度,或者直接测量固化后的涂层厚度。涂魔师适用于各种涂料类型和所有颜色(包括白色等浅色)。与电磁感应测厚设备相比,涂魔师能精准测量金属、木材、塑料和橡胶等基材上的涂层厚度。与其他基于光热法、激光和超声波原理的设备相比,它具有安全可靠、使用方便、精度高和重复性好、校准简便并无需严格控制测试距离和角度等测量优势。[align=center][img=,480,480]https://ng1.17img.cn/bbsfiles/images/2020/11/202011171428151193_9795_928_3.jpg!w480x480.jpg[/img][/align][b]轻松拿起设备,即可实现一键测厚[/b]涂魔师非接触无损测厚仪是一款具有独特设计且功能齐全的非接触式精准测厚设备,无需等到涂层固化后才进行涂层厚度测量,能有效节省材料和避免涂层缺陷问题,十分适用于生产车间现场。精确监控涂装工艺全过程,通过优化工艺能节省高达25%的涂装材料消耗量,有效节约生产时间并降低返喷率。[b]手持式非接触膜厚分析仪特色功能测湿膜直接显示干膜厚度[/b]在生产前期非接触式测量未固化的涂层直接得出涂层的干膜厚度,如粉末涂料、油漆等[b]非接触式无损测厚领先专家[/b]采用先进的热光学专利技术,无需接触或破坏产品表面涂层,在允许变化角度和工作距离内即可轻松测量膜厚[b]无需严格控制测量条件[/b]允许测量各种颜色的涂料(不受浅色限制);适用于外形复杂的工件(如曲面、内壁、边角、立体等隐蔽区域)[img]http://www.tumoshi.com/public/img/bg-img/benefits.png[/img][b]适合生产车间现场使用[/b]便携灵活的手持式设计,能够连续实时测量生产线上的移动工件,对于摇摆晃动的工件都能精确测量膜厚[b]数据自动记录及生产全过程[/b]100%测量数据安全自动储存于云端,实现生产工艺的统计及不间断追溯,高效监控膜厚真实情况[b]测量时间短,一键即可完成膜厚测试[/b]涂魔师非接触无损测厚仪测量精度高且操作简单,测试时间仅需0.5秒[b][url=http://www.tumoshi.com/flex#collapseOne]技术参数-涂魔师手持式非接触膜厚分析仪,高精度镀层测厚仪[size=10px][font=FontAwesome][/font][/size][/url][url=http://www.tumoshi.com/flex#collapseOne][size=10px][font=FontAwesome][/font][/size][/url][/b]烘干前湿漆 测量范围:1-400 微米固化前的粉末涂料 测量范围:1-400 微米固化后粉末涂料/烘干后干漆 测量范围:1-1000 微米测量时间:0.3 秒允许测量距离:2 – 15 厘米允许倾斜角度:±45°能否测量运动工件:允许相对标准偏差: 1%(取决于涂层/基材类型)访问测试数据方式:通过ERP和浏览器实时访问数据IP防护等级:IP20[b][url=http://www.tumoshi.com/flex#collapseTwo]MP Bolagen Industri AB公司的涂装团队经理对涂魔师手持式非接触膜厚分析仪的评价[size=10px][font=FontAwesome][/font][/size][/url][url=http://www.tumoshi.com/flex#collapseTwo][size=10px][font=FontAwesome][/font][/size][/url][/b]“我们决定在涂装工艺早期使用涂魔师来控制我们的工艺,从而保证使用正确的喷粉量,这样我们就不会消耗过多的粉末涂料。因此我们能确保生产高质量产品的同时避免了返工和保护了环境。”
测厚仪示值的因素(1)工件表面粗糙度过大,造成探头与接触面耦合效果差,反射回波低,甚至无法接收到回波信号。对于表面锈蚀,耦合效果极差的在役设备、管道等可通过砂、磨、挫等方法对表面进行处理,降低粗糙度,同时也可以将氧化物及油漆层去掉,露出金属光泽,使探头与被检物通过耦合剂能达到很好的耦合效果。(2)工件曲率半径太小,尤其是小径管测厚时,因常用探头表面为平面,与曲面接触为点接触或线接触,声强透射率低(耦合不好)。可选用小管径专用探头(6mm ),能较精确的测量管道等曲面材料。(3)检测面与底面不平行,声波遇到底面产生散射,探头无法接受到底波信号。(4)铸件、奥氏体钢因组织不均匀或晶粒粗大,超声波在其中穿过时产生严重的散射衰减,被散射的超声波沿着复杂的路径传播,有可能使回波湮没,造成不显示。可选用频率较低的粗晶专用探头(2.5MHz)。(5)探头接触面有一定磨损。常用测厚探头表面为丙烯树脂,长期使用会使其表面粗糙度增加,导致灵敏度下降,从而造成显示不正确。可选用500#砂纸打磨,使其平滑并保证平行度。如仍不稳定,则考虑更换探头。(6)被测物背面有大量腐蚀坑。由于被测物另一面有锈斑、腐蚀凹坑,造成声波衰减,导致读数无规则变化,在极端情况下甚至无读数。(7)被测物体(如管道)内有沉积物,当沉积物与工件声阻抗相差不大时,测厚仪显示值为壁厚加沉积物厚度。 (8)当材料内部存在缺陷(如夹杂、夹层等)时,显示值约为公称厚度的70%,此时可用超声波探伤仪或者带波形显示的测厚仪(比如美国dakota公司的MVX、PVX或者CMX等)进一步进行缺陷检测。(9)温度的影响。一般固体材料中的声速随其温度升高而降低,有试验数据表明,热态材料每增加100°C,声速下降1%。对于高温在役设备常常碰到这种情况。应选用高温专用探头和高温耦合剂(300-600°C),切勿使用普通探头。(10)层叠材料、复合(非均质)材料。要测量未经耦合的层叠材料是不可能的,因超声波无法穿透未经耦合的空间,而且不能在复合(非均质)材料中匀速传播。对于由多层材料包扎制成的设备(像尿素高压设备),测厚时要特别注意,测厚仪的示值仅表示与探头接触的那层材料厚度。 (11)耦









 我要推广仪器
我要推广仪器
 下载APP
下载APP


