推荐厂家
暂无
暂无
 银牌2年
银牌2年
 400-860-5168转5943
400-860-5168转5943
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转4543
留言咨询
400-860-5168转4543
留言咨询
 400-860-5168转4543
留言咨询
400-860-5168转4543
留言咨询
 留言咨询
留言咨询


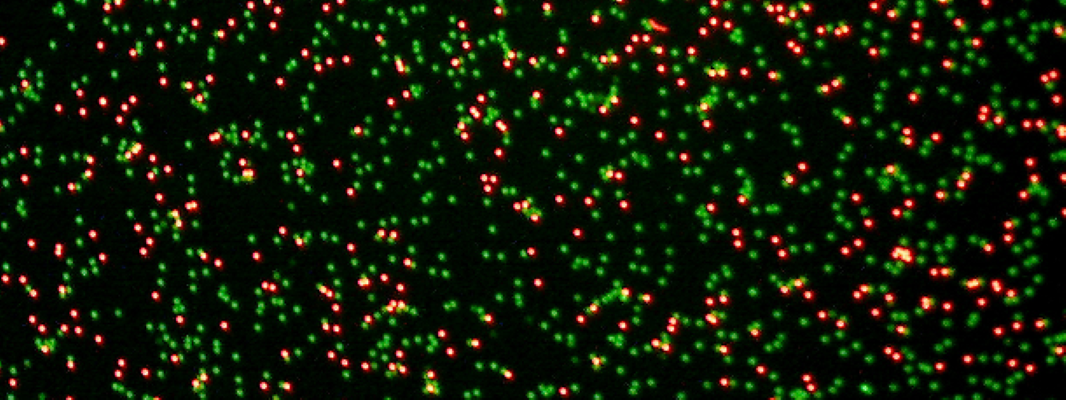
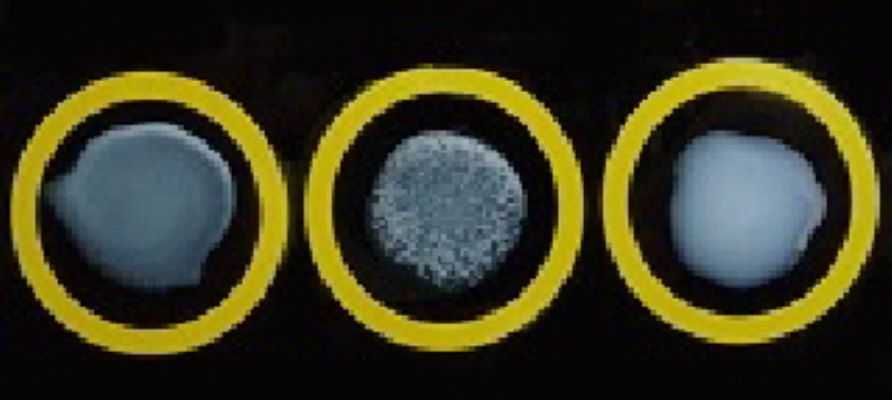
在碾压过程中,颗粒分布是影响下游工艺性能和最终片剂产品质量的最为关键的参数之一。在碾压过程中使用颗粒表征,可将工艺控制参数与产品质量直接关联在一起。 使用 FBRM 颗粒表征优化碾压工艺在碾压过程中,颗粒分布是影响下游工艺性能和产品质量的最为关键的参数之一。颗粒分布会影响下列操作单元: (图) 利用碾压工艺获得稳定的后处理压片,从而保证溶出度均一和含量均匀。一个成功的工艺能生产出粒度、密度和孔隙度控制均匀的颗粒。但是,在制粒放大生产过程中由于原材料的变化或工艺的动态变化将导致不均匀性。与 Patheon 的合作证明了 FBRM® 在线具有了解设计空间和优化一系列碾压运行单元的能力,同时具有不同的垂直/水平进料速度、碾压力和粉碎速度。确定颗粒分布特征可使用户能够直接将工艺控制参数与产品质量关联在一起。通过设计稳定可靠的工艺,即能实现从干法制粒到压片一系列稳定的工艺处理。实验设计进行了 19 批次的实验设计以了解工艺参数对下游产品质量的影响。使用 FBRM® 技术来测量和控制颗粒粒数和粒度变化。将 FBRM® 探头在线3插入 Comil 下游收集漏斗,当粉末流过探针尖端时,由于压缩颗粒系统中的内嵌4 或在线5测量,可获得具有代表性的测量结果,样品量的增加会提高细小颗粒高灵敏度。在此情况下更需要使用在线测量方法6。在下游取 10 克粉末样品,并分散于 100 克矿物油中。由于浓缩了取样量,测量具有代表性。中位数(第 50 个百分位)统计中的样品重复率小于 1%。 结果碾压和粉碎后,预混分布比分布具有更少的粗颗粒(图 1)。试验 10、12、13 和 19 具有最高数量的细颗粒、高孔隙度和密度。它们也具有 4000 磅/英寸的碾压力和 1000 rpm 的粉碎速度。细粉总数是下游流动特性和可能的溶出度不均一的早期指征。试验 6 和 11 具有最高数量的粗颗粒、低孔隙度和密度。它们亦具有 8000 磅/英寸的碾压力和 2000 rpm 的粉碎速度。 统计结果对上游碾压力和粉碎速度参数的压缩孔隙度和变化而言,颗粒分布平均值、每秒钟的细颗粒 (0-50μm) 计数和粗颗粒 (200-2000μm) 数量是高灵敏度的早期指征。平均粒度和每秒钟计数的细颗粒、粗颗粒数量亦是下游流程和溶解度或崩解时限的早期指征。通常,碾压力显著影响到粉碎密度、孔隙度挤压和粉碎挤压粒径。 平均值与孔隙度相关性的关系通过实时测量颗粒粒径,可以将碾压工艺条件控制在特定的平均粒径的目标上。由于平均粒径与颗粒孔隙度相关,实时控制就能确保均匀性。 结论碾压是一种复杂工艺,存在粉碎和聚集相互竞争的机制。采用 FBRM®,可以量化关键工艺参数的影响变化并将此与粉碎参数关联在一起。通过确定这些影响,可使用工具 (FBRM®) 来减少放大时间,充分减少扰动以及可能出现的问题。在该研究中,高碾压力和粉碎速度能获得低孔隙率、低密度的粗颗粒,而低碾压力和粉碎速度导致出现高孔隙率、高密度和高数量的细颗粒。在线颗粒表征亦用于确定过筛问题、硬件故障,从而降低制造成本。 参考文献1. Sheffield Products2. Peter Greven3. Arp, Z. et al.AAPS, Atlanta, GA, 10 November 20084. Wiesweg, S. et al.Tablet Tech Seminar, Brussels; Belgium; 25 October 20075. Hu, X. et al.International Journal of Pharmaceutics 347 (2008) 54–616. Michaels J. N. et al.Powder Technology Volume 189, Issue 2, 31 January 2009, 295-303 鸣谢Arasu Kondappan(Patheon)对碾压粉碎物物理特性的检测。Diane Lillibridge(Patheon)提供统计设计方面的指导并执行统计分析。Russ Neldham(梅特勒-托利多)进行 FBRM® 测量。
大家好,我们公司正做一种2.5±1mm的颗粒产品,想做个企业标准,希望大家给些意见。我的想法: 分两部分,一是工艺加工技术标准,二是产品标准,不知道是否应该分开来做,或是单独做?工艺技术标准相对简单,主要是制定各工序工艺参数及在制品技术要求,但颗粒产品标准应该包括哪些内容就不是很清楚。个人认为一是颗粒粒度要求,2.5±1mm,二是检测方法之类的,其它的不清楚,还有应该是什么格式的希望大家给些建议,或参考资料。不胜感激!
如果固定污染源采集颗粒物/低浓度颗粒物时,流速只有1.0多。按照标准颗粒物为等速采样,但采时太长。如果用等速采样,浓度会偏高还是偏低?










 我要推广仪器
我要推广仪器
 下载APP
下载APP