搜索
我要推广仪器
下载APP
首页
选仪器
耗材配件
找厂商
行业应用
新品首发
资讯
社区
资料
网络讲堂
仪课通
仪器直聘
市场调研
当前位置:
仪器信息网
>
行业主题
>
>
金属接头
仪器信息网金属接头专题为您提供2024年最新金属接头价格报价、厂家品牌的相关信息, 包括金属接头参数、型号等,不管是国产,还是进口品牌的金属接头您都可以在这里找到。 除此之外,仪器信息网还免费为您整合金属接头相关的耗材配件、试剂标物,还有金属接头相关的最新资讯、资料,以及金属接头相关的解决方案。
金属接头相关的方案
6 %(鲁尔)圆锥接头第⒉部分:锁定接头
将被试接头与标准接头连接,标准接头尺寸应分别符合图5或图7规定。连接的接头应干燥.在装配时施加不超过27.5 N的轴向力,同时施加不超过0.12 Nm的扭矩。5-2.2向组件内注入水并排出空气。应确保组件的外部干燥。
注射器、注射针及其他医疗器械 6%(鲁尔)圆锥接头 第⒉部分:锁定接头测试
将外接头与一尺寸符合图5规定的标准内接头相连。接头应干燥。在将外圆锥接头装配到标准内圆锥接头上时,应施加不超过27.5N的轴向力,同时施加不超过0.12 N m 的扭矩。
GB/T 1962.2鲁尔接头组件受压时的漏液试验
.将被试接头与标准接头连接,标准接头尺寸应分别符合图5或图7规定。连接的接头应干燥。在装配时施加不超过27.5 N的轴向力,同时施加不超过0.12 Nm的扭矩。
氦质谱检漏仪气体管路接头检漏
上海伯东客户某企业专为全球领先的工业气体公司生产管路接头,管路接头用于压缩气体装置,管路内输送 N2,He 等空气分离气体,这些接头就像桥梁一样连接着各个管路,如果管路接头存在漏点,就会导致整个管路系统的泄露。泄露不仅造成物料的浪费,增加企业成本,还会引发工业事故,因此管路接头必须保证“不漏”,在出厂前需要进行泄漏测试。
注射器鲁尔接头旋开力分离力的测试方法
装好产品和标准接头,内圆锥锁定接头和外圆锥锁定接头产品组合使用2.点击“测试”,待通过施加 26.5~27.5N的轴向力“保持时间”5秒。
预灌封注射器鲁尔接头应力开裂试验法
对非锁定鲁尔圆锥接头:通过施加 26.5~27.5N的轴向力持续5~6秒,同时施加 0.08~0.10Nm的扭矩旋转供试圆锥接头使之组装,或旋转角度不超过 90°。
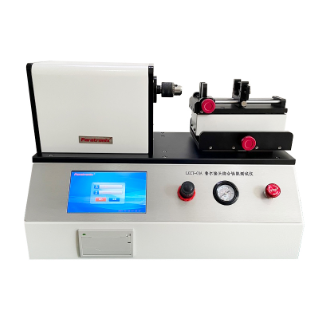
注射器、注射针 6%(鲁尔)圆锥接头综合性能测试
将被测圆锥接头与一钢制的外、内圆锥接头相连接,接头尺寸应符合图4或图5的规定,连接双方都应干燥。在装配时施加27.5 N的轴向力,保持5 s,同时以不超过0.1 Nm的扭矩进行扭转,旋转不超过90°。
注射器、注射针 6%(鲁尔)圆锥接头漏液测试方案
1.将被测圆锥接头与一钢制的外圆锥接头或内标准接头连接,连接双方都应干燥、在装配时施加27.5N的轴向力,保持5 s,同时以不超过odNm的扭矩进行扭转,旋转角度不超过90R
注射器、注射针 6%(鲁尔)圆锥接头应力开裂的测试
1.将被测圆锥接头与一钢制的外、内圆锥接头相连接,连接双方都应干燥。在装配时施加27.5 N的轴向力,保持5 s,同时以不超过0.1 Nm的扭矩进行扭转,旋转不超过90°。
注射器、注射针 6%(鲁尔)圆锥接头漏气测试方案
1.将被测外圆锥接头与一尺寸符合图4规定的标准内圆锥接头相连,连接双方应干燥。在装配过程中,施加27.5 N的轴向力,保持5 s,同时以不超过0.1 Nm的扭矩进行扭转,旋转不超过90°。
GB1962.2注射器圆锥(鲁尔)接头综合性能测试方法
鲁尔镇定接头是为在300 kPa或更低压力下使用面设计的。
鲁尔接头综合性能测试仪的检测项目介绍
检测标准:GB/T 1031-1995 表面粗糙度参数及其数值GB/T 1962.1-2001 注射器、注射针及其他医疗器械6%(鲁尔)圆锥接头 第1部分:通用要求 (idt ISO 594-1:1986)GB 15810-2001 一次性使用无菌注射器(eqv ISO 7886-1:1993)ISO80369-1
YY 0485—2020心脏停跳液灌注器鲁尔接头性能的测试
5.1.3在试验前,对吸湿性材料制成的产品应在20℃±5℃和50%士10%相对湿度环境下﹐至少放置24 h。对于非吸湿性材料制成的产品无规定要求。5.1.4施加5N的总轴向力,不加扭矩,将量规装配到圆锥接头上,然后撤除轴向力。
AZ31B镁合金TIG焊接接头显微组织分析
探讨了 2mm 厚的 AZ31B 镁合金钨极交流氢弧焊焊接的工艺特点,利用金相显微镜对焊接接头显微组织进行了分析。结果表明:随着焊接电流的增大,焊件的收缩率和焊缝的熔宽表现出先增大后减小的趋势。当焊接电流为 50A 时,外观成型良好,焊缝质量高,内部几乎无气孔和裂纹等缺陷。焊缝区组织呈细小的等轴晶,晶界上均匀分布着颗粒状的析出相,热影响区组织较粗大。
AZ31B镁合金TIG焊接接头显微组织分析
探讨了 2mm 厚的 AZ31B 镁合金钨极交流氢弧焊焊接的工艺特点,利用金相显微镜对焊接接头显微组织进行了分析。结果表明:随着焊接电流的增大,焊件的收缩率和焊缝的熔宽表现出先增大后减小的趋势。当焊接电流为 50A 时,外观成型良好,焊缝质量高,内部几乎无气孔和裂纹等缺陷。焊缝区组织呈细小的等轴晶,晶界上均匀分布着颗粒状的析出相,热影响区组织较粗大。
洛氏硬度计|气缸、管道、万向接头等难以直接测试的“内部硬度测试”
凸鼻子洛氏硬度计利用特殊的结构特征,提供了“内部”测量的能力。HAWK系列可以测试最小为28mm内部直径的材料。气缸、管道、螺母,U型材料,螺栓,垫片,万向接头,齿轮箱等任何难以直接测试的点都可以进行测量。长的凸鼻子能够测试到孔内165mm的测试点,或进行常规的洛氏测试。250RS型号和400RS-IMP型号的喉深200mm。常规测试头无法测量的工件,利用凸鼻子都可以进行完美的测量。
焊接接头弯曲试样开裂原因分析
采用金相检验、扫描电镜及能谱分析对某焊接件弯曲开裂试样进行开裂原因分析。结果表明,在焊接交接部位的金属夹杂、非金属夹杂物和气孔的存在,致使弯曲试样在结晶收缩应力和焊接残余应力以及外部拉应力的作用下发生开裂。
16MnR钢埋弧焊接头的焊缝裂纹分析
针对焊接生产中16MnR钢埋弧焊焊缝出现的裂纹缺陷进行分析表明,有裂纹的焊缝区域颜色为红褐色,裂纹扩展方向与焊缝金属的结晶方向一致,这种焊缝裂纹是由于焊接过程中焊缝局部进入大量Cu造成的。由于Cu的熔点较低,焊缝金属凝固时Fe领先结晶,低熔点Cu最后凝固,被富集到晶界处,在焊接应力的作用下,仍处于液态的晶界金属被拉开,形成沿晶界分布的热裂纹,断口呈沿晶脆断特征,其实质是铜渗透裂纹。埋弧焊过程中铜质导电嘴与坡口表面局部接触起弧熔化,Cu进入焊缝中是引起焊缝热裂纹的根本原因。
氟基脱模剂对碳纤维增强塑料(CFRP)粘结性能的影响 - LUMiFrac
由于相比传统的结构连接方法(如铆接)有很多优势,粘接剂连接越来越多地应用于许多行业,。尤其适在纤维增强复合材料行业,因为铆钉会打断纤维,从而削弱了层合板的力学性能。在航空结构中,粘接可以应用于金属-金属接头、复合材料-复合材料接头和复合材料-金属接头,以及部件的装配和修补。粘接接头的质量取决于胶粘剂、制造工艺、环境和载荷工况,以及被粘接基材的表面。CFRP(碳纤维增强塑料)组件用粘合剂粘合的表面通常是纹理表面,这是由于在生产过程中使用过程中使用脱模布或机械预处理,如砂光或铣削。脱模布用于纤维增强塑料的制造,有两个目的:在运输和储存过程中保护零件表面以及在随后的工作步骤中(如胶粘剂粘接),产生具有所需表面特性的可粘接表面。然而脱模布的使用并不简单。脱模布不仅很难去除,而且由脱模布产生的表面在粗糙度和元素组成方面发生了改变。本文研究了氟基脱模剂对碳纤维增强复合材料粘接性能的影响。在筛选范围内,研究了14种氟基脱模剂——ETFE脱模薄膜、PTFE涂层玻璃织物以及PTFE纤维织物。初步研究表明ETFE薄膜在粘附方面具有优势。研究内容包括:用剥离试验测定脱模剂的撕裂强度 测定了大气压等离子体预处理前后的元素组成(XPS)和表面特征(SEM),通过离心黏附试验表征了拓扑结构变化对和黏附强度的影响。
台式核磁快速筛查街头毒品
毒品蔓延已成为一个全球性问题,不仅对人们身心健康造成直接危害,而且对社会经济发展也带来严重影响。除了传统毒品外,近些年出现了大量新精神活性物质(New Psychoactive Substance,NPS),并且呈现出向年轻群体流行的趋势。新精神活性物质又被称为“策划药”或“实验室毒品”,是不法分子为了逃避打击,对管制毒品的化学结构进行人为设计和修饰,得到与管制品效果类似甚至作用更强的新型毒品。由于这些物质有了“新结构”,导致一些传统检测方法失效,给全社会毒品防控工作带来了极大的挑战。核磁共振技术能够提供化学分子骨架连接信息,是化合物结构鉴定最直接的工具,可以作为检测识别新精神活性物质的一种有效手段。但是,因为高场超导核磁共振谱仪对专业技术以及场地空间等有特殊要求,而且仪器使用和维护成本较高,所以限制了核磁共振技术在街头毒品快速筛查方面的应用。
上海伯东德国普发氦质谱检漏仪ASM 340 应用于火箭气控系统检漏.
运载火箭气控系统主要功能是控制火箭燃料供给输出,火箭气控系统必须保证严苛的密封性,一旦发生泄露后果不堪设想。氦质谱检漏仪作为国际公认的精度最高的检漏设备,用在运载火箭气控系统最合适不过了。火箭气控系统采用吸枪模式检漏,主要检漏部位包含焊接点和金属接头。
氦质谱检漏仪火箭气控系统检漏
运载火箭气控系统主要功能是控制火箭燃料供给输出,火箭气控系统必须保证严苛的密封性,一旦发生泄露后果不堪设想。氦质谱检漏仪作为国际公认的精度最高的检漏设备,用在运载火箭气控系统最合适不过了。火箭气控系统采用吸枪模式检漏,主要检漏部位包含焊接点和金属接头。
海能仪器:铜镍锰钎料中锰含量的测定(电位滴定法)
铜镍锰钎料是一种重要的焊接材料,由于其具有工艺性能优越、使用方便、成本较低、接头性能良好等优点,广泛应用于多种金属及合金材料的钎焊,在航空航天领域也有一定的应用[1]。铜镍锰钎料中元素锰的含量较高,准确测定其含量对控制钎料的性能有重要的影响,常量锰的测定有EDTA
高速锡球剪切力及拉力测试对比机械跌落实验High-Speed Solder Ball Shear and Pull Tests vs. Board Level Mechanical Drop Tests: Correlation of Failure Mode and Loading Speed
C焊料球连接完整性是设备制造中的一个重要问题,对于无铅焊接更是如此。 尽管无铅连接可能更牢固,但人们发现组件接口(金属间区域)的无铅焊接非常容易脆性断裂,而板接口处的无铅焊接则容易发生焊盘坑裂。 此类故障可能在连接的整个使用周期内发生,包括从制造到测试,再到产品的最终使用。 随着无铅材料的引入,此类故障事故也日益增多,因此,行业人士都认识到亟需改进测试技术。 但是,脆性断裂和焊盘坑裂的问题并不局限于无铅材料;许多焊料合金和焊盘表面保护层同样也存在这些问题。焊锡球接头完整性始终是设备制造中的重要问题,但在引入无铅焊接后却变得更加重要。虽然采用无铅接头会更加牢固,但目前已经发现在部件交接处(金属间的区域)特别容易发生脆性破裂,而板交接处也特别容易出 现焊盘坑裂。从制造到测试再到产品的最终使用,此类失效在接头的整个生命期中都可能会发生。随着无铅材料的引入,此类失效的发生率在逐渐升高,业界也因此认识到迫切需要改进测试技术。然而,对于脆性破裂和焊盘坑裂的关注不仅限于无铅焊接;很多合金钎料和焊盘表面处理也同样存在问题。以传统速度(低于 20mm/s)进行剪切力测试时,主要失效模式趋向于“焊锡球剪切力”,即焊接材料本身的破裂。对于这种情况,从数据中得出的唯一结论便是焊接强度高于受剪焊锡球的强度。这种结论使得业界实际上不可能对不同的焊盘表面处理、焊盘构造和合金钎料对焊接强度的影响进行比较。进一步的研究证明,以更高的速度进行测试(如果测试潜在的脆性破裂,通常采用高于 1000mm/s 的速度)将产生更多的焊接失效,这样便可以比较不同部件和构造的性能。
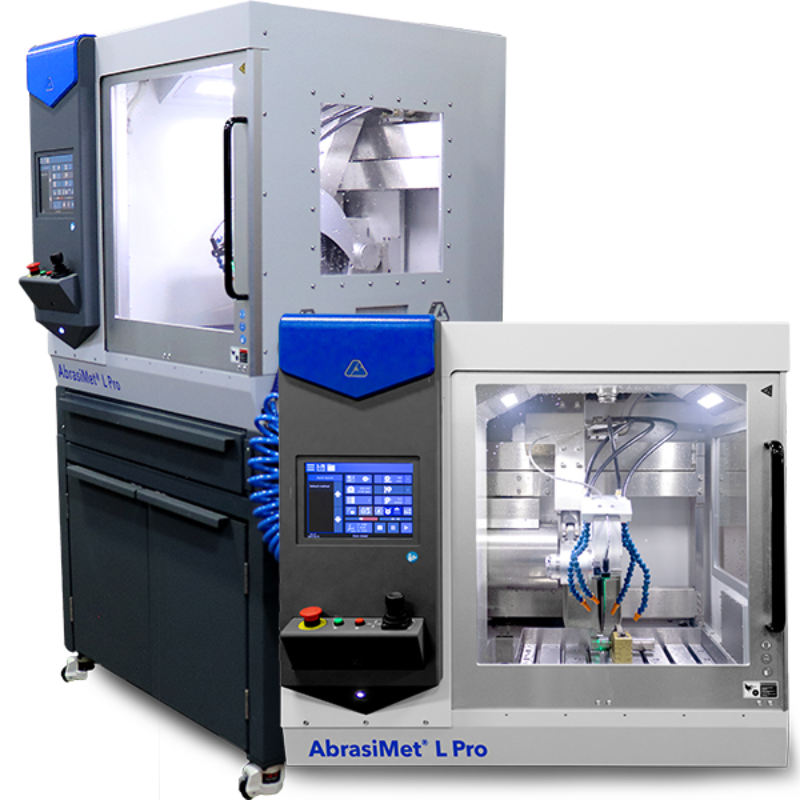
标乐先进的制样技术-汽车车身点焊样品制备
本文主要介绍铝合金电阻点焊接头的样品制备,观察铝合金点焊接头宏观结构、微观组织及显微硬度分布。客户可以通过对接头组织性能特点的管控,保证高可靠性的焊接接头。
YY/T1025-2014流产吸引管牢固性测试
固定吸引管的管身,分别在吸引管轴向和接头处径向加载50 N的载荷,持续20 s,观察接头部位,吸引管
PSD-250油液取样器的使用方法
操作方法:1、先将取样器顶端的圆螺母拧松一圈,再将软管穿过螺母后拧紧固定取样器接头及软管。软管应伸出取样器接头下端20cm,以免取样器接头和取样器内部进油污染。2、250ml油液清洁瓶拧到取样器接头上即可进行抽油作业。一般情况下,软管伸入深度约50mm.这样,可以避免吸进沉积物。3、将取样器手柄推到底,同时把取样器手柄往回拉,油瓶内就会形成真空,使油顺着软管流入油瓶。250ml清洁瓶反复抽拉15次左右可抽满250ml取样瓶。4、把油抽至油瓶上200ml标记处即可,不要使油瓶抽满油。5、从取样器接头上拧下油液清洁样品瓶,装上内盖,注意避免混入尘土,外界杂质,然后拧紧瓶盖。6、拧松圆螺母,把软管从螺母中抽出。无污染软管不能反复使用。7、收好取样器,取样结束。
YY/T 0916(鲁尔)圆锥接头应力开裂试验方法
对非锁定(潜动)连接件,通过施加26.5N~27.5 N的轴向力持续5s~6s.同时施加0.08 Nm~0.1ONMm的祖矩旋转供试连接件使之组装.或旋转角度不超过90°。
多腔导管泄漏和流量检测
问题/目标:制造各类导管装置的医疗器械公司都需要进行高分辨率、精确重复和可靠的泄漏/流量检测。多腔导管每个腔管检测后都要列出报告结果。检测仪器必须能够灵活设定不同腔管的合格/不合格标准,而且还要适合鲁尔公母接头和直管接头。
一次性使用无菌导管抽吸过程中空气进入座装配处的试验方法
配置一个前端测试座和后端测试座。前端测试座上安装试样接头,接头采用活动结构,可触发启动开关。后端测试座连接有流量计。测试时,试样一端接在后端测试座上,与流量计接通 另一端安装在测试座上,安装后触发启动开关,设备自动充气
相关专题
土壤重金属检测技术
重金属检测与监测仪器市场“被引爆”
守护童年,玩具重金属检测
药物重金属检测技术最新进展
食品中重金属污染的检测及应对方案
食品中重金属污染检测及应对方案
药用胶囊中重金属铬的质量控制
水质重金属检测技术及方法
仪器导购周刊第五期—水质重金属分析仪
牛津仪器金属分析论坛
厂商最新方案
相关厂商
正铭金属材料
上海顺有金属材料有限公司
通项金属材料(上海)有限公司
宝鸡瑞程钛金属有限公司
上海驰灏金属标牌有限公司
山东江晟机械制造有限公司
东莞市嘉乐仕金属探测设备有限公司
天津志沃贝德有色金属制品有限公司
太原世腾金属科技有限公司
温州金汉气动科技有限公司
相关资料
GB 6417.1-2005 金属熔化焊接头缺欠分类及说明
GBT 6417.2-2005 金属压力焊接头缺欠分类及说明
GB-T 6417.1-2005 金属熔化焊接头缺欠分类及说明
GBT 6417.1-2005 金属熔化焊接头缺欠分类及说明
GB-T 26957-2011 金属材料焊缝破坏性试验 十字接头和搭接接头拉伸试验方法
GBT 26957-2022 金属材料焊缝破坏性试验 十字接头和搭接接头拉伸试验方法.pdf
金属材料焊缝的破坏性试验-十字接头和搭接接头的拉伸试验 03中文
GB/T 28896-2012 金属材料 焊接接头准静态断裂韧度测定的试验方法
GB/T 6417.1-2005 金属熔化焊接头缺欠分类及说明(2006版).pdf
GBT 14034.2-2023 液压传动连接 金属管接头 第2部分:37°扩口式.pdf





















 我要推广仪器
我要推广仪器
 下载APP
下载APP