推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
 白金13年
白金13年
 400-803-5339
留言咨询
400-803-5339
留言咨询
 400-860-5168转4954
留言咨询
400-860-5168转4954
留言咨询
 400-860-5168转4954
留言咨询
400-860-5168转4954
留言咨询
 400-860-5168转4954
留言咨询
400-860-5168转4954
留言咨询





1. 引言微纳米材料的性能取决于小尺寸效应、表面效应、量子尺寸效应等,其中表面效应来源于表面原子的状态与特性的特殊性以及材料的使用性能往往与其表面最相关,表面特性主要用两个指标来表征,一个是比表面:单位质量粉体的总表面积;另一个是孔径分布:粉体表面孔体积随孔尺寸的变化;微纳米材料的表面特性具有极为重要的意义,因为材料的许多功能直接取决于表面原子的特性,例如催化功能、吸附功能、吸波功能、抗腐蚀功能、烧结功能、补强功能等等。比表面仪就是测定这两个指标的分析仪器。由于微纳米材料已成为近代材料科学的前沿之一,因此“比表面及孔径分布的测定”已作为基础实验列入我国高等院校的教学计划中,为此很多院校都面临选购比表面及孔径分布测定仪的问题,下面就如何选择国产比表面仪提出一些分析意见,供老师们参考。2. 我国比表面及孔径分析仪概况2.1比表面及孔径分析仪分类对于微纳米材料而言,其颗粒尺寸本来很小,加上形状千差万别,比表面及孔尺寸不可能直接测量,必须借助于更小尺度的“量具”,氮吸附法就是借助于氮分子作为一个“量具”或“标尺”来度量粉体的表面积以及表面的孔容积,这是一个很巧妙、很科学的方法。按测量氮吸附量的方法不同及功能不同,我国常用的比表面及孔径分析仪分类如下: 动态直接对比法比表面仪连续流动色谱法氮吸附仪 动态BET比表面仪 动态比表面及孔径分布测定仪 静态容量法比表面及孔径分布测定仪“连续流动色谱法”是采用气相色谱仪中的热导检测器来测定粉体表面的氮吸附量的方法,这种方法可以实现直接对比法快速测定比表面,BET比表面测定和介孔孔径分布测定,目前国内动态仪器趋向于一机多能,在仪器结构基本相同的情况下,只要配备适当软件,就可实现既测比表面又测孔径分布的功能,而且能基本实现自动化;“静态容量法”测量氮吸附量与动态法不同,他是在一个密闭的真空系统中,精密的改变粉体样品表面的氮气压力,从0逐步变化到接近1个大气压,用高精度压力传感器测出样品吸附前后压力的变化,再根据气体状态方程计算出气体的吸附量或脱附量。测出了氮吸附量后,根据氮吸附理论计算公式,便可求出BET比表面及孔径分布。欧美等发达国家基本上均采用静态容量法氮吸附仪,我国已有少数公司可以生产。2.2国产静态容量法比表面及孔径分布测定仪的介绍国产静态容量法氮吸附仪在我国只有2、3年历史,一般了解较少,先通过下列两个表格的对照来介绍。表 静态容量法氮吸附仪与动态法氮吸附仪的比较序号国产流动色谱法比表面及孔径分析仪国产静态容量法比表面及孔径分析仪1动态法仅国内采用,国外基本不用静态容量法国际通用2达不到真正的吸附平衡,仅为流动态的相对平衡达到真正的吸附平衡,理论计算更为可靠3不能测量等温吸附曲线,只能测定等温脱附曲线,且在高压区失真,不能对材料的吸附特性进行分析可准确测定等温吸附曲线和等温脱附曲线,可以对材料的吸附特性进行分析4测量的压力点少,特别是对孔径分布的测定过于粗糙BET比表面测3~5点,重复精度≤2%孔径分布只测定(脱附过程)~12点 测量的压力点多,表明测试更为精确可靠,BET比表面一般测7~9点,重复精度≤1%孔径分布测定,吸附过程≥26点,脱附过程≥26点,最高都可测到100点[/font

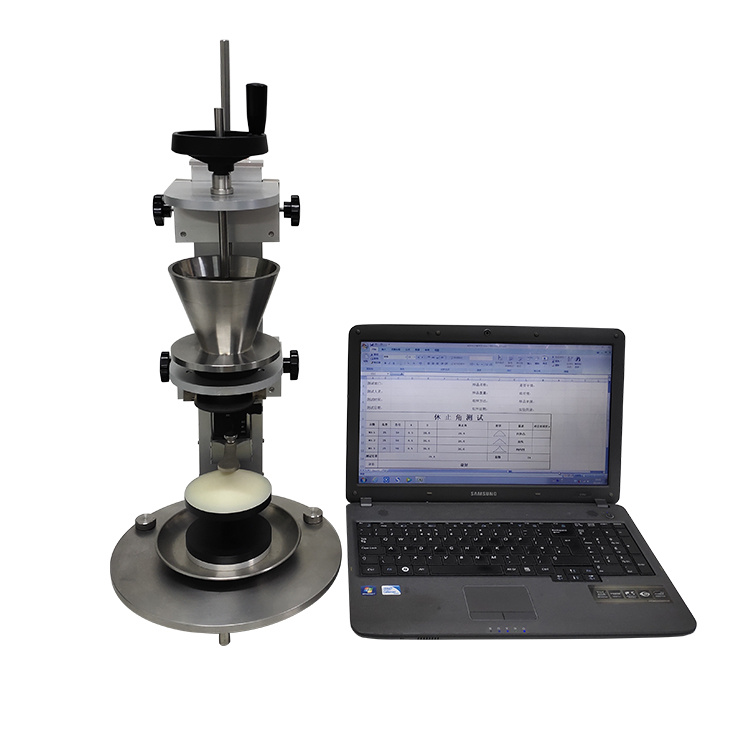
小麦粉加工精度测定仪是在小麦粉加工过程中用于测量和评估小麦粉质量和特性的仪器,具有以下主要用途: 质量控制和质量保证: 小麦粉加工精度测定仪帮助面粉生产商确保其产品的质量和一致性。通过监测关键参数,如颗粒大小分布、水分含量、蛋白质含量和色度等,可以确保小麦粉符合质量标准和规格。 生产过程优化: 这些仪器可以用来监测小麦粉加工过程中的变化和波动。生产商可以根据仪器提供的数据进行实时调整,以最大程度地提高生产效率和产品质量。 产品开发: 在新产品开发阶段,小麦粉加工精度测定仪可以帮助研究人员确定不同小麦品种、处理方法和配方的效果。这有助于开发出更好的面粉产品。 市场合规性: 食品行业面对着越来越严格的监管和标准。小麦粉加工精度测定仪可以确保小麦粉符合食品安全和品质标准,以满足法规的要求。 产品改进: 通过监测小麦粉的特性,生产商可以识别和解决可能存在的问题,如细度不足、水分不均匀或蛋白质含量低等,并采取措施来改进产品。 成本控制: 通过精确测定小麦粉的特性,生产商可以更有效地管理原材料和资源,减少浪费,提高生产效率,从而降低生产成本。 总之,小麦粉加工精度测定仪在小麦粉生产中扮演着关键的角色,帮助生产商确保产品的质量、一致性和合规性,同时提高生产效率,降低成本,并支持产品开发和改进。这些仪器有助于保持食品加工行业的竞争力并满足市场需求。[img=,690,690]https://ng1.17img.cn/bbsfiles/images/2023/10/202310071015249023_5697_5604214_3.jpg!w690x690.jpg[/img]
如何选择比表面积孔径测定仪注意的问题?——李鹏 北京彼奥德电子有限公司在工业上,固体高度分散后的固体比表面积的测定和分析(微观结构性能),对于吸附,催化,色谱,冶金,陶瓷,建筑材料的生产和研究工作都有重要意义。在定温下,测定不同相对压力时的气体在固体表面的吸附量后,基于布朗诺尔-埃米特-泰勒(BET)的多层吸附理论及其公式可计算出固体的比表面积,基于凯尔文的毛细管凝理论及其公式,惠勒关于综合考虑毛细管凝聚和多层吸附的理论,原则上便可以计算出固体精细比表面积。一款比表面积孔径测定仪的性能主要体现在1.气体流量怎样自动设定?孔径分布测定,需要测定几十甚至上千个吸附、脱附点。如果是手动设定气体流量,每设定一个点,需5至20分钟(精确度低于1毫升的流量,无法手动精确设定),假如某个样品需要测定100种孔径,若用手动设定流量,仅仅是在流量设定上就要耗废8至33小时。2.吸附及脱附自动化控制?每吸附及脱附一次需要大约10分钟时间(时间长短与样品和装样量有关),完整测定一个样品就需要10至30个小时,如果是手动吸附及脱附,操作员的测定工作将十分的繁重3.液氮饱和蒸气压怎样测定? 液氮饱和蒸气压是计算孔半径的重要数据之一,它对液氮温度很敏感,若液氮温度从-190摄氏度变化到-200摄氏度,液氮饱和蒸气压将会从1428降至459毫米汞柱。可想而之,液氮饱和蒸气压不能精确测量,会对孔隙的测定有多大的影响。4.进行吸附测定?吸附分支的测定与脱附分支的测定,在孔径分布报告中,有着同等重要的意义5.具有内置高精度定量管?定量管是转化氮气量的维一途径,如果保证不了其精度,测定结果将有很大偏差。如有需要可联系我们进行进一步讨论。彼奥德电子联系电话:010-62443971 82899987手机:13671343017联系人:李鹏









 我要推广仪器
我要推广仪器
 下载APP
下载APP