推荐厂家
暂无
暂无
 留言咨询
留言咨询
 银牌1年
银牌1年
 400-860-5168转6168
留言咨询
留言咨询
400-860-5168转6168
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转4642
留言咨询
400-860-5168转4642
留言咨询


[color=#000000]粗糙度轮廓仪为粗糙度及轮廓的复合机。轮廓传感器对工件的宏观表面轮廓、二维尺寸进行测量 与检验,粗糙度传感器对工件的微观表面进行测量与检测[/color][b]特点[/b][color=#000000]1、高精度摩擦式导轨结构,具有优异稳定的运动精度。经专用算法修正后,具有极高的直线度精度。精度保持长久,只需简单的修正操作即可修复成出厂的高精度状态;[/color][color=#000000]2、轮廓测针测杆采用快速的磁吸结构,具有定位精度高、更换快捷的特点。软件对不同类型的测针测杆进行校正并保存校正参数,更换测针测杆时,因磁吸结构具有定位精度高的特点,而无需再次校正,大大提高仪器的使用便利性和测量效率;[/color][color=#000000]3、原始数据自动保存,便于多次标注,软件标注与 CAD 同理;[/color][color=#000000]4、可将测量的图形结果转化为 DXF 格式,可将测量结果以 Excel 表格格式输出;[/color][color=#000000]5、可以对操作进行无限次的撤销及恢复操作;[/color][color=#000000]6、采用独立的轮廓、粗糙度测量传感器,即保持大量程轮廓测量需求,亦能高精度测量粗糙度;[/color][color=#000000]7、粗糙度采用触针式无导头测量,残值轮廓可低于 5nm!实现高精度的粗糙度测量,特别在测量零件的圆弧面、斜面、窄槽的槽底、槽侧面的粗糙度时,具有带导头式粗糙度测量无法比拟的精度和测量便利性。[/color][img]https://p3.toutiaoimg.com/img/tos-cn-i-qvj2lq49k0/4372814fa2524f599af2d76e04cb37f0~tplv-tt-shrink:640:0.image[/img]【英徕铂】英徕铂ENLAB,物性检测仪器品牌,为国内市场提供数百种物性检测仪器,为科研工作者提供检测仪器解决方案与服务
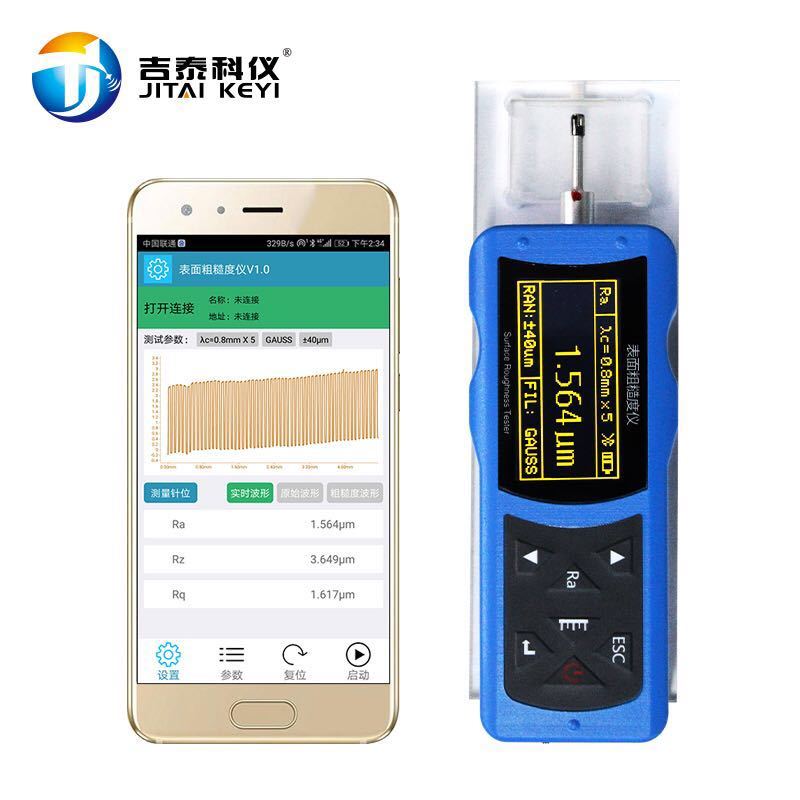
明克斯SRT-6210粗糙度仪可以广泛适用于生产现场,可测量多种机加工零件的表面粗糙度,根据选定的测量条件计算出相应的参数,在液晶显示器上清晰地显示出全部测量参数。 SRT-6210粗糙度仪具有多参数测量的功能,能够测量Ra.Rz.Rq.Rt等多种参数,并且具有高精度电感传感器和RC.PC-RC.GAUSS.D-P四种滤波方式;其内置鋰离子充电电池及充电控制电路,容量高;外观机电一体化设计,体积小,重量轻,使用方便,内置标准RS232接口可与PC机通讯;本身也具有自动关机功能。此表有两种关机方式:一种为手动关机,另外一种为键盘操作5分钟关机。此表能记忆7组测量数据及测量条件以备下次查看或连机处理和具有公英制转换功能。总体净重约为420克左右,外型尺寸为140×52×48mm。
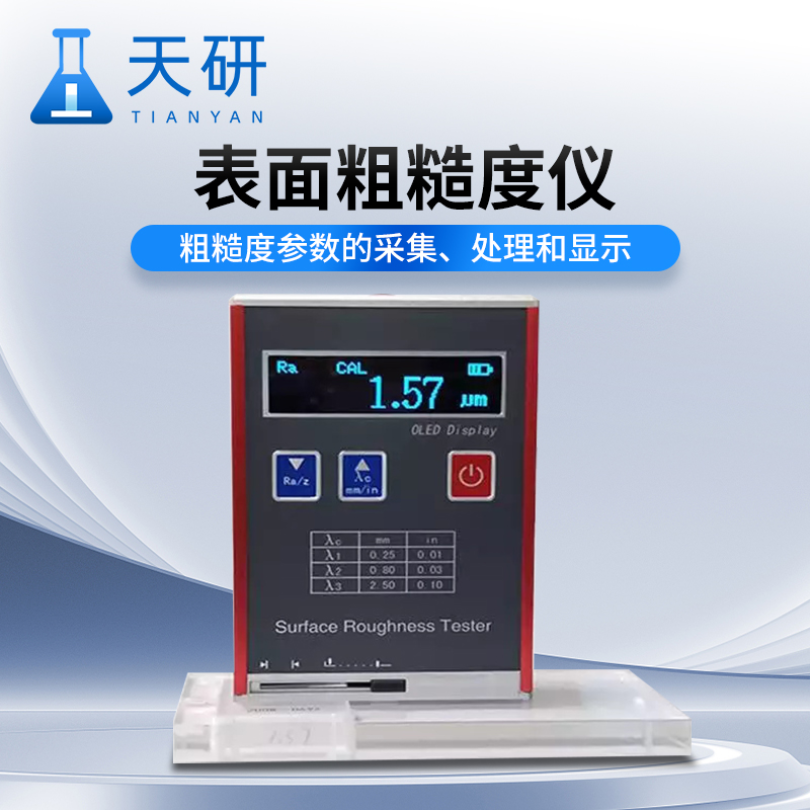
粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,最早一般用对比样板来评定工件表面粗糙度,从▲1到▲14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。粗糙度仪是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。 粗糙度仪分类: 粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称,国外先研发生产后来才引进国内,目前市场上粗糙度仪品牌主要有:英国泰勒粗糙度仪、德国马尔粗糙度仪、德国霍梅尔表面粗糙度仪、日本三丰粗糙度仪、东京精密粗糙度、瑞士泰萨粗糙度仪、英国易高粗糙度这些都是国外生产厂商品牌;国内生产厂家品牌主要有:北京时代粗糙度仪、哈量粗糙度仪、宁波联合、上海泰明、304、威尔逊、兰泰等。其中时代集团生产的粗糙度仪(时代粗糙度仪)在国内占有80%左右的市场份额。粗糙度仪从测量原理上主要分为两大类:接触式和非接触式,接触式粗糙度仪主要是主机和传感器的形式,非接触式粗糙度仪主要是光学原理例如激光表面粗糙度仪。从测量使用的方便性上说又可分为:袖珍式表面粗糙度仪(代表性产品主要有:时代TR100、TR101、TR110、TR150袖珍式表面粗糙度仪和现已停产的英国泰勒DUO袖珍式表面粗糙度仪)、手持式粗糙度仪(代表性产品主要有TR200/220手持式粗糙度仪、泰勒25粗糙度仪、M1/M2粗糙度仪等品牌型号,不一一列举)、便携式粗糙度仪(代表性产品主要有TR240便携式粗糙度仪和TR300粗糙度形状测量仪等)、台式粗糙度仪(品牌型号较多一一列举,有些手持式粗糙度仪和便携式粗糙度仪配上相应的测量平台即可以当台式粗糙度仪使用)。粗糙度仪从功能又可划分为:表面粗糙度仪、粗糙度形状测量仪(TR300粗糙度形状测量仪是界于表面粗糙度仪和表面粗糙度轮廓仪之间的一款测量表面粗糙度的仪器,也可说是微观表面粗糙度轮廓仪)和表面粗糙度轮廓仪(代表性产品主要有英国泰勒表面粗糙度轮廓仪、德国马尔粗糙度轮廓仪、德国霍梅尔表面粗糙度轮廓仪、日本三丰表面粗糙度轮廓仪)。 粗糙度仪测量原理 测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC机进行通讯。









 我要推广仪器
我要推广仪器
 下载APP
下载APP