推荐厂家
暂无
暂无
 留言咨询
留言咨询
 铜牌14年
铜牌14年
 400-860-5168转2307
留言咨询
留言咨询
400-860-5168转2307
留言咨询
留言咨询
 400-860-5168转2205
留言咨询
400-860-5168转2205
留言咨询
 留言咨询
留言咨询
 400-860-5168转5949
留言咨询
400-860-5168转5949
留言咨询





这款[url=http://www.f-lab.cn/solder-machines/hp10922.html][b]便携式预热器[/b][/url]是专业为压铸预热和挤压预热而设计的压铸工艺预热器和[b]挤压工艺预热器[/b],在挤出过程之前快速安装到挤压机压料面。[b]便携式预热器特点[/b]该板是直径为11英寸(280毫米)的阳极氧化铝,1英寸厚。完全绝缘的外壳由具有多孔壁的不锈钢制成。功率:3300瓦@ 240V,13.75安培标准电源线长60英寸(1524毫米)。使用可调模拟恒温器将温度控制在550°F。双浮动弹簧安装螺栓具有手紧固旋钮。这些螺栓相隔180度。外形尺寸:14 in(355mm)直径x 8.77 in(223mm)高,包括手柄和螺栓。重型手柄安装在顶部和侧面。[img=便携式预热器]http://www.f-lab.cn/Upload/solder-machines-hp10922.jpg[/img][b][url=http://www.f-lab.cn/solder-machines/hp10922.html]便携式预热器[/url]应用:[/b]黄铜矿半导体:铜铟镓硒光伏薄膜太阳能电池柔性基体聚合物基透明导电氧化物(TCO)TCO是氧化铟锡(ITO)柔性透明导体打印/涂层,使用溶液型油墨
[font=微软雅黑]回转式空气预热器[/font][font=微软雅黑]50%左右[/font][font=微软雅黑]是焊接结构件,[/font][font=微软雅黑]是将钢板、型材和管子等金属材料通过划线、下料、压制、卷板、弯曲装配、和焊接等加工手段,成为所需要金属构件。有大量的焊接件需要去应力处理,过去生产商常采用热时效去应力,成本高、周期长。现引进振动时效新工艺,需要对[/font][url=http://www.jhvsr.com/html/cpzx/xcylsb/zdsx/][u][font=微软雅黑][color=#0000ff][font=微软雅黑]振动时效[/font][/color][/font][/u][/url][font=微软雅黑]新工艺进行效果验证,[/font][font=微软雅黑]本文以空气预热器扇形板为试件,对扇形板振动时效前、后进行残余应力测试比较,验证振动时效工艺效果。[/font][b][font=微软雅黑]振动时效的工艺过程[/font][/b][font=微软雅黑]第一步:准备过程,首先用弹性橡胶垫将要时效处理的工件在其节线附近支撑起来,并用弓形卡具将激振器卡紧在工件振动时的波峰处,将传感器用磁座吸紧在工件上,并用专用电缆线将激振器、传感器和控制器连接起来。[/font][font=微软雅黑]第二步:振前扫描,振动时效设备通过扫描自动检测出被时效处理工件的固有共振频率和应该给工件振动能量的大小。[/font][font=微软雅黑]第三步:振动处理过程,振动时效设备以第二步测得参数为依据自动确定出对工件进行振动处理的振动频率,并对工件进行振动时效处理,在处理过程中随时检测振动参数和工件残余应力的变化,当残余应力不再消除时,适时停止处理过程。[/font][font=微软雅黑][font=微软雅黑]第四步:振后扫描,振动处理完毕后,振动时效设备自动对时效处理工件的参数进行再一次检测,以便依据[/font][font=微软雅黑]GB/T25713-2010标准,对振动时效进行判定。[/font][/font][b][font=微软雅黑]残余应力测试[/font][/b][font=微软雅黑][font=微软雅黑]测试方法采用盲孔法,仪器采用聚航科技生产的[/font][font=微软雅黑]JHMK残余应力测试系统,由JHYC静态应变仪和JHZK钻孔装置组成。[/font][/font][table][tr][td][align=center][font=微软雅黑]测点[/font][/align][/td][td][align=center][font=微软雅黑]振前试件[/font][/align][/td][td][align=center][font=微软雅黑]振后试件[/font][/align][/td][td][align=center][font=微软雅黑]应力消除率[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]1[/font][/align][/td][td][align=center][font=微软雅黑]11.49449[/font][/align][/td][td][align=center][font=微软雅黑]7.978014[/font][/align][/td][td][align=center][font=微软雅黑]30.59[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]2[/font][/align][/td][td][align=center][font=微软雅黑]12.0879[/font][/align][/td][td][align=center][font=微软雅黑]5.16483[/font][/align][/td][td][align=center][font=微软雅黑]57.27[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]3[/font][/align][/td][td][align=center][font=微软雅黑]11.1868[/font][/align][/td][td][align=center][font=微软雅黑]7.03296[/font][/align][/td][td][align=center][font=微软雅黑]37.13[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]4[/font][/align][/td][td][align=center][font=微软雅黑]14.02196[/font][/align][/td][td][align=center][font=微软雅黑]7.31867[/font][/align][/td][td][align=center][font=微软雅黑]47.81[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]5[/font][/align][/td][td][align=center][font=微软雅黑]15.16482[/font][/align][/td][td][align=center][font=微软雅黑]10.3736[/font][/align][/td][td][align=center][font=微软雅黑]31.59[/font][/align][/td][/tr][/table][font=微软雅黑][font=微软雅黑]从上表中可知,残余应力消除率最大为[/font][font=微软雅黑]57%,最小为30%,满足标准。[/font][/font][b][font=微软雅黑]结论[/font][/b][font=微软雅黑]根据以上试验报告可知,振动时效可明显降低工件的焊接残余应力,同时可使残余应力分布均匀,工件尺寸稳定性好。工件无翘曲变形、氧化、脱碳及硬度下降等缺点。试验达到了工艺要求,可在一定范围内代替热时效。[/font]
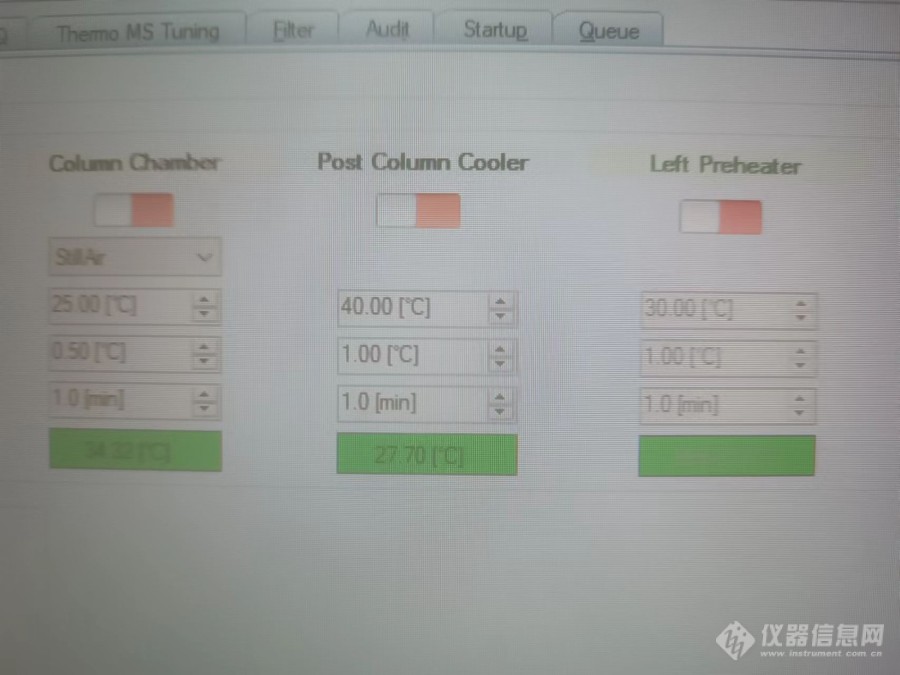
变色龙软件柱温箱离开预热器的问题是啥啊,见图最右臂边,不知道什么原因,大神讲解下[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2022/11/202211041618502364_7396_5627976_3.jpg!w690x517.jpg[/img]










 我要推广仪器
我要推广仪器
 下载APP
下载APP