弯曲挺度测定仪是我公司按新国家标准规定研究设计开发的一款瓦楞纸板弯曲挺度检测仪器,适合各种瓦楞纸板和硬纸板。 本仪器采用立式设计,具有结构紧凑、功能齐全、操作方便的特点。仪器采用目前国内外技术先进的元器件、配套部件、单片微机进行合理构造和多功能设计。具有标准中包含的各项参数测试、转换、调节、显示、记忆、打印功能,具有数据处理功能,可直接得出各项数据的统计结果,还具有传感器过量程保护、电机过载保护及故障自诊断等功能。 本仪器还可配合不同夹具,进行抗张、剥离、开盒力等的试验。 结构组成 仪器为机电一体化结构。 机械部分用于放置试样、压缩和测力。其主要由动夹头部件和测力静夹头部件两部分组成。 电气部分用于参数设定、测量显示、动作控制、结果打印。主要由主板、显示屏、电源、一体电机、打印机组成。 维护保养 经常保持试验机清洁,长期不用时应加罩防尘。 试验机出现故障时,应请专业人员检查排除,切勿带病运行。 试验机传动丝杠部位应不定期加注少量润滑油。 注意保护夹头的夹紧面,夹紧面上不应有异物灰尘,拉伸完毕后将两夹紧面合拢,防止灰尘异物落入。
急需标准:GB/T 18318-2001 纺织品 织物弯曲长度的测定,请发送至:zhjuan@takemoto.com.cn,谢谢
三点弯曲实验用于测定倒装焊封装中胶和芯片界面的断裂韧度.三点弯曲用于Lead frame material 和 Moulding compound界面结合强度三点弯曲试验测试焊接接头强度三点弯曲试验是测试BGA焊点可靠性的常用力学试验手段三点弯曲或四点弯曲试验用于PCBA有铅或无铅焊点机械性能可靠性测试三点弯曲度试验硅晶圆柔韧性薄型硅样品的三点弯曲试验三点弯曲PCB测试三点弯曲用于陶瓷基板强度测试三点弯曲测试芯片强度三点弯曲或四点弯曲测试LCD,TFT和 Color Filter的强度三点弯曲度试验单晶硅和多晶硅强度四点疲劳弯曲用于手持电子产品表面贴装元件可靠性测试四点弯曲测试3D芯片机械粘接强度复合材料的三点弯曲试验塑料材料的三点弯曲试验金属材料的三点弯曲试验三点弯曲疲劳试验,四点弯曲疲劳试验在各学科的应用等等,太多了,请大家补充啊
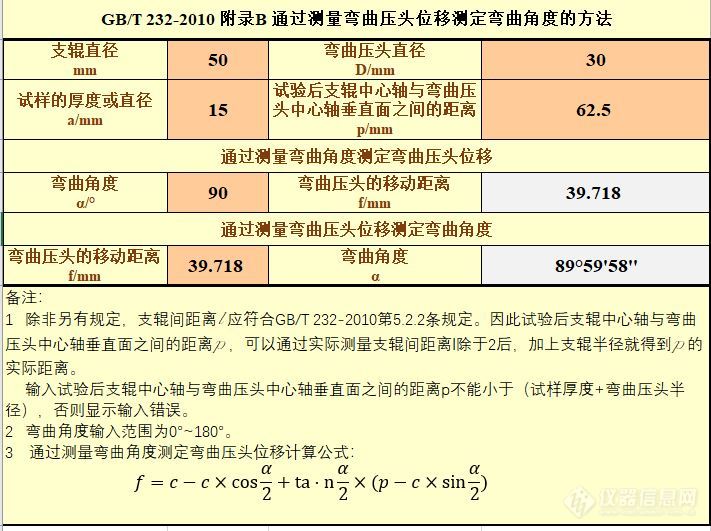
本帖原本是为了应助本论坛“[color=#333333]惊蛰321[/color]”坛友的求助帖 https://bbs.instrument.com.cn/topic/7137084,后来一看原来在《JGJ/T 27-2014 钢筋焊接接头试验方法标准》、《JGJ 18-2012 钢筋焊接及验收规程》、《YB/T 5126-2003 钢筋混凝土用钢筋 弯曲和反向弯曲试验方法》等标准里面,都有要求对试件进行特定角度进行弯曲试验,心想全国这么多土建实验室,应该会有很多人能用得上,就新开一贴好了。 参见“[color=#333333]惊蛰321[/color]”坛友的求助帖,在GB/T 232-2010 附录B,是通过测量弯曲压头位移测定弯曲角度的方法,但是实际试验中,反而是要按规范要求已知的弯曲角度(如90°),去求得位移距离。因此本帖就按GB/T 232-2010 附录B的方法,推算已知弯曲角度求弯曲压头位移的公式,并编辑成EXCEL计算表(见以下附件)。计算表界面如下:[align=center][img=,671,542]https://ng1.17img.cn/bbsfiles/images/2019/07/201907070308057373_5680_1618939_3.jpg!w671x542.jpg[/img][/align][align=left] 本计算表的数据都用CAD画图实际验证过,计算结果是正确的,大家使用中发现需要改进的留言。也可以用本表中推算的求位移的公式自己改进。[/align] 花絮:这计算表上个礼拜天就开始做了,本以为有GB/T 232-2010 附录B现成的计算公式,反推回去是很简单的事情,结果发现用这个附录B的公式反推回去,演变成求解一元四次方程的大型灾难现场,折腾几天后反推出来一条很长的公式。长到写满了一页A4纸,把我自己也搞懵逼了[img]https://simg.instrument.com.cn/bbs/images/default/em09502.gif[/img],最后才想起此路不通应该用三角函数求解,翻箱倒柜把荒废多年的几何三角函数找出来求出这公式。 另:制作过程也看到14年已经有前人用VB做了这么一个程序,参见《金属材料弯曲试验压头位移与角度关系的程序编制》https://www.doc88.com/p-7406216056279.html。对于里面的一些试验建议大家也可以参考。但是他程序设计的支辊直径是固定的50mm,不能改变支辊直径,如果其他试验室弯曲夹具不是50mm支辊就用不了,就是这点不太方便。
三点弯曲法的PBGA封装实验测试三点弯曲实验用于测定倒装焊封装中胶和芯片界面的断裂韧度.三点弯曲用于Lead frame material 和 Moulding compound界面结合强度三点弯曲试验测试焊接接头强度三点弯曲试验是测试BGA焊点可靠性的常用力学试验手段三点弯曲或四点弯曲试验用于PCBA有铅或无铅焊点机械性能可靠性测试三点弯曲度试验硅晶圆柔韧性薄型硅样品的三点弯曲试验三点弯曲PCB测试三点弯曲用于陶瓷基板强度测试三点弯曲测试芯片强度三点弯曲或四点弯曲测试LCD,TFT和 Color Filter的强度三点弯曲度试验单晶硅和多晶硅强度四点疲劳弯曲用于手持电子产品表面贴装元件可靠性测试四点弯曲测试3D芯片机械粘接强度复合材料的三点弯曲试验塑料材料的三点弯曲试验金属材料的三点弯曲试验三点弯曲疲劳试验,四点弯曲疲劳试验在各学科的应用等等,太多了,请大家补充啊,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,
液压弯曲试验机 液压弯曲试验机是用来进行金属材料—钢筋、棒材、管材、板材等材料的弯曲试验,测定其弯曲塑性变形能力。全面满足GB/T232《金属材料弯曲试验》及GB/T244《金属管弯曲试验方法》等相关标准要求。http://www.kx4u.net/upload/file/images/20111126004555.jpg■特点◎ 液压弯曲试验机采用卧式结构,工作台面适中,操作方便;◎ 采用液压加载,活塞速度快,试验效率高;◎ 支承辊转动支承件采用铜套,其与滚动轴承相比刚度高,承载能力大;◎ 调节支承辊距丝杠放置于支承辊后侧,可防止铁屑、氧化皮落入,以免损坏丝杠。■主要技术指标最大推力(kN)200工作行程(mm)400最大工作压力(Mpa)20弯心直径(mm)φ6-φ200(用户选择)圆试样直径(mm)φ6-φ50板试样厚度×宽度(mm)(10-40)×50功率(kW)2.2外形尺寸(W×D×H)(mm)1340×710×1050
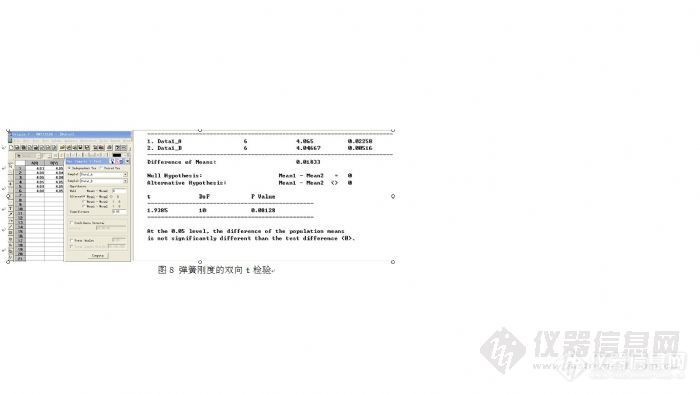
摘 要 从速度对圆柱螺旋压缩弹簧负荷测试的影响、预载荷施加量对弹簧负荷测试的影响、弹簧刚度测试时弹簧变形量测试范围对弹簧刚度测试的影响几个方面分别进行实验并分析,确定了弹簧负荷以及刚度测试时的速度为(5mm/min~100 mm/min);确定了预载荷的施加量为(0.2N~0.5N);确定了弹簧刚度测试时的变形范围。 关键词:圆柱螺旋压缩弹簧、负荷、刚度、指定变形量、指定高度。 圆柱螺旋压缩弹簧(以下简称弹簧)在我国大量运用,但目前国内外还没有圆柱螺旋压缩弹簧负荷及刚度检测的国家及行业标准,因此在对弹簧负荷测试过程中的运行速度,以及在弹簧在指定变形量负荷测试时预载荷施加量,弹簧刚度测试时弹簧变形量的范围没有具体规定。但在弹簧负荷测试过程中, 快速压缩时自动采集的数据与慢速压缩或静止压缩采集的数据差别很大,另外,预载荷量的大小对指定变形量下弹簧负荷的测试也有影响。弹簧刚度的测量是在载荷的基础上进行的,测量刚度的办法是测量出弹簧的特性线,然后进行分析,而螺旋压缩弹簧的特性线是直线,其刚度就是特性线的斜率。但实际上弹簧的特性线不是理想的直线,这是由于弹簧的工作圈数有限、弹簧节距及其它几何参数的不均匀等原因使特性线的起始及结尾部分有些弯曲,所以测试弹簧的刚度应避开弯曲的部分,因此,必须对弹簧刚度测试时的变形量范围作出规定。本文将从弹簧测试时速度、预载荷对弹簧负荷测试的影响以及变形量范围范围对弹簧刚度测试的影响几个方面讨论。1:弹簧负荷的测量 在弹簧的负荷测试过程中,有两种方式:一种为指定变形量下的负荷(如图1),另一种为指定高度下的负荷(如图2)。在两种方法测试过程中,运行速度都会对弹簧负荷的测试结果有一定的影响。而在指定变形量下的负荷测试,必须先确定弹簧的自由高度才能对弹簧负荷进行进一步的测试,而在弹簧的生产过程中,每支弹簧的自由高度不一样,若对每一支弹簧都先进行自由高度的测试,不仅工作量繁琐,而且容易产生错误,因此在现有的微机控制电子式弹簧试验机程序编写中,都是先对弹簧施加一个预载荷,先测试出弹簧的自由高度,再进行弹簧指定变形下的负荷的测试。在此过程中,预载荷量的大小就对弹簧自由高度以及负荷的结果产生影响。
求助“薄壁铜管弯曲中常见缺陷与预防措施”、“连续弯管制造工艺探讨”、“ 管材弯曲壁厚变形的有限元模拟与试验分析”、“弯管应力分析及结构研究”、“空间弯管的制作与质量控制”(弯管制造技术文献汇编 )
1.铜管弯曲成形加工中确定回弹量的方法工程技术 机械仪表 金属压力加工 刘贤波 珠海格力电器股份有限公司,广东珠海519070 2.文章: TP2铜螺旋管裂纹产生原因分析期刊:《理化检验-物理分册》 (2009年03期) 作者:尚延伟, 赵梅春, 陈伟锋单位:浙江省绍兴市制冷配件检测中心,绍兴 3125003.小型铜管弯曲件的自动化加工 【作者】 汤漾平 段正澄 冯清秀 【作者单位】 华中理工大学 【文献出处】 锻压技术 , FORGING & STAMPING TECHNOLOGY, 编辑部邮箱 1998年 06期 4.薄壁铜管弯曲中常见缺陷与预防措施
旋转弯曲试验机旋转杆弯曲疲劳试验在各种类型的标本具有高测量精度和舒适的操作主页 / 测试机器 / 标准测试机器 / 旋转弯曲试验机旋转弯曲试验机由hler根据DIN 50113设计,用于对线材、圆形试样和棒材等试样以及凸轮轴等适当部件进行动态疲劳试验。旋转弯曲试验机用于质量和材料控制。?旋转弯曲试验机UBM 8应用旋转弯曲试验机UBM 8用于根据DIN 50113在试样上进行疲劳试验,例如弯曲力矩高达约50纳米的线材、圆形试样和棒材。特征桌面设备试样由钢丝绳起重机加载,通过提升系统上的可调弹簧在试样上产生扭矩高测量精度:头部的旋转轴承设计成具有非常低的摩擦,以便不会扭曲所施加的弯矩。灵活性:承载样品的头部连续可调;这样,可以使用不同长度的样品。自动测试程序:从动头安装在滚轮滑轨上。这样,由弯曲引起的样品长度变化得到补偿。此外,当样品断裂时,滚轴滑座分离样品碎片,保持断裂模式。如果出现样品断裂、滑移、破裂检测或达到预设的应力循环次数,机器会自动停止。在测试之前和测试过程中,转数可在50至3400 rpm之间连续调节,并受到主动控制。?录像询问?旋转弯曲试验机UBM 9应用旋转弯曲试验机UBM 9用于根据DIN 50113在弯曲力矩高于50纳米的样品如线材、圆形样品和棒材上进行疲劳试验。特征独立设备试样由钢丝绳起重机加载,通过提升系统的可调重量在试样上产生扭矩转数:从100到6000 rpm连续可调舒适的操作:弯矩由可移动的砝码连续调节。通过直观设计的触摸屏,可以完成和读取所有必要的测试设置。其中,可以设置弯矩和载荷循环的极限值。高测量精度:由于弹簧夹头的概念,样品被安全地夹住。它保证夹紧力不会因振动而松动,从而防止打滑。加载的试样零件与夹具没有任何接触。弯曲和松弛时试样长度的变化得到了补偿,从而防止了试样的轴向扭曲。安全:头部和旋转样品由防护罩覆盖。保护罩配有安全开关,只有在电机停止时才能打开。?录像[img]https://ng1.17img.cn/bbsfiles/images/2023/11/202311062332058204_7034_1602049_3.png[/img]
在用火焰原子吸收测定镍含量时,配制的点10.20.30.40.50ppm,但是测定标样时浓度在30ppm得到的值正常,但是40ppm左右的样品值会有偏高,我觉得这应该是曲线弯曲造成,如何解决这一问题?

我们的产品是木塑地板,在使用过程主要是发生中间开裂,因此我们对产品进行测试也是模拟现实的开裂情况,进行三点弯曲测试。我们测试样品是从产品中截取75mm,宽度为162mm,厚度为30mm的样品,我们测试的跨距为130mm。http://ng1.17img.cn/bbsfiles/images/2012/09/201209121516_390446_1962295_3.jpg现在我们的测试方法是与ASTM D790的方法不同的,因为我们样品厚度为30mm,按美标规定跨距为厚度的16倍即480mm,我们产品宽度仅为162mm,那是无法实现的,故我们只能取130mm为跨距。另外我们的应变应该是超过D790规定的使用范围5%。因此我们现在测试的数据主要关注最大力量值和最大力位移,同时确保测试样品的尺寸一致,来判断产品的弯曲性能。问题:1.这样测试对实验结果有什么影响?我知道假如跨距不够的话,会产生较大的剪切应力,因此测出来的弯曲强度是不准确的。请问还有其他影响吗?2.我想尽量接近D790的测试方法,请问有什么方法吗?总的来说我不想改变样品的厚度。。。3.本来这个产品应该是用四点弯曲来测试的,但实际上三点弯曲的跨距都无法实现,就不要说四点弯曲了。4.D790说明应变超过5%要采用四点弯曲来测试,但四点弯曲测试的应变假如也超过5%那应该怎么办呢?5.ASTM方法里面有很多规定的条件,比如跨距,应变率等等,请问他们是怎样确定这些数值的?有相关的文献吗?
1.概述(塑料拉力试验机) 弯曲试验主要用来检验材料在经受弯曲负荷作用时的性能,生产中常用弯曲试验来评定材料的弯曲强度和塑性变形的大小,是质量控制和应用设计的重要参考指标。弯曲试验采用简支梁法,把试样支撑成横梁,使其在跨度中心以恒定速度弯曲,直到试样断裂或变形达到预定值,以测定其弯曲性能。 2.试验原理 弯曲试验在《塑料弯曲性能试验方法》(《GB/T 9341-2000》)中使用的是三点式弯曲试验。三点式弯曲试验是将横截面为矩形的试样跨于两个支座上,通过一个加载压头对试样施加载荷,压头着力点与两支点间的距离相等。在弯曲载荷的作用下,试样将产生弯曲变形。变形后试样跨度中心的顶面或底面偏离原始位置的距离称为挠度,单位mm。试样随载荷增加其挠度也增加。弯曲强度是试样在弯曲过程中承受的最大弯曲应力,单位MPa。弯曲应变是试样跨度中心外表面上单元长度的微量变化,用无量纲的比或百分数(%)表示。3.试验方法 3.1试验应在受试材料标准规定的环境中进行,若无类似标准时,应从GB/T2918中选择最合适的环境进行试验。另有商定的,如高温或低温试验除外。 3.2测量试样中部 的宽度b,精确到0.1mm; 厚度h,精确到0.01mm,计算一组试样厚度的平均值h。剔除厚度超过平均厚度允差±0.5%的试样,并用随机选取的试样来代替。调节跨度L,使L=(16±1)h ,并测量调节好的跨度,精确到0.5%。 除下列情况外都用上式计算: 3.2.1对于较厚且单向纤维增强的试样,为避免剪切时分层,在计算两撑点间距离时,可用较大L/h比。 3.2.2对于较薄的的试样,为适应试验设备的能力,在计算跨度时应用较小的L/h比。c、对于软性的热塑性塑料,为防止支座嵌入试样,可用较大的L/h比。 3.3.3试验速度使应变速率尽可能接近1%/min,这一试验速度使每分钟产生的挠度近似为试样厚度值的0.4倍,推荐试样的试验速度为2mm/min。 试样应对称地放在两个支座上,并于跨度中心施加力,如图所示:4.结果计算和表示 4.1弯曲应力是试样跨度中心外表面的正应力,按式(1)计算,单位MPa。 σf=3FL/2bh2 (1) 式中:F——施加的力,N;L——跨度,mm;b——试样宽度,mm; h——试样厚度,mm。 4.2弯曲模量的测量,先根据给定的弯曲应变εf1=0.0005和εf2=0.0025,按式(2)计算相应的挠度s1和s2: si=εfiL2/6h(i=1,2) (2) 式中:si——单个挠度,mm;εfi——相应的弯曲应变,即上述的εf1和εf2值;L——跨度,mm;h——试样厚度,mm。 4.3弯曲弹性模量或弯曲模量Ef,单位MPa,根据式(3)计算: Ef=(σf2-σf1)/ (εf2)-( εf1) (3) 式中:εf1=0.0005,εf2=0.0025,, σf1——挠度为s1时的弯曲应力, MPa; σf2——挠度为s2时的弯曲应力,MPa。5.试验影响因素: 5.1试样尺寸 横梁抵抗弯曲形变的能力与跨度和横截面积有很大关系,尤其是厚度对挠度影响更大。同理,弯曲试验如果跨度相同但试样的横截面积不同,则结果是有差别的。所以标准方法中特别强调(规定)了试样跨度比,厚度和试验速度等几方面的关系,目的是使不同厚度的试样外部纤维形变速率相同或相近,从而使各种厚度之间的结果有一定可比性。在《塑料弯曲性能试验方法》(《GB/T 9341-2000》)中规定了跨度L,使其符合式(4): L=(16±1)h (4) 同时规定若选用推荐试样,则尺寸为:长度l=80±2;宽度b=10.0±0.2;厚度h=4.0±0.2。当不可能或不希望采用推荐试样时,须符合下面的要求: 试样长度和厚度之比应与推荐试样相同,如式(5)所示: l/h=20±1 (5) 试样宽度应采用表1给出的规定值。表1 与厚度相关的宽度值b mm 公称厚度hb±0.51)热塑性模塑和挤塑料以及热固性板材织物和长纤维增强的塑料1)含有粗粒填料的材料,其最小宽度应在20~50 mm 之间5.2试样的机械加对结果有影响。 有必要时尽量采用单面加工的方法来制作。试验时加工面对着加载压头,使未加工面受拉伸,加工面受压缩。 5.3加载压头圆弧半径和支座圆弧半径 加载压头圆弧半径是为了防止剪切力和对试样产生明显压痕而设定的。一般只要不是过大或过小,对结果影响较小。但支座圆弧半径的大小,要保证支座与试样接触为一条线(较窄的面)。如果表面接触过宽,则不能保证试样跨度的准确。 5.4 应变速度 试样受力弯曲变形时,横截面上部边缘处有最大的压缩变形,下部边缘处有最大的拉伸变形。所谓应变速率是指在单位时间内,上下层相对形变的改变量,以每分钟形变百分率表示,试验中可控制加载速度来控制应变速度。随着应变速率和加载速度的增加,弯曲强度也增加,为了消除其影响,在试验方法中对试验速度作出统一的规定,如《GB/T 9341-2000》规定了从表2中选一速度值,使应变速率尽可能接近1%/ min,这一试验速度使每分钟产生的挠度近似为试样厚度值的0.4倍,例如符合推荐试样的试验速度为2mm/min。一般说来应变速率较低时,其弯曲强度偏低。 表2 试验速度推荐值1)厚度在1 mm至3.5 mm之间的试样,用最低速度 试验速度一般都比较低,这是因为塑料在常温下均属粘弹性材料,只有在较慢的试验速度下,才能使试样在外力作用下近似地反映其松弛性能和试样材料自身存在不均匀或其他缺陷的客观真实性。 5.5试验跨度 弯曲试验大多采用“三点式”方式进行。这种方式在受力过程中,除受弯矩作用外,还受剪力的作用。故采用“三点式”方式进行测试,对于反映塑料材料的真实性能是存在一定问题的。因此,国内外有人提出采用“四点式”方式进行测试。目前进行工作较多的还是采用“三点式”方式,用合理的选择跨度和试样厚度比(L/h)来达到消除剪力影响的目的。 试样跨度与厚度比目前基本上有两种情况,一种是L/h=10;另一种是L/h=16。从理论上讲,最大正应力与最大剪应力的关系是τmax/σmax=1/2(L/h),由此可以看到随着跨度比的增大,剪应力应减小。从式中看出,L/h愈大,剪力所占的比愈小,当L/h=10~4时,其剪力分配为5~12.5%。可见剪力效应对试样弯曲强度的影响是随着试样所采用跨度与试样厚度比值的增大而减小的。但是,跨度太大则挠度也增大,且试样两个支承点的滑移也影响试验结果。 5.6环境温度 和其他力学性能一样,弯曲强度也与温度有关。试验温度无疑对塑料的抗弯曲性能有很大影响,特别是对耐热性较差的热性塑料。一般地,各种材料的弯曲强度都是随着温度的升高而下降,但下降的程度各有不同。 5.7试样不可扭曲,表面应相互垂直或平行,表面和棱角上应无刮痕、麻点。6.结论 从以上的试验过程来看影响其结果的因素是多方面的,应严格把握好试验的每个步骤。
中国心[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=114174]热轧光圆钢筋GB1499.1-2008力学性能弯曲性能检验注意事项[/url]
中文名称:玻璃材料弯曲强度试验方法英文名称:Test method for flexure of glass material 批准单位:国家建筑材料工业局批准日期:1997-08-22实施日期:1998-01-01标准号:JC/T 676-19971 范围 本标准规定了玻璃材料弯曲强度测定的试验方法。适用于玻璃和微晶玻璃材料弯曲强度的测定。2 试验原理在规定的试验条件下,一定尺寸和形状的试样,受三点静态弯曲负荷折断,通过计算其承受负荷的横截面处最大弯曲应力,可以得出试样的弯曲强度。3 仪器设备3.1 试验机3.1.1 加荷速率。负荷示值相对误差不应超过±1%。3.1.2 验负荷应在试验机使用量程的20%~90%之间。3.1.3 压头刀口尺寸应符合图1规定,用来支撑试样的支座和施加负荷的压头均用经过淬硬的钢材,其材料的弹性模具量应不低于200GP,以防止负荷过量时发生塑性变形,同时与试样接触部分的表面粗糙度应不大于1.6μm。3.2测量工具游标卡尺或千分尺,精度为0.02mm。4 试样4.1 试样为长120mm±1mm。宽20mm±1mm,以原板厚为试样厚度的长方体,其横截面的四角均为900±0.50,试样外观应无爆边、缺角、划伤等明显缺陷且切割刀口在同一表面。4.2 每组试样不少于15个。5 试验程序5.1 用游标卡尺或千分尺测量试样中部的宽度和厚度,精确至0.05mm。5.2 调整两支点间距至 100 mm。5.3 将试样有切割刀口的一面朝上放在支座上,伸出支座两端的距离应相等。5.4 在试样的负荷点上,以5mm/min的位移速度加荷,记录试样断裂时的最大负荷。5.5 断裂应产生在试样三等分中间部分,否则应以新试样替补上重新试验,以保证每组试样原来的数量。5.6 每一试样断裂后,应用毛刷或软布仔细清扫压头和支座。以清除碎玻璃渣。6 结果计算6.1 试样弯曲强度的单值按式(1)计算: ……………………………(1)式中: ——试样的弯曲强度,MpaP——试样断裂时的最大负荷,N;L——试样支座间的距离,mm;b——试样宽度,mm;d——试样厚度,mm。6.2 标准差按式(2)计算: …(2) 式中:S——标准差,Mpa;n——被测有效试样的数量;——各试样的弯曲强度,Mpa。6.3 按附录A(标准的附录)进行数据处理,以有效数据的算术平均值和标准差表示。取3位有效数字。7 试验报告 弯曲强度试验报告应包括下列内容:a) 委托单位;b)试样名称、规格和编号;c)每一试样的宽度和厚度,断裂时最大负荷;d)试样弯曲强度的单值、平均值及标准差;e)试样机型号及所选用的量程;f)试验单位、人员;试验日期。
今天在用za3000对Pb元素进行测定,发现针头弯了,于是拉管子,换针头。但是没用几次又弯曲了,反复试验几次,均发生上述情况。求各位大神解答一下,所有的设定条件和之前一样,唯独今天出现了问题,很苦恼。。。。。。。。。
弯曲性能主要是用来检验材料经受弯曲负荷作用时的性能,它也是质量控制和应用设计的重要参考指标,主要表征材料的刚性。它也是力学性能的一项重要指标。在国家标准GB/T 9341中,对弯曲样条的长、宽、厚有明确的规定,并且规定样条的跨度和样条厚度之比为16±1。推荐使用弯曲样条的尺寸为80×10×4mm。弯曲性能包括弯曲强度,弯曲弹性模量等。
因为工作或交流需求,有时候我们很需要拍摄一些小安瓿、外弯曲面(圆柱面)上的标签,包括无缝气瓶瓶肩上的钢印,注意是照片而不是视频。大家应当能想像,这些弯曲面很不好拍摄。至于说拍成多张照片拼图,更不是一般实验猿能够胜任的。[img=,690,867]http://ng1.17img.cn/bbsfiles/images/2018/03/201803021508078950_4327_1838957_3.jpg!w690x867.jpg[/img]有人建议用“全景模式”拍。试了试,这种模式向外拍摄很不错,向内就不方便了,拍安瓿或钢瓶时不是变形就是断片儿。感觉全景模式首先要求被摄面要大一些才好。[img=,690,817]http://ng1.17img.cn/bbsfiles/images/2018/03/201803021759211241_560_1838957_3.jpg!w690x817.jpg[/img]请大家试试:有没有好的方法,能将外弯曲面拍到同一张照片上来?
圆柱度仪圆度仪常见故障分两大部分,即机械部分和电气部分故障。机械部分的故障多发生在轴系上,特别是静压和气静压轴系更易出毛病。一. 圆柱度仪液静压轴系的维护与修理1) 圆柱度仪静压轴系寿命长,能较长期保持其精度。但是必须有适当的维护制度,定期清洗和换油,严格按照操作规程操作。重视维护工作是延长轴系寿命和保持轴承精度的极重要的措施。由于维护和使用不当,静压轴承可能出现划伤或咬粘,这时应细心的将主轴打出或将工作台卸下来,检查事故原因。首先检查油路是否堵塞,然后再检查支撑面的损伤情况,根据损伤情况拟定修复方案。只要轴承的封油面没有大面积或严重损伤,油腔未穿通,一般都可修理后继续使用。2) 圆柱度仪主轴和轴承的修理方法:圆柱度仪主轴一般采用优质材料,硬度较高。当发生咬粘时,主轴表面上常常粘附有轴承材料,形成高出原表面的损伤表面。出现划伤时,伤痕一般很浅,通常采用修复的方法而不是更换新的主轴,修理时将主轴一段装卡在车床卡盘中,另一端用尾架顶住。旋转起来以后,先用细油石修去突出的表面,和原来轴的表面齐平。然后用可长式研环或铸铁长板研磨器将主轴外圆研光滑,达到轴转动时用手触摸无突出的感觉即可。如果损伤较严重,可将主轴再精磨一次,按新的尺寸配做轴承。二、圆柱度仪电气系统常见故障与排除1) 圆柱度仪电气系统工作不正常首先检查信号电缆是否牢固,联接是否正确,是否有损坏,是否按规程操作微机及配套设备。如果微机出现死循环。可以采用热启动方法再次启动微机。2) 圆柱度仪保险丝易断检查电源压力是否在规定范围内,电压不能太高,也不能太低;检查保险管的电流值是否在规定范围内。3) 圆柱度仪电源不能接通关断电源开关,按电源电缆联接图检查联接情况,看联接是否牢固,保险丝是否熔断。
本标准规定了测定金属材料承受弯曲塑性变形能力的试验方法。本标准适用于金属材料相关产品标准规定试样的弯曲试验。但不适用于金属管材和金属焊接接头的弯曲试验,金属管材和金属焊接接头的弯曲试验由其他标准规定。 本标准规定了测定金属材料承受弯曲塑性变形能力的试验方法。本标准适用于金属材料相关产品标准规定试样的弯曲试验。但不适用于金属管材和金属焊接接头的弯曲试验,金属管材和金属焊接接头的弯曲试验由其他标准规定。
分光光度测定中,所做的曲线没成直线,而是弯曲的,这是何原因,和溶液的浓度有关还是和仪器有关?
我们公司是一家注塑厂,需要测试一些原料或成品的拉伸强度,延伸率,弯曲强度,弯曲模量,还有密度,请问有这样的检测设备吗? 谢谢!
第一次做水质 铍的测定 HJ/T 59-2000。仪器thermo ICE3500 AAS;依照国标,灰化温度800,20s,原子化温度2600,5s。刚开始按标准配置 0、0.5、1、2、3、4、5ug/L自稀释标线,后面的吸光度做不上去。后来改成主标2.0的自稀释标线0、0.2、0.4、0.6、1.0、1.5、2.0ug/L。效果稍微好一点,但是标线弯曲,r只有0.98。请问大家的仪器条件如何设置呢?还有标线范围是多少?
[back=#d9d8d8][color=#156200][size=3] 在[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原子吸收[/color][/url]、分光光度法等分析中,多数情况下采用标准曲线法计算结果。原理是在一定的浓度范围内,吸光度与待测物的浓度成正比,符合朗伯-比尔定律。浓度越高,谱线自吸收越强,到达一定浓度后,吸光度的变化不再符合朗伯-比尔定律,曲线变弯。 但实际应用中,我们不一定总是能控制标准曲线浓度落在线性范围内。在一些仪器上也自带有非线性拟合方式。我们希望线性范围越宽越好,更切合实际的说法是希望能够测定的浓度范围越宽越好,而不管曲线是否弯曲。 我的问题是,在前处理和操作均无误的情况下,弯曲的标准曲线是否同样可用(当然,不能弯曲到切点斜率接近0,那样误差大的离谱)?可用范围?也就是说,在自吸收较大,曲线已经发生弯曲的范围中,样品吸光度的变化是否跟标准曲线一致? 我觉得应该有一定的可用范围,但不会讲。 不知道描述是否清楚,这个问题也可能有点老调重弹,搜索了一下没什么发现,希望大家别BS,同时给点宝贵意见,谢谢~[/size][/color][/back]
GJ03-12金属粉末松装密度测定仪是依据国家GB5060-85《金属粉末松装密度的测法第二部分:斯柯特容量计法》设计、制造;同时符合采用国际标准ISO 3932/2《金属粉末松装密度的测定第2部分:斯柯特容量计法》。松装密度测定仪 测试装置适用于不能自由流过漏斗法中孔径为5mm的漏斗和用振动漏斗法易改变特性粉末。二、GJ03-12金属粉末松装密度测定仪原理粉末放入上部组合漏斗中的筛网上,自然或靠外力流入布料箱,交替经过布料箱中的四块倾斜角为25°的玻璃板和方形漏斗,最后流入已知体积的圆柱杯中,呈松散状态。然后称量圆柱杯中的粉末的质量。三、结构(1)上部组合漏斗GJ03-12金属粉末松装密度测定仪由两个不锈钢圆锥形漏斗装配而成,其间一段圆柱隔开,并放入一个孔径为1.18mm的不锈钢筛网。(2)布料箱GJ03-12金属粉末松装密度测定仪横断面为正方形,内有四块1mm厚不锈钢板斜镶嵌在铝制的框架上,框架前后两壁面是有机玻璃板;不锈钢板可以拔出,易于清洗。(3)G方形漏斗1mm厚不锈钢板焊接而成,倾斜角度为60°的方锥体,下端口径为12.5mm×12.5mm。(4)圆柱杯容积为25ml,不锈钢材质,净重46±1克。(5)铁台架斯柯特容计法松装密度测定仪 用于支撑上部组合漏斗、布料箱、方形漏斗、圆柱杯等部件。(6)天平
本标准规定了测定金属材料承受弯曲塑性变形能力的试验方法。 本标准适用于金属材料相关产品标准规定试样的弯曲试验。但不适用于金属管材和金属焊接接头的弯曲试验,金属管材和金属焊接接头的弯曲试验由其他标准规定。
我用国亨ABS和ABS757及GE料分别做弯曲试验,试验结果弯曲强度及挠定系数都符合标准,就是弯曲模量低于标准,是我试验做错呢还是材料不符合要求?
不锈钢-碳钢焊接试板弯曲试验时,老是出现弯头偏向一侧,导致弯曲半径偏离焊缝。各位朋友有这方面的经验可以分享一下吗?谢谢!顺祝新年快乐!
用自动进样器,10uL进样针,进样针弯曲的现象层出不穷,最近一次,下午下班还在进样,早上来了,一看样品打完了,又运行一个序列,第一针下去就弯曲了,换一针,校正0号瓶,错出好远,怪不得针打弯,但为什么会这样,进样盘自己挪地方了,还是半夜有人转动进样盘了,百思不得其解。
哪位高人指点一下 QC/T 268 1999中 4.1中 弯曲长度L未注公差表4中弯曲断面的最大轮廓尺寸 是什么意思?谢谢了







 我要推广仪器
我要推广仪器
 下载APP
下载APP