推荐厂家
暂无
暂无
 400-860-5168转0730
400-860-5168转0730
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转0579
留言咨询
400-860-5168转0579
留言咨询
 留言咨询
留言咨询




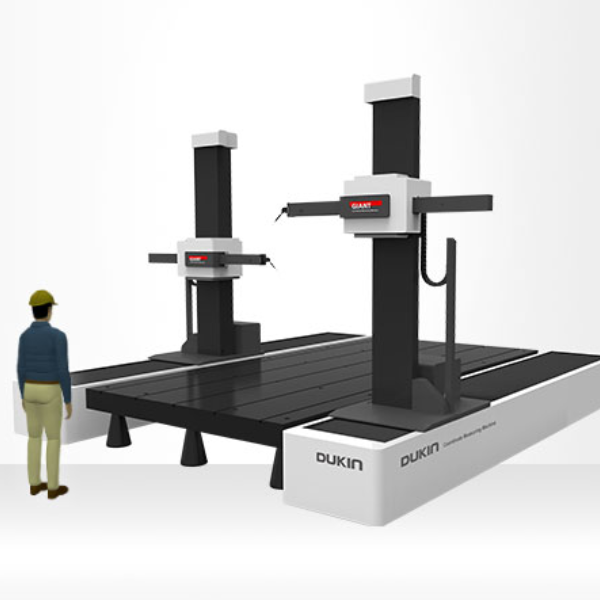
双悬臂三坐标测量机 12m*1.6m*3m 使用激光干涉仪进行校准,技术依据是否还是写JJF 1064-2010《 坐标测量机校准规范》?是否有更合适的技术依据?校准点是否要做小于等于30mm的点位?我发帖的原因是看到1064里规定的标准器6.4里没有激光干涉仪,请各位老师指点
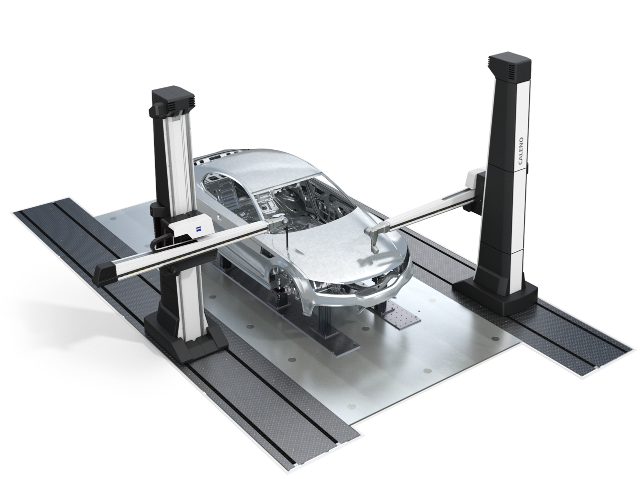
三坐标测量机不仅能够取代众多测量工具,并且能缩短某些测量起来很复杂的事情的时间,同时快速准确地评价尺寸数据,为操作者提供有用信息。高瑞生产的三坐标测量机应用范围非常广泛,从应用所跨的行业来分,三坐标测量仪器主要应用于模具行业和发动机制造业。下面是关于三坐标测量机在这两个领域应用的详细介绍: 三坐标测量机在模具行业中的应用 三坐标测量机在模具行业中的应用相当广泛,它是一种设计开发、检测、统计分析的现代化的智能工具,更是模具产品无与伦比的质量技术保障的有效工具。当今主要使用的三坐标测量机有桥式测量机、龙门式测量机、水平臂式测量机和便携式测量机。测量方式大致可分为接触式与非接触式两种,目前精坐标的测量机在两项技术上位居世界前列。 模具的型芯型腔与导柱导套的匹配如果出现偏差,可以通过三坐标测量机找出偏差值以便纠正。在模具的型芯型腔轮廓加工成型后,很多镶件和局部的曲面要通过电极在电脉冲上加工成形,从而电极加工的质量和非标准的曲面质量成为模具质量的关键。因此,用三坐标测量机测量电极的形状必不可少。 三坐标测量机在发动机制造中的应用 在现代制造业中,高精度的综合测量机越来越多的应用于生产过程中,使产品质量的目标和关键渐渐由最终检验转化为对制造流程进行控制,通过信息反馈对加工设备的参数进行及时的调整,从而保证产品质量和稳定生产过程,提高生产效率。 发动机是由许多各种形状的零部件组成,这些零部件的制造质量直接关系到发动机的性能和寿命。因此,需要在这些零部件生产中进行非常精密的检测,以保证产品的精度及公差配合。在现代制造业中,高精度的综合测量机,如三坐标测量仪越来越多的应用于生产过程中,使产品质量的目标和关键渐渐由最终检验转化为对制造流程进行控制,通过对所测量的数据信息对生产设备进行相应的调整和改善,这样不仅能够在产品质量上得到保障,还能够保证生产效率。
三坐标测量机的日常保养及维护三坐标测量机做为一种精密的测量仪器,如果维护及保养做得及时,就能延长机器的使用寿命,并使精度得到保障、故障率降低。为使客户更好地掌握和用好测量机,现列出测量机简单的维护及保养规程。如果要详细了解,一. 开机前的准备1. 三坐标测量机对环境要求比较严格,应按合同要求严格控制温度及湿度;2. 三坐标测量机使用气浮轴承,理论上是永不磨损结构,但是如果气源不干净,有油.水或杂质,就会造成气浮轴承阻塞,严重时会造成气浮轴承和气浮导轨划伤,后果严重。所以每天要检查机床气源,放水放油。定期清洗过滤器及油水分离器。还应注意机床气源前级空气来源,(空气压缩机或集中供气的储气罐)也要定期检查;3. 三坐标测量机的导轨加工精度很高,与空气轴承的间隙很小,如果导轨上面有灰尘或其它杂质,就容易造成气浮轴承和导轨划伤。所以每次开机前应清洁机器的导轨,金属导轨用航空汽油擦拭(120或180号汽油),花岗岩导轨用无水乙醇擦拭。4. 切记在保养过程中不能给任何导轨上任何性质的油脂;5. 定期给光杆、丝杆、齿条上少量防锈油;6. 在长时间没有使用三坐标测量机时,在开机前应做好准备工作:控制室内的温度和湿度(24小时以上),在南方湿润的环境中还应该定期把电控柜打开,使电路板也得到充分的干燥,避免电控系统由于受潮后突然加电后损坏。然后检查气源、电源是否正常;7. 开机前检查电源,如有条件应配置稳压电源,定期检查接地,接地电阻小于4欧姆。二. 工作过程中:1. 被测零件在放到工作台上检测之前,应先清洗去毛刺,防止在加工完成后零件表面残留的冷却液及加工残留物影响测量机的测量精度及测尖使用寿命;2. 被测零件在测量之前应在室内恒温,如果温度相差过大就会影响测量精度;3. 大型及重型零件在放置到工作台上的过程中应轻放,以避免造成剧烈碰撞,致使工作台或零件损伤。必要时可以在工作台上放置一块厚橡胶以防止碰撞;4. 小型及轻型零件放到工作台后,应紧固后再进行测量,否则会影响测量精度;5. 在工作过程中,测座在转动时(特别是带有加长杆的情况下)一定要远离零件,以避免碰撞;6. 在工作过程中如果发生异常响声或突然应急,切勿自行拆卸及维修,请及时与我公司联系,本公司会安排经过严格培训的人员前往,并承诺以最快的速度帮助客户解决问题。三、 操作结束后1. 请将Z轴移动到下方,但应避免测尖撞到工作台;2. 工作完成后要清洁工作台面;3. 检查导轨,如有水印请及时检查过滤器。如有划伤或碰伤也请及时与本公司联系,避免造成更大损失;4. 工作结束后将机器总气源关闭。









 我要推广仪器
我要推广仪器
 下载APP
下载APP


