推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-801-8191
留言咨询
400-801-8191
留言咨询
 400-860-5168转2831
留言咨询
400-860-5168转2831
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询





1, 题目:高精度激光干涉仪定位系统2,作者:卢维美3,期号:电子工业专用设备, 1999年01期4,链接:http://www.cnki.com.cn/Article/CJFDTotal-DGZS901.005.htm
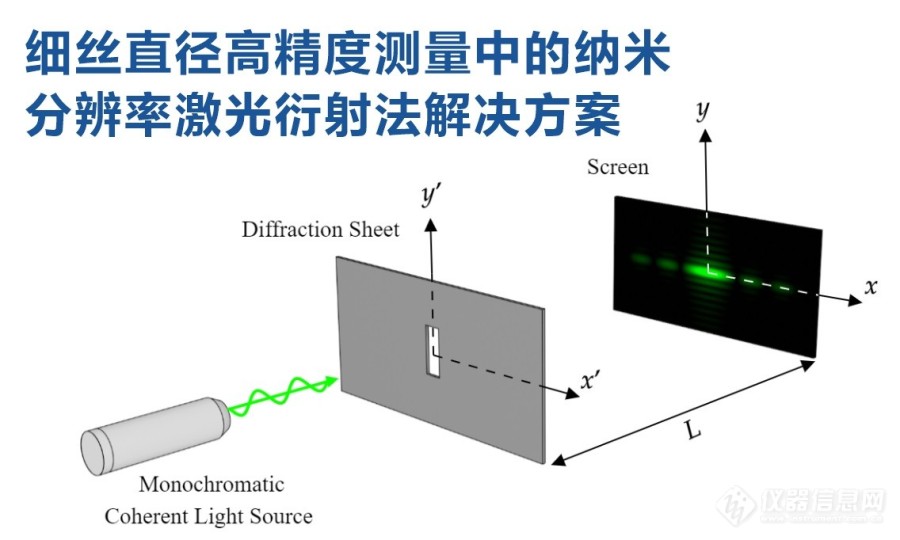
[align=left][b][color=#339999]摘要:碳纤维单丝热膨胀系数是碳纤维复合材料设计、生产与可靠性和寿命评估的重要参数,本文针对单丝径向高温热膨胀系数测试这一难题提出了相应的解决方案。解决方案的核心内容是基于激光衍射法和高温辐射加热,并采用衍射轮廓拟合技术以及相应的校准、真空温度控制等技术,可实现几个纳米的测量分辨率。此解决方案不仅可以测量各种粗细单丝的直径及其热膨胀,还可以拓展应用于细丝的直径分布、截面形状和径向热膨胀测量。[/color][/b][/align][align=center][size=16px] [img=碳纤维单丝径向高温热膨胀系数激光衍射法测试解决方案,600,360]https://ng1.17img.cn/bbsfiles/images/2023/05/202305300838571272_2512_3221506_3.jpg!w690x414.jpg[/img]~~~~~~~~~~~~~~~~~~~[/size][/align][size=18px][color=#339999][b]1. 项目背景[/b][/color][/size][size=16px] 随着碳纤维增强复合材料应用的扩大,其设计也变得越来越精密。温度变化引起的热应力是复合材料设计中需要考虑的重要因素之一,而碳纤维的热膨胀系数是控制热应力的基本物理性能值。另外,碳纤维的热膨胀系数不仅是复合材料设计中的重要参数,也是预测制造工艺、可靠性和寿命的重要参数。[/size][size=16px] 由于碳纤维一般具有很强的方向性,其热膨胀系数主要包括轴向和径向热膨胀系数。本文将针对1~10微米直径的碳纤维单丝,提出径向热膨胀系数测试方法,特别是提出高温下径向热膨胀系数测试的解决方案。[/size][size=18px][color=#339999][b]2. 激光衍射法测量原理[/b][/color][/size][size=16px] 在假设碳纤维单丝是直径均匀、截面积形状为圆形细丝的前提下,按照热膨胀系数的定义,碳纤维单丝高温热膨胀系数的测试可以归结为不同温度下单丝直径的测量问题,具体测试涉及到单丝温度和单丝直径的精确测量。[/size][size=16px] 对于微小细丝直径的测量,只能选择非接触光学测量方法。可选择的测试方法主要有显微镜观测法、光学投影法和激光衍射法,但由于碳纤维测试需要涉及到高温和真空环境,显微镜直接观察方法很难实现较高温度,而投影法则是无法达到纳米量级的测量精度,因此本项目将选择激光衍射法,以实现纳米精度的单丝直径测量。[/size][size=16px] 激光衍射测量原理如图1所示。单色激光垂直照射被测细丝后在焦平面上形成衍射图形,通过对图形参数等的测量,可准确测得细丝直径。[/size][align=center][size=16px][img=01.激光衍射线径测量原理图,550,329]https://ng1.17img.cn/bbsfiles/images/2023/05/202305300841272151_4630_3221506_3.jpg!w690x413.jpg[/img][/size][/align][align=center][size=16px][color=#339999][b]图1 激光衍射法细丝直径测量原理图[/b][/color][/size][/align][size=18px][color=#339999][b]3. 细丝径向热膨胀测量装置[/b][/color][/size][size=16px] 基于激光衍射法的细丝径向高温热膨胀系数测量装置结构如图2所示。整个测量装置包括水冷真空系统、样品装置、温控加热装置和激光衍射测量装置四部分。[/size][align=center][size=16px][img=02.单丝碳纤维高温径向热膨胀系数激光衍射法测量装置结构示意图,500,452]https://ng1.17img.cn/bbsfiles/images/2023/05/202305300841487917_7673_3221506_3.jpg!w690x625.jpg[/img][/size][/align][align=center][size=16px][color=#339999][b]图2 单丝碳纤维高温径向热膨胀系数激光衍射法测量装置结构示意图[/b][/color][/size][/align][size=16px][color=#339999][b](1)水冷真空系统[/b][/color][/size][size=16px] 真空系统由水冷真空腔体内、真空泵和真空度控制系统构成。在整个高温测试过程中,需要对真空腔体抽真空,以便在整个高温测试过程中形成真空环境避免碳纤维细丝样品的氧化或烧断。真空腔体壁内通循环冷却水以对内部高温形成热防护。同时还需对循环冷却水温度和腔体内部真空度进行精密恒定控制,使得腔体温度和内部真空度所引起的腔体变形和光学窗口倾斜始终保持恒定和可重复。[/size][size=16px][color=#339999][b](2)样品装置[/b][/color][/size][size=16px] 采用悬空水平方式固定被测细丝碳纤维样品,细丝样品一端采用螺接压紧方式固定,另一端经过滑动装置采用砝码拉近,通过砝码重量提供的微小张力始终使细丝样品处于水平拉直状态。对于不同强度和粗细的碳纤维细丝,可通过更换砝码来提供不同的拉紧张力。[/size][size=16px][color=#339999][b](3)温控加热装置[/b][/color][/size][size=16px] 采用细管加热炉对整个样品进行辐射加热,测试过程中的温度变化按照步进台阶式形式变化,在每个设定点温度恒定后再进行激光衍射测量。这种加热方式的优点是用加热炉内的温度代替被测样品温度,由此可避免对细丝样品温度进行直接测量的困难性。[/size][size=16px][color=#339999][b](4)激光衍射测量装置[/b][/color][/size][size=16px] 激光衍射测量装置主要由激光源、衍射图像传感器和计算机图像分析系统组成。激光源和图像传感器分别水平布置在真空腔体的两侧,激光束垂直照射在被测细丝上,所形成的衍射图像由传感器接收。[/size][size=18px][color=#339999][b]4. 衍射轮廓的高精度测量[/b][/color][/size][size=16px] 细丝直径测量中采用激光衍射装置和图像传感器获得的衍射轮廓如图3所示。纤维直径根据测量衍射轮廓的第一个暗条纹之间距离,并由衍射公式计算获得。但如果直接采用图像传感器的固有位置分辨率,则只能获得10nm左右的直径测量分辨率,这显然无法获得足够高的直径变化检测精度。[/size][align=center][size=16px][color=#339999][b][img=03.图像传感器衍射轮廓示意图,550,402]https://ng1.17img.cn/bbsfiles/images/2023/05/202305300842072248_1383_3221506_3.jpg!w690x505.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图3 图像传感器衍射轮廓示意图[/b][/color][/size][/align][size=16px] 为进一步提高细丝直径测量的分辨率,本文提出了以下几方面具体措施:[/size][size=16px] (1)对图3所示的衍射轮廓进行细分,具体细分技术是对衍射轮廓曲线进行参数拟合,拟合中需考虑衍射光以及背景光强度,如光学元件和窗口的散射光以及样品在高温下发出的光。[/size][size=16px] (2)采用已知直径的细丝对成像物镜的焦距进行高精度标定,减小系统误差。[/size][size=16px] (3)在CCD 前增加滤光片,在成像物镜前增加一平行于衍射方向的长条状光阑。[/size][size=16px] 通过上述措施,可将激光衍射法细丝直径测量的分辨率提高到几个纳米范围内。[/size][size=18px][color=#339999][b]5. 总结[/b][/color][/size][size=16px] 本文所述解决方案,除了可以实现1~10微米量级粗细的碳纤维单丝直径和热膨胀系数测试之外,还具备以下几方面的测试能力:[/size][size=16px] (1)本文所述解决方案在设计的同时,还同时考虑了碳纤维轴向方向上热膨胀系数测试功能的实现,即采用激光干涉法测试细丝样品在轴向方向上收缩和膨胀过程中的位移变化。在真空腔体形状和空间尺寸上都考虑了激光干涉法位移测量装置的布置,采用相同的加热和测温装置也可提供碳纤维细丝轴向热膨胀所需的温度变化和测量。[/size][size=16px] (2)由于具有几个纳米的超高分辨率,通过增加扫描装置,此解决方案可以用于碳纤维单丝外径分布和外径形状的测量。[/size][size=16px] (3)为各种粗细的线状材料外径测量提供了一种高精度的激光衍射测量方法,非接触光学测试方法和高温加热能力,也可推广应用到低温范围内的测试应用。[/size][align=center][color=#339999][b][/b][/color][/align][align=center][size=16px][color=#339999][b]~~~~~~~~~~~~~~~~~[/b][/color][/size][/align]

[b]一、 概述 [/b]自从上世纪60年代激光产生以后,其高方向性和高亮度的优越性就一直吸引着人们不断探索它在各方面的应用,其中,工业生产中的非接触、在线测量是非常重要的应用领域,它可以完成许多用接触式测量手段无法完成的检测任务。普通的光学测量在大地测绘、建筑工程方面有悠久的应用历史,其中距离测量的方法就是利用基本的三角几何学。在上世纪80年代末90年代初,人们开始激光与三角测量的原理相结合,形成了激光三角测距器。它的优点是精度高,不受被测物的材料、质地、型状、反射率的限制。从白色到黑色,从金属到陶瓷、塑料都可以测量。[b]二、 激光三角测量的原理[/b]激光三角测量法是人们将激光与三角测量的原理相结合的产物,其原理如下图示:[img=,520,354]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151451_01_2318341_3.gif[/img]它是将激光作光源,用线阵CCD作光电转换器,用玻璃透镜将被测物上的光斑聚焦成点,再成像到线阵CCD上,线阵CCD上的光电信号再移到计算机处理,从而得到距离信号。这就是激光三角测量的基本原理。[b]三、 第一代激光三角测厚仪的原理[/b]有了激光三角位移传感器,就为激光测厚仪垫定基础,其设计原理如下图所示,[img=,479,373]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151452_01_2318341_3.jpg[/img][b][color=#333333]第一代激光测厚仪原理[/color][/b]从上图可得:厚度为:[img=,97,22]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151519_01_2318341_3.jpg[/img][b][img=,12,23]http://bbs.instrument.com.cn/xheditor/xheditor_skin/blank.gif[/img][/b]公式中,[b]t[/b]表示厚度,[b]z[/b]是上下两个测头间的距离,[b]x[/b]是上测头到被测物上表面的距离,[b]y[/b]是下测头到被测物下表面的距离,只要[b]z[/b]是恒定的,则,上下测头测量出[b]x,y,[/b]就可以通过上面的公式算出厚度[b]t[/b],这样,用两个激光位移传感器就可以做出测厚仪。[b]四、 第一代激光三角测厚仪的误差分析[/b]1、上面的厚度公式中我们假设z是恒定的,则,在静止状态下系统误差就是上下测头的测量误差,我们令其表达式为:[img=,82,21]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151523_01_2318341_3.jpg[/img]2、实际上,在高精度测量时,z并不是恒定的,因为,上下测头是装在U形支架上,而随着温度的变化,U形支架是会变形的,扫描宽度越宽其变形量就越大,所以,其在静止状态下的误差表达式应为:[img=,109,22]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151523_02_2318341_3.jpg[/img],见下图示,当温度变化时。1)假若U形支架的上臂向上变形一微米,下臂向下变形一微米,则,[img=,109,22]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151524_01_2318341_3.jpg[/img]2)假若U形支架的上臂向下变形一微米,下臂向上变形一微米,则,[img=,109,22]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151524_02_2318341_3.jpg[/img]3)假若U形支架的上臂向上变形一微米,下臂向上变形一微米,则,[img=,109,22]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151524_03_2318341_3.jpg[/img]4)假若U形支架的上臂向下变形一微米,下臂向上变形一微米,则,[img=,109,22]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151525_01_2318341_3.jpg[/img]5) 假若U形支架的上下臂向其它方向变形,则,误差比较复杂。[img=,502,356]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151500_01_2318341_3.jpg[/img]1、 上面分析是假设静止状态时的测量误差表达,而实际上激光测厚仪是要求能做到在线,动态扫描测量的,我们再来分析动态测量时的误差情况。我们知道,线阵测头的输出值是一段时间的测量结果的平均值。在动态测厚过程中,激光焦点在被测物表面扫描,由于激光散斑的原因,表面反射光强存在剧烈的起伏,导致一些采样点的信号强度过低,成为无效数据而[b][color=red]剔除[/color][/b],若单测头每次平均需m个数据,之间会剔除n个数据,则需要增加测n个数据,总数据量为m+n个,这可形象地用下图表示。[img=,224,164]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151501_01_2318341_3.jpg[/img][img=,210,135]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151501_02_2318341_3.jpg[/img]由于上下表面的数据是独立的,因此,上下表面数据序列中被剔除的数据也是独立的(见上图中的一个箭头表示一个剔除数据)。如果物体不动或高度不变,则剔除数据的位置没有什么影响,但当物体抖动量较大时,被剔除数据的位置对平均值的影响将立刻显现出来,例如当表面上升时(下图)[img=,265,178]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151504_01_2318341_3.jpg[/img][img=,265,178]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151506_01_2318341_3.jpg[/img]剔除数据的位置靠前则m个数据的平均值偏大,反之则偏小。由于上下两个测头内部对剔除数据的操作是独立的,无法进行协调,因此,物体抖动必然导致厚度测量结果的较大起伏!这种误差的统计估计如下:由上图可知,两个测头的数据错位范围为(-n,+n),处于各种错位情形的概率均等,则由概率论知,均方差为[img=,30,45]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151526_01_2318341_3.jpg[/img]个数据,若物体移动速度为V,单次采样时间为T,则造成的上下两测头的厚度测量的概率误差为[img=,78,45]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151527_01_2318341_3.jpg[/img],例如,若v=10mm/s, T=10ms, n=2, 则e=0.115mm!若上下测头组合仪取p个数平均,则厚度误差均方差下降为[img=,88,49]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151527_02_2318341_3.jpg[/img],若p=20,则e=0.026mm!对于高精度测量仍然是无法容忍的!由于激光散斑是无法消除的,因此,被测物速度越大,误差越大,因此原理上,上下独立测头不适宜抖动物体的测厚![b]一、 结论[/b]从上面的分析,我们可以知道:用激光位移传感器构成的测厚仪存在着原理上的缺陷,其误差的产生都是随机的,所以,无法进行补偿,故,在高精度测量时不能满足测量要求。[b]二、 第二代激光测厚系统原理简介[/b]第二代激光三角测厚仪是重新设计发展而来,它克服了第一代由于U形支架变形、振动等导致测量精度不高,由于采用二个光电转换部件导致工作不同步而导致上下两测头的测量点不重合,及由此导致测量精度不高,测量精度不稳定等不足。第二代激光测厚仪从测量原理上做了重新设计,不再采用两个位移传感器分别测量上下测头到被测物的上下表面的距离来算出厚度,而是直接测量被测物的厚度,避免了U形支架变形、振动等导致测量误差,大大提高了测量精度,而且不怕振动,并且安装使用更简单,工作更稳定,测量精度更高(+/-0.0015mm),它无环境污染,对人无伤害,对被测物无污染无接触,同时第二代激光三角测厚仪有完整的数据输出接口,这为涂布机的日后闭环自动控制打下了基础,详见原理图[img=,619,391]http://ng1.17img.cn/bbsfiles/images/2017/08/201708151508_01_2318341_3.jpg[/img] [b][img=,195,20]http://bbs.instrument.com.cn/xheditor/xheditor_skin/blank.gif[/img] [color=#333333]第二代激光测厚仪原理[/color][/b]上述原理图的工作原理:上下二个激光器将激光束分别打在被测物的上下表面,形成二个光斑,无衍射光学系统将这二光斑成像到面阵CCD或DSP等光电转换部件上,则,这二个光斑在面阵CCD或DSP等光电转换部件上的光斑的像之间的距离就是被测物厚度的映射,通过图像处理技术就能算出被测物的厚度。[b] [/b]从上面的原理图可知,U形支架上安装的不是激光位移测头,而是激光器,仅作为光源用,上下激光器照射到被测物的上下表面形成上下二个光斑,将这两个光斑通过一个无衍射光学系统成像到面阵CCD上,则,这二个光斑之间的距离就是被测物的厚度,这样直接测量的是被测物的厚度,这就避免了由于U形支架的变形和上下测头的测量误差还有抖动等因素的影响,第二代系统只有一个误差,就是无衍射光学系统的测量误差,而这个误差不是随机产生的,是可以补偿的,同时我们的单镜头面阵ccd测厚仪,由于是上下光斑同时测量,若出现上下任一光斑太暗,则该组上下光斑数据作废,保证了用于厚度数据的上下光斑的一一对应性!从原理上避免了第一代测厚仪的多项误差。故,第二代激光测厚系统比第一代激光测厚系统有无比优异性能。










 我要推广仪器
我要推广仪器
 下载APP
下载APP