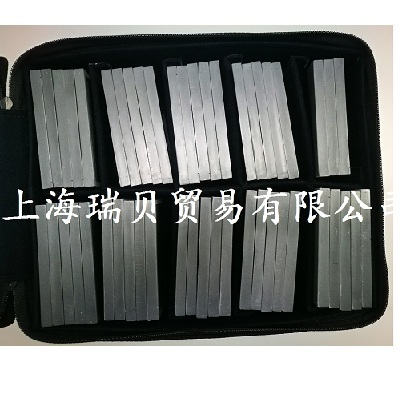
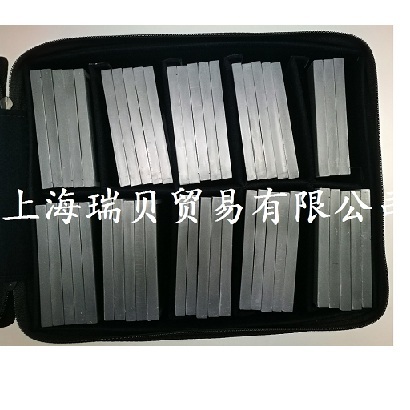
S-22表面粗糙度比较仪
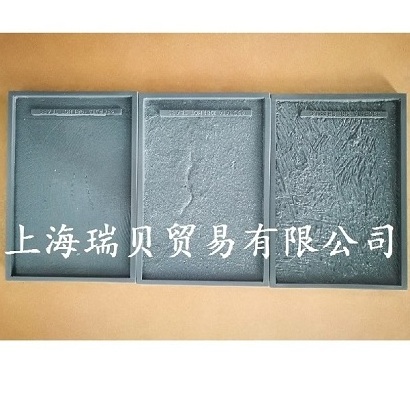
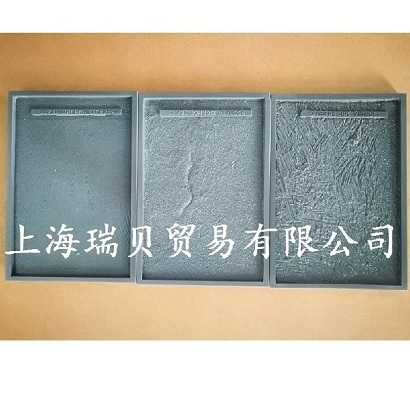
S-22表面粗糙度比较仪S-22 Microfinish Comparator S-22表面粗糙度比较仪 本产品可用于五金机械,家电设备,产线建设等相关行业 品 牌:GAR 型 号:S-22(多款型号供选) 比较仪质量 比较仪尺寸 比较仪价格 基本描述 GAR S-22 22型表面粗糙度比较仪(符合AS9000标准) GAR22样品2至500微英寸范围表面粗糙度计 本项目规范 零件号S-22 品牌名称GAR 不锈钢材质 项目数量1 UNSPSC代码41110000。 S-22传统加工MICROFINISH比较器的形状为矩形(2“x53/8”),是实际加工表面的耐腐蚀电铸镍复合物。 共有二十二个复制的机加工表面光洁度样品,其中包括六种不同的加工工艺:研磨,研磨,布兰德尔地面,形状翻转,铣削和成型-范围从2到500微英寸。 S-22MICROFINISHCOMPARATOR采用人造革外壳,提供工程数据和说明。 S-22也有公制,带有千分尺。 比较仪质量 比较仪尺寸 比较仪价格 术语 类型: 标本是原始edm' ed表面的电铸复制品。 材料: 这种微细比较器表面粗糙度标尺由镍制成。它不会腐蚀。 外观: 每个样品都具有转向金属材料的表面粗糙度特征。 表面粗糙度:表示 由工具边缘的切割作用,机床的进给和磨粒产生的细微间隔的表面不规则性。 统一性和准确性: 原始母版和电铸复制品制作母版均匀分布检查。进行足够的测量以确定代表性的平均值。列出的评级是这些读数的平均值。 LAY: 这是指定主要表面不规则方向的术语。 FLAWS: 这些是不规则的,可能会频繁出现。它们不是典型的转弯表面。 22个复制的机加工表面光洁度试样,包括六种不同的机加工工艺示例:搭接、研磨、硬研磨、成形车削、铣削和成型-范围为2至500微英寸。S-22微精比较仪表面粗糙度标尺由双电铸工艺制成,其中镍电沉积以提供复杂细节的**再现。GAR电铸公司可提供用于产生表面粗糙度标尺的相同电铸工艺,以满足您的产品需求。 该比例中使用的表面是**加工表面的复制品,测量单位为微英寸(百万英寸-0.000001”)。刻在每个表面旁边的数字是与平均表面的平均偏差,以微英寸表示。 将MICROFINISH比较仪表面粗糙度标尺放在工件旁边。滑动标尺,使具有所需表面粗糙度的矩形与正在检查的工件相邻。通过在每个表面上以与工具标记成直角绘制指甲尖进行比较。如果饰面相同,则指甲接触的感觉必须相同。 S-22微精比较仪表面粗糙度量表为工业界提供了已建立的平面粗糙度样本,用于视觉和触觉比较。当需要具有典型机加工表面外观的产品时,它用于指定和控制表面粗糙度。 S-22微精比较仪表面粗糙度标尺提供了一种经济的工具,允许在与线性测量相同的基础上指定粗糙度。呈现的表面是多年研究和工程的结果。有关该主题的详细信息现已发布在美国国家标准协会(ANSI)规范中,标题为:“表面纹理、表面粗糙度、波纹度和铺层”。ANSI/ASME B46.1 S-22常规加工微精比较仪为矩形(2“x 5 3/8”),是实际加工表面的耐腐蚀电铸镍复制品。 共有22个复制的加工表面光洁度试样,包括六种不同的加工工艺:研磨、研磨、硬研磨、成形车削、铣削和成型,范围为2至500微英寸。 S-22微精比较仪装在人造革箱中,附有工程数据和说明。 S-22也有公制和千分尺名称。 类型: 试样是原始电火花加工表面的电铸复制品。 材料: 该微精比较仪表面粗糙度标尺由镍制成。它不会腐蚀。 外观: 每个试样具有车削金属材料的表面粗糙度特征。 表面粗糙度: 指由刀具边缘的切削作用、机床进给和磨粒产生的精细间隔表面不规则。 一致性和准确性: 已按均匀分布的间隔检查原始母版和电铸副本生产母版。进行了充分的测量以确定代表性平均值。列出的额定值是这些读数的平均值。 铺设: 这是指主要表面不规则的方向。 缺陷: 这些是可能频繁出现的不规则情况。它们不是典型的回转面。 SCRATA粗糙度样块,SCRATA Comparators对比板铸钢表面SCRATA图谱SCRATA粗糙度对比试块ASTM A802粗糙度对比试块SCRATA比较器目视比较仪检测表面粗糙度SCRATA比较仪铸体表面粗糙度对比试块CTI粗糙度对比板钢和铁铸件表面质量检测仪铸造表面粗糙度对比板砂型铸件铸造表面对比板 Comparators for the definition of surface quality of steel castings 英国铸钢研究及贸易协会(STEEL CASTINGS RESEARCH AND TRADE ASSOCIATION 缩写为:SCRATA)更名为英国CTI铸造协会(CTI,Castings Technology Intemational) 一个铸件的粗糙度程度取决于制造工序(铸造、打磨、精加工等)。所用的铸造材料(型砂、涂料等)、铸造设备和浇铸合金。铸件表面如无加工表面均匀的环状,就很难用机械仪器、光学仪器或传统的气动仪器来评估它的粗糙度,因而在这种情况下,采用显示比较器是合适的选择。 但考虑到铸造或其它精加工方法做出的毛坯表面的不均匀性,比较器的规格应相对增大(等于或大于15000mm2),以便检验更可靠,给出重复而适当的结果。 Steel Castings Research and Trade Association(48片):SCRATA比较器(1988年出版),用于确定铸钢件的表面质量,SCRATA显示比较器的规格为100mm×150mm (其比较面积大致为15000mm2~15500mm2)。 SCRATA样板 ASTM A802 粗糙度对比试块 SCRATA图谱 适用于ASTM A802/A802M – 95 (2006)钢铸件表面目测验收标准规程的31个样块如下: Surface Roughness (A) 表面粗糙度(A) Surface Inclusions (B) 表面夹杂(B) Gas Porosity (C) 气孔(C) Laps and Cold Shuts (D) 皱褶和冷隔(D) Scabs (E) 铸疤(E) Chaplets (F) 型芯撑(F) Surface Finish – Thermal Dressing (G) 表面处理 - 热抛光(G) Surface Finish – Mechanical Dressing (H) 表面处理 - 机械抛光(H) Welds (J) 焊缝(J) Hot Tears 热裂纹 Mechanical Dressing - Chipping 机械抛光 - 切削样块数量样板分类 ABCDEFGHJ热裂纹切削ASTM A802311-41,2,4,51-41,2,53,51,31,2,3,51,3,4,51,2,3,5--48个的样板集适用于 ISO 11971:2008 钢和铁铸件 – 表面质量的外观检验;BS EN 1370:1997 铸造 – 目视比较仪检查表面粗糙度; BS EN 12454:1998 砂型铸件铸造表面缺陷的目视检查。(如果已有ASTM A802样块集,可以购买17块的升级样块集)样块数量样块分类ABCDEFGHJ热裂纹切削全套481-51-51-51-51-51-51-51-51-51-21升级样块集175353,41,2,42,4,54241-21第3组有14个样块,基于BS 7900:1998 精密钢铸件表面特征的检验规范,适用于采用精密铸造工艺制造的铸钢件采购 Resin Shell Process (V) 树脂壳法(V) Lost Polystyrene Process (W) 聚苯乙烯消失模铸造(W) Shaw Process (X) 萧氏精密造模法(X) Lost Wax Process (Y) 失蜡法(Y) Fettled Surfaces (Z) 修整铸件(Z) 样块数量样板分类VWXYZ精密铸造样块集141-31-31-31-21-3 1. Full Set (48 comparators + A4 book) (咨询价格021-51082920) 全套 (48个样块)2. ASTM A802 set (31 comparators + A5book) ASTM A802样块集 (31个样块)3. Upgrade set (17 comparators + A4book) 升级样块集’ (17个样块)4. Precision castings (14 comparators and a copy of BS 7900:1998) 精密铸造’ (14个样块和BS 7900:标准文本一份)























 我要推广仪器
我要推广仪器
 下载APP
下载APP