效率高,可溯源!FLIR A系列红外热像仪让残次钢材“无所遁形”
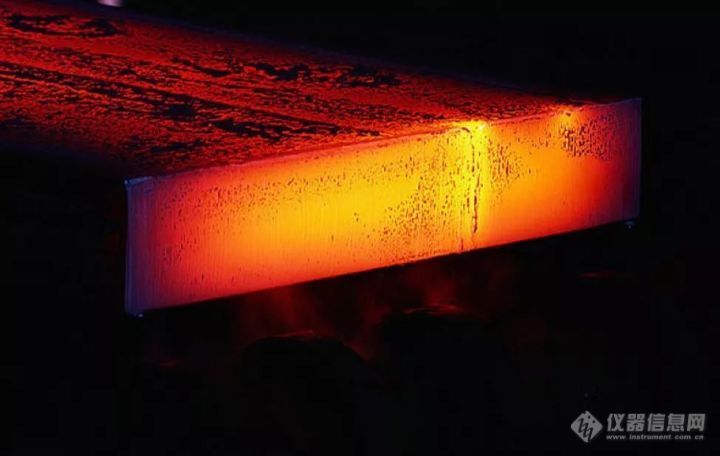
现如今工业化社会对于钢材的需求不断膨胀,尤其是汽车行业。为了改善目前的非创伤性钢坯检测方法,实现更高效、更安全、更高质量地检测粗钢质量的目标,南非技术专家H.Rohloff (Pty) Limited公司开发出了Billet InspectIR,这是一款全自动高速钢坯钢管在线检测系统,这套先进的系统完全依赖于FLIR热成像技术检测圆形和方形钢坯的表面缺陷。H.Rohloff (Pty) Limited其成立于1946年,现在已经成长为南非100强技术公司之一。Rohloff™ 通过了ISO 9001:2008认证,是高质量、高科技材料测试和测量设备、系统和解决方案的代名词。Rohloff提供和维修各类高质量、高科技测试和测量产品,以满足各行各业的广泛需求。公司为个人、企业、独立批发商和经销商提供各种解决方案,从便携式或单机红外热像仪到交钥匙工程。新型钢材检测系统应运而生钢材自动检测系统的要求来自于钢铁行业自身。H. Rohloff技术总监Louie van der Walt先生表示:“一家钢厂客户想用某种设备替代目前的人工视觉检测系统,现有方法很费时且没有可追溯性。因此,新的解决方案要能提供可追溯性,并且提供相关的文件用于质量控制。”除此之外,新的检测系统还要快速、安全、灵敏、可靠,无接触式。另外根据方向、长度和深度快速归类钢坯瑕疵的能力也很重要。作为有着多年热成像经验的公司,H. Rohloff深知热成像技术是成功的关键。“我们已经证明使用现代红外热成像技术能满足所有这些要求。热成像无疑在现在的制造工艺领域大有用武之地,因为它完全符合无损检测(NDT)的原则,”Louie Van der Walt评价说。因此,他们开发了基于FLIR红外热成像仪开发了全自动高速钢坯钢管在线检测系统——Billet InspectIR。该系统安装四个FLIR A615红外热像仪红外检测系统的构成与优势InspectIR系统包含一个红外热像仪箱,信号处理系统,操作控制柜,感应加热器,感应线圈,水冷系统,输送机和瑕疵标记设备。其中,红外热像仪箱长5米,宽1米,高3米,重5吨,安装在铝制框架内,它能根据所检测材料的尺寸自动调节高度。板材、棒材和管材被装到输送机上,然后通过红外热像仪箱送入。InspectIR系统在箱内,三个不同尺寸的感应线圈中的一个会将材料表面加热到20°C,表面破损的区域温度显示高于其它区域。根据用途不同,在箱内各角会安装三台到四台FLIR红外热像仪,以1米/秒的速度采集经过加热后的钢坯所释放的信息。随后,高级信号处理系统会对数据进行分析,使用算法识别、量化并显示瑕疵。专门设计的瑕疵识别软件是同几家钢材制造商联合开发的。Billet InspectIR® 设计用于全自动检测线上运行,能有效消除人为误差的风险。标记站使用水性漆标记瑕疵的位置,或如果需要,将材料标记成次品。钢坯检验员根据方向、长度和深度对缺陷进行分类InspectIR系统的一个重要原理是,检测到的缺陷温升与表面缺陷的深度有关。van der Walt先生解释道:“这个解决方案是独特的(目前市场上还没有类似产品),Billet InspectIR的特点是报告可追溯,并能根据方向、长度和深度对瑕疵进行归类。从材料检测的角度来看这一点尤其重要,因为它能使用户判断是将产品报废还是返工,以消除瑕疵。同时它还是无接触式的,确保不会出现磨损,而且移动部件很少,所以只需低程度的维护。”InspectIR系统的一个重要原理是,检测到的缺陷温升与表面缺陷的深度有关每台FLIR红外热像仪每秒钟进行60次测温,总共进行76,800次测温。这就意味着四个高级信号处理器每秒钟要分析4,608,000个测温数据。InspectIR软件能自动分辨小至1°C的温度变化,检测出的瑕疵将根据深度进行归类,瑕疵深度与ΔT成正比。InspectIR系统(包含四个FLIR热像仪)检测到方形坯料上有角部缺陷的测试屏幕新式检测系统可提高生产率“使用Billet InspectIR 系统能大幅度提高生产率,”van der Walt先生评价道。过去对钢筋的扫描仅仅是目测,或是磁粉探伤。肉眼检测非常有局限性,只能评估材料表面看得见的缺陷,而且很费时间,并受操作者视敏度和专业知识的限制。磁粉探伤(MT)用于定位铁磁材料表面和浅表处的缺陷。磁化的部分如果出现瑕疵会导致磁场(即磁通量)流失。如果在材料表面涂上磁粉,磁粉会因为磁漏被固定,为检测提供一个可见的标记。这种方法虽然有效,但也很费时。“过去肉眼检测每根钢材一般需要2分钟,使用InspectIR,能以每根6秒的速度完成检测,”van der Walt先生解释道。热图像清楚地显示了钢坯中的缺陷FLIR A系列红外热像仪























 我要推广仪器
我要推广仪器
 下载APP
下载APP