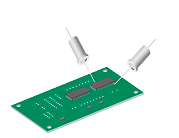
北斗仪器最新款CA600型超高温真空接触角测量仪
超高温接触角测量仪原理介绍:接触角(Contact angle)是指在气、液、固三相交点处的气-液界面的切线,此切线在液体一方的与固-液交界线之间的夹角θ,是润湿程度的量度,是现今表面性能检测的主要方法。由主体支架、专用光源、远焦镜头、工业成像CCD、高温高真空炉体、水循环冷却系统、真空泵、专用分析软件等组成。超高温接触角测量仪的应用: 在高温真空条件下,通过视频光学原理,测试各种材料的润湿铺展性能;目前已经广泛应用于陶瓷材料研究、金属材料研究、钎焊研究、航空航天材料研究、钢铁冶炼研究、复合材料研究等众多高校院所及企业。研究材料在高温状态下熔体与其相应的基底材料间的接触角变化规律。对于高熔点材料能实现高真空或惰性气体保护气氛下的表界面性能测试,而对于低熔点材料能现实升降温过程中的收缩、变形、融化、润湿、铺展及凝固行为进行图像化、定量化表征。设备性价比高、加热稳定、真空度高、功能全面、可满足各种金属材料科研的需要。1、测量液态金属在高温真空状态下对基材的润湿性能,评估不同材质在高温真空状态下润湿过程及附着性能 2、研究金属与陶瓷复合材料间的润湿性能,测量金属材料在高温真空状态下熔融时,在陶瓷材料上的接触角 3、研究钎焊过程,钎料在基材上的润湿铺展过程,动态分析钎料在高温下的接触角、润湿过程 4、测量金属在不同的高温状态下,以及不同的气体保护环境下,对于不同基材的接触角变化及区别:5、分析涂层与基材的接触角,分析涂层与基材的润湿过程及铺展机理,并研究不同温度及不同气氛下,润湿性能的区别:6、研究液体与固体间的接触角,评估液体与固体的附着粘附性能,分析固体的表面自由能 7、分析焊料与焊接体的接触角值,从而有效地提升焊接强度 8、基于分析接触角及表面张力的基础,控制合理润湿范围,查找有效的去除冶炼过程中炉垢的办法。应用案例超高温接触角测量仪核心参数:型号CA600 腔内环境大气环境/真空/惰性/有氧气氛高温系统温度范围室温~1200℃/室温~1700℃长期使用温度室温~1100℃/室温~1600℃真空下温度1000/1500测温电偶1200°:N型电偶 1700°:B型国际铂铑热电偶测温精度±1℃温度控制30段程序温度设定实现复杂热处理工艺的分析升温速率常温-1000℃≤10℃/min1000℃-1600℃≤5℃/min加热体1200°HRE合金电阻丝/1700度U型硅钼棒恒温区尺寸长200mm加热管尺寸内直径50mm*长度700mm测温系统温度监控,测温材质美国钨铼合金,测量精度±0.1℃,可实时测量加热管内温度。进样方式具有快速样品制备专用工具,以及样品装载专用工具,确保样品快速定位视窗法兰专用同轴双视窗法兰,备双通道惰性保护装置,可同时或单独使用某种工艺气体对内部金属进行保护,带真空系统及保护气体管路、双水冷装置。采用进口石英材质并可快拆更换。炉膛材质1200°C内采用石英,1700°C以上采用高纯刚玉保温材料湿法真空抽滤成型制备的多晶无极氧化铝陶瓷纤维材料样品尺寸5*5*5mm真空系统真空度范围1*10-1Pa采用机械真空泵+数字流量计+真空法兰1*10-3Pa采用分子泵+复合全量程高精度真空计+真空法兰材质两级组合,在高温下达到高真空要求;泵体采用高纯度不锈钢;配置复合真空计;真空系统也可以通保护气体水冷系统温控范围温度范围:5-35℃外形尺寸约460mm(长)*380mm(宽)*590mm(高)水泵流量15L/min冷却系统容量≥11L实测制冷量1520W成像系统镜头Subpixel0.7-4.5倍超高温高清远焦距工业级连续变倍式显微镜、工作距离500mm相机日本SONY原装进口高速工业级芯片(Onsemi行曝光)传感器类型1/2.9 英寸逐行扫描CMOS分辨率1280× 1024镜头控制仰视角度:±10度,精度:1度,前后180mm(微调50mm)*左右200mm(微调50mm)帧率全局曝光高速400帧/s(最快2.5ms采集/次)视频录像功能可录制整个高温润湿过程连续测量测量间隔时间可调、实时记录、连续测量光源系统组合方式采用石英扩散膜与均光板使得亮度更均匀,液滴轮廓更清晰光源进口CCS工业级冷光源(有效避免因光源散发热量蒸发液滴),寿命可达5万小时 亮度调节PWM数字调节功率10W测量软件CA V2.0静/动态接触角测量软件+表面能测量软件操作系统要求windows 10(64位)测量方式自动与手动计算方法自动拟合法(ms级别一键全自动拟合,不存在人工误差)、三点拟合、五点拟合、自动测量(包括圆拟合法/斜圆拟合法(Circle method/ Oblique Circle)、椭圆拟合法/斜椭圆拟合法(Ellipse method /Oblique Ellipse))、凹凸面测量等基线拟合自动与手动角度范围0°<θ<180°精度0.1°分辨率0.001°分析自动计算多组数据中接触角的最大接触角、最小接触角、平均接触角,左右接触角分别计算与比较功能表面能测量方法Fowks法,OWRK法,Zisman法,EOS法,Acid-Base Theory法,Wu harmonic mean法,Extended Fowkes法,得到固体表面能。表面能单位mN/m输入电源220V 50-60Hz仪器尺寸约1500mm(长)*405mm(宽)* 725mm(高)润湿性分析粘附功一键自动分析铺展系数一键自动分析粘附张力一键自动分析精度0.001 mN/m单位mN/m选配件1.机械真空泵,真空度:1*10-1Pa 2. FJ-110分子泵组一套,最大抽气速率110L/s (对空气),真空度:1*10-3Pa 3.惰性气体气氛保护(Ar,N2,He或混合气体)4.冷浴装置:5℃-35°超高温接触角测量仪测试方法























 我要推广仪器
我要推广仪器
 下载APP
下载APP