推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
 金牌2年
金牌2年
 400-860-5168转3783
留言咨询
400-860-5168转3783
留言咨询
 400-628-5299
留言咨询
400-628-5299
留言咨询
 400-860-5168转3798
留言咨询
400-860-5168转3798
留言咨询
 400-860-5168转1082
留言咨询
400-860-5168转1082
留言咨询




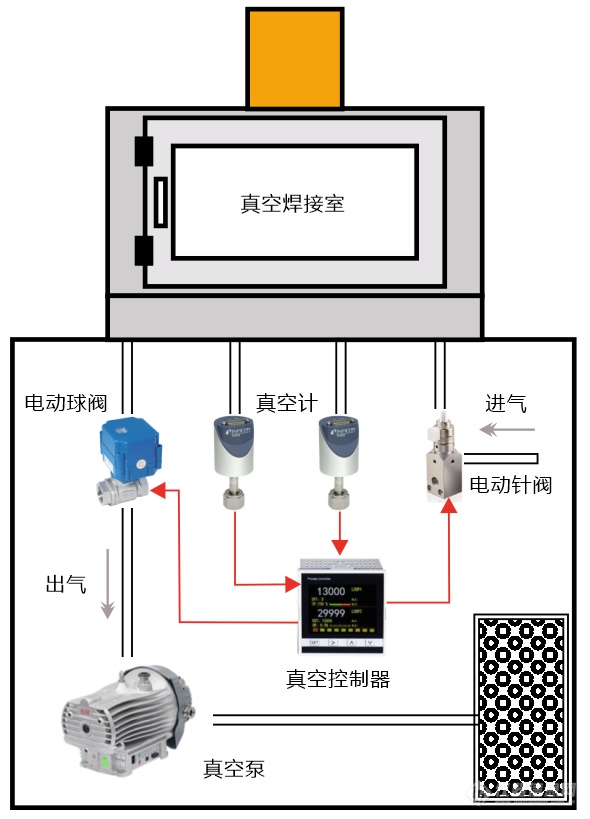
[color=#990000]摘要:本文针对微激光束焊接中真空控制系统的压力调节,介绍了相应的解决方案。具体实施方案是配备不同量程的真空计、进气电动针阀、排气电动球阀和双通道高精度PID控制器,并采用上游和下游控制模式可实现全量程范围内的气压调节和恒定控制。此解决方案可在全量程范围内任意设定点的真空度恒定控制达到波动率小于±1%。[/color][align=center][color=#990000]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/color][/align][color=#990000] [size=18px]一、背景介绍[/size][/color]微激光束焊接 (LBW) 也称为微焊接,是通过投射出的微小直径激光光束,产生微观焊缝将不同金属熔合在一起。最近有客户提出定制要求,要求在微激光束焊接的系统中,配备用于精确压力调节的真空控制系统。具体要求是焊接腔室内充入惰性气体,焊接腔室内的绝对气压在10Pa至一个大气压(0.1MPa)的真空范围内精确恒定控制,在任意控制点上的气压波动小于±1%。本文将针对上述客户对微激光束焊接中真空控制系统的压力调节技术要求,提出相应的解决方案。具体实施方案是配备不同量程的真空计、进气电动针阀、出气电动球阀和双通道高精度PID控制器,并针对不同真空度量程分别采用上游和下游控制模式实现全量程范围内的气压调节和恒定控制。此解决方案可在全量程范围内任意设定点的真空度恒定控制达到波动率小于±1%。[size=18px][color=#990000]二、解决方案[/color][/size]微激光束焊接 (LBW) 真空控制系统的压力调节解决方案如下图所示。[align=center][img=微激光束焊接中的真空控制系统,400,555]https://ng1.17img.cn/bbsfiles/images/2022/09/202209201618016926_439_3221506_3.png!w590x819.jpg[/img][/align]由于微激光束焊接所要求的气压调节范围(绝对压力)为10Pa~0.1MPa的真空度,并实现全量程任意设定真空度在恒定过程中的波动率小于±1%,而且还要求对焊接过程中所引起的气压波动进行快速调节并恒定能力,故本解决方案采用两个控制回路来覆盖全量程。第一个控制回路负责控制1kPa~101kPa范围的高气压,采用了1000Torr量程的薄膜电容真空计作为传感器。此真空计连接PID控制器的第一通道,PID控制器通过接收到的真空度信号与设定值进行比较来调节电动球阀,使得焊接室内的气压快速达到设定值并保持恒定。第二个控制回路负责控制10Pa~1kPa范围的低气压,采用了10Torr量程的薄膜电容真空计作为传感器。此真空计连接PID控制器的第二通道,PID控制器通过接收到的真空度信号与设定值进行比较来调节电动针阀,使得焊接室内的气压快速达到设定值并保持恒定。为保证控制精度和稳定性,此解决方案中要求电动针阀和球阀需要具有1秒以内的响应速度,并要求双通道PID控制器具有24位AD和16位DA的高精度。此解决方案已成功得到广泛应用。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
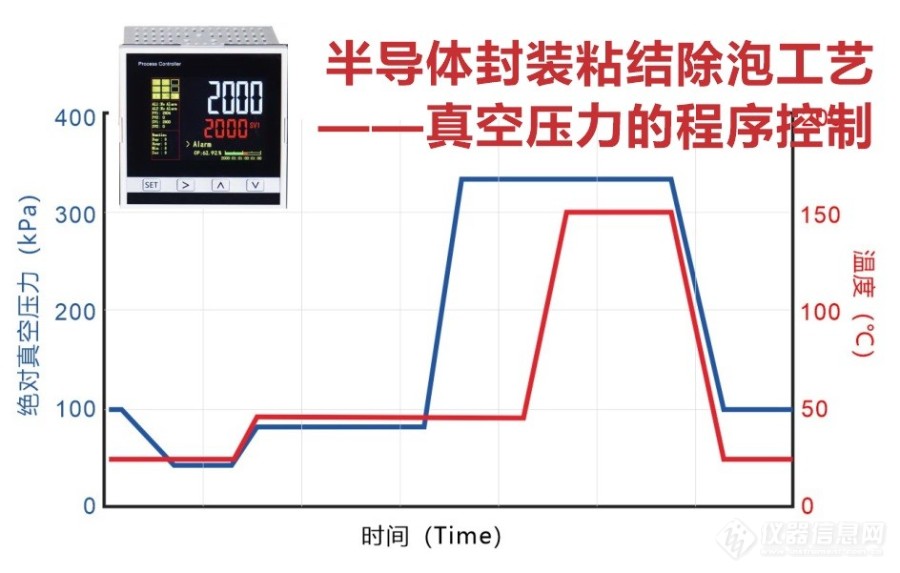
[size=16px][color=#990000]摘要:真空压力除泡机和除泡烤箱在电子行业的应用十分广泛,但现有除泡机存在的最大问题是选择了开关式阀门,无法实现真空和压力既准确又快速的控制。为此,本文提出了升级改造技术方案,即采用双向PID控制器和快速电动球阀开度大小的连续调节,可在各种规格尺寸的除泡机上实现真空压力的快速准确控制。[/color][/size][align=center] [img=,690,439]https://ng1.17img.cn/bbsfiles/images/2023/04/202304231446478656_8396_3221506_3.jpg!w690x439.jpg[/img][/align][size=16px][/size][size=18px][color=#990000][b]1. 问题的提出[/b][/color][/size][size=16px] 真空压力除泡烤箱常用于半导体、5G通讯、新能源、汽车电子、消费电子、航天军工等领域的芯片黏结(DAF)、屏幕贴合(OCA)、底部填充胶(Underfill)、灌封胶(Potting)或印刷涂覆胶(Printing)等工艺制程中,可有效消除气泡,增加粘附力和密封性,提高产品良率、一致性和可靠性。真空处理是为了防止粘结剂受热氧化,加压充气是将粘结剂内的气泡压除,避免气泡的产生,使得半导体芯片与片材在后续的回焊过程中不会受到较大的应力而避免损坏。[/size][size=16px] 真空压力除泡的典型过程如图1所示,首先对载有半导体芯片以及片材的烤箱抽真空并充氮气的冲洗循环,尽可能减少腔室内的氧分子,然后将腔室内压力控制在微负压状态,使腔室内氮气体积为箱体体积的60%~70%。随后控制加热器加热使腔室内部环境温度升高到80℃,并将加热器周围的热气吹至半导体芯片上,防止将半导体芯片以及片材粘结剂固化。随后再次通入氮气在腔室内形成高压环境,高压氮气将粘结剂内的气泡压除清理,完成气泡的清除工作,同时将腔室内部环境加热至150℃并保持恒定,使得粘结更加稳定,半导体芯片的质量更好。最后停止加热和通过水冷机构将箱体内部的温度降低,泄压后完成工作。[/size][align=center][size=16px][color=#990000][b][img=01.除泡过程中的真空压力和温度变化曲线示意图,550,294]https://ng1.17img.cn/bbsfiles/images/2023/04/202304241456550094_8341_3221506_3.jpg!w690x369.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#990000][b]图1 除泡过程中真空压力和温度的典型变化曲线[/b][/color][/size][/align][size=16px] 从图1所示过程可以看出,整个除泡过程需要包含以下几方面的内容:[/size][size=16px] (1)真空压力的变化过程需要准确的可编程程序控制,可使整个处理过程完全自动运行。[/size][size=16px] (2)所配置的真空压力装置能被来自控制器的电子信号精细调节和控制以满足精度要求,而且还需满足一定的变化速度要求。[/size][size=16px] (3)需要合适的控制方法和结构,控制真空和压力的连续变化。[/size][size=16px] 尽管目前大多除泡机都标称具有真空压力控制功能,但由于都是采用开关式阀门进行真空和压力的调节控制,这种开关式控制方法存在以下两个问题:[/size][size=16px] (1)如果阀门口径较大,则真空压力的控制稳定性较差,但好处是控制速度较快。[/size][size=16px] (2)如果阀门口径较小,尽管能改善控制精度,但劣势则是控制速度很慢。[/size][size=16px] 由此可见,现有真空压力除泡机存在的最大问题是选择了开关式阀门进行真空压力控制,无法对抽气和进气流量进行精细调节。为此,本文提出了升级改造技术方案,通过采用快速电动阀门的开度大小调节,可准确且快速实现除泡机的真空压力控制。[/size][size=18px][color=#990000][b]2. 解决方案[/b][/color][/size][size=16px] 为了在除泡机上实现快速准确的真空压力控制,本文提出的具体解决方案如图2所示。[/size][align=center][size=16px][color=#990000][b][img=02.除泡机真空压力控制系统结构示意图,690,342]https://ng1.17img.cn/bbsfiles/images/2023/04/202304241457199993_3223_3221506_3.jpg!w690x342.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#990000][b]图2 除泡机真空压力控制系统结构示意图[/b][/color][/size][/align][size=16px] 除泡机的新型真空压力控制系统主要包括高压气源、电动调节阀、真空压力传感器、双向控制器和真空泵等,其真空压力控制基于动态平衡法,即通过调节进入和流出除泡烤箱的气体流量实现真空和压力的准确控制。当进行真空控制时,自动减小进气调节阀开度但增大出气调节阀开度;当进行压力控制时,自动增大进气调节阀开度但减小出气调节阀开度。由此可实现真空压力的全量程自动平滑控制。[/size][size=16px] 此新型的除泡机真空压力控制系统主要有以下功能和特点:[/size][size=16px] (1)采用通径为10mm的快速电动球阀,工作压力1MPa以下,极小的真空漏率,开关速度小于7秒,0~10V模拟控制信号,这样既可以快速抽取真空和加载高压气体,又能进行快速调节实现真空压力的稳定控制。[/size][size=16px] (2)采用了真空和压力双传感器,可以覆盖真空压力的全量程测量和控制。[/size][size=16px] (3)采用具有分程控制功能的双向PID控制器实现进气和出气阀门的同时调节,可在真空压力全量程范围内进行自动控制。[/size][size=16px] (4)PID控制器具有双传感器自动切换功能,可根据控制要求自动选择相应的传感器。[/size][size=16px] (5)PID控制器具有可编程功能,可支持20条工艺曲线。控制器具有PID参数自整定功能,支持20组分组PID参数。[/size][size=16px] (6)PID控制器具有RS485通讯接口和标准的MODBUS协议,可与上位机连接。自带的控制软件可直接运行控制器,并设置、数字显示、曲线显示和存储控制器参数的变化过程。[/size][size=18px][color=#990000][b]3. 总结[/b][/color][/size][size=16px] 综上所述,本文详细介绍了用于除泡机的新型真空压力控制系统,控制系统所采用的电动球阀和双向PID控制器,使得此系统可实现真空压力全范围内快速准确的可编程控制。[/size][size=16px] 另外,控制系统所用的PID控制器,是一种通用性PID调节器,也完全可以用于除泡机的温度控制。特别是具有两路独立的PID控制通道,可对两组发热体进行控制,更能保证除泡机内的温度均匀性。[/size][align=center][size=16px]~~~~~~~~~~~~~~~~~~~[/size][/align]
在制药化工行业中,反应釜温度控制系统是经常需要使用的,但是由于反应釜温度控制系统存在一定的空气、氢气、氮气、润滑油蒸汽等一些气体,这些气体是不利于反应釜温度控制系统运行的,那么到底是怎么一回事呢?反应釜温度控制系统中这些杂质气体是使制冷系统冷凝压力升高,从而使冷凝温度升高,压缩机排气温度升高,耗电量增加,制冷效率降低,同时由于排气温度过高可能导致润滑油碳化,影响润滑效果,严重时会烧毁制冷压缩机电机。反应釜温度控制系统中的这些气体产生可能是漏入的空气,可能是在充注制冷剂、加注润滑油的时候,外界空气趁机进入,或者反应釜温度控制系统密封性不严密导致空气进入系统内部。此外,冷冻油的分解、制冷剂不纯以及金属材料的腐蚀等原因也会产生气体。当然,无锡冠亚在反应釜温度控制系统上采用的是全密闭的循环系统,避免这些空气进入反应釜温度控制系统中。一般来说,反应釜温度控制系统中的气体表现在反应釜温度控制系统压缩机的排气压力和排气温度升高,冷凝器(或储液器)上的压力表指针剧烈摆动,压缩机缸头发烫,冷凝器壳体很热;反应釜温度控制系统蒸发器表面结霜不均匀,反应釜温度控制系统存在大量气体时,因装置的制冷量下降而使环境温度降不下来,压缩机运转时间长,甚至因高压继电器动作而使压缩机停车。反应釜温度控制系统是否存在这些气体的话,可以用压力表实测制冷系统的冷凝压力与当时环境气温下的饱和压力作比较。如果实测压力大于环境温度下的饱和压力,则说明该系统中含有气体了。如果发现了反应釜温度控制系统中存在上述的这些气体的话,就需要及时排除这些气体,及时解决故障。









 我要推广仪器
我要推广仪器
 下载APP
下载APP


