推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
 银牌8年
银牌8年
 400-860-5168转3971
留言咨询
400-860-5168转3971
留言咨询
 400-801-9298
留言咨询
400-801-9298
留言咨询
 留言咨询
留言咨询
 400-860-5168转2255
留言咨询
400-860-5168转2255
留言咨询







小型恒温控制系统设备在维修的时候注意点比较,无锡冠亚小型恒温控制系统设备专业厂家提醒,其焊接部分也是维修的重点之一,那么,小型恒温控制系统设备焊接的时候注意哪些方面呢? 小型恒温控制系统设备焊接时要对机箱及小型恒温控制系统设备各部件采取保护措施,防止被焊枪火焰烧坏。焊接时要注意焊枪火焰的调节,将火焰调节至中性火焰时才能焊接,焊接时速度要尽可能的快,避免长时间加热温度过高对压缩机、制冷阀体、铜管等产生破坏。 小型恒温控制系统设备焊接时如果发现焊接后铜管有发黑的现象应调大助焊剂的流量,直到焊接后铜管呈紫色为止。更换小型恒温控制系统设备板式换热器时,焊接时焊接点以下应泡在水中,使用含银 50%的银焊条对板换进行焊接,禁止不采取保温措施直接对板式换热器进行焊接否则会导致温度过高而损坏,焊接好后,一定要用保温板对其进行保温,防止表面结露。安装时,进液端在下部,出气管端在上部。 小型恒温控制系统设备的压缩机搬动过程中不得将压缩机横放或倒置,否则会使滑动部分的润滑性能降低导致压缩机启动时损坏。相对于水平状态的倾斜度不得超过 5 度,在拔去橡胶塞后应尽快焊入系统中,时间控制在 10 分钟内。更换毛细管时,不能随意增加或减少毛细管的长度,当毛细管的长度增加时,将会产生不利情况。铜管与毛细管、过滤器与毛细管套接时毛细管插入深度控制在 10mm 左右,铜管钎焊的装配间隙:单边为 0.05~0.15mm。 小型恒温控制系统设备的焊接部分是很重要的,同时需要注意其工艺部分的强化,焊接的部分尽量找专业点的技术人员进行焊接。
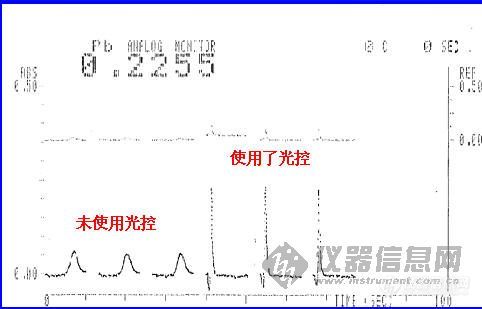
[color=#DC143C]近期、版面有版友问及关于石墨炉使用光温控制器的问题,故此写下小记,以满足有兴趣的版友需求。[/color]一、概 述:众所周之,[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原子吸收[/color][/url]分光光度计在分析某些高温元素或低含量元素时,使用石墨炉原子化器比火焰原子化器的灵敏度要高的多,故应用较为普遍。 目前仍有一部分商品仪器对于石墨炉升温还是采用单纯电流控制方式。即通过专用的石墨炉电源按照不同的升温阶段提供相应的恒定电流并流经石墨管后产生焦耳热,从而使石墨管中的样品里的待测元素被原子化后进行吸收测定。 但是上述的供电方式给石墨炉原子化器带来一些不可避免的问题。其中最主要的是:在原子化阶段,石墨管从灰化阶段的低温状态突然上升到原子化的高温状态需要一个平衡的时间过程,这是由石墨管的物理特性所决定的,由此便产生出一个“升温速率”的概念。 当石墨管温度很低时,升温速率V与电流强度I的平方成正比(V/I² )。升温速率的快慢不仅影响测试的灵敏度而且还影响石墨管的热性能。升温速率越快,石墨管到达热平衡状态就越早,则可保障待测元素绝大部分均被原子化,故灵敏度可得以提高。当升温速率减缓后,石墨管到达原子化的温度时间就被延长,从而致使一部分待测元素在还未被充分原子化之前就损失掉了(一般是被载气吹跑了,所以有的仪器在原子化阶段停止载气供给就是出于此原因),造成了测试灵敏度的下降。图-1就是石墨炉在采用恒流供电及光温控制技术的两种方式下,用同一浓度的铅样品各重复三次的测试结果比较;由此不难看出,使用光温控制技术的结果优于恒流控制。[img]http://ng1.17img.cn/bbsfiles/images/2008/09/200809181542_109307_1602290_3.jpg[/img] [B] [size=4] 图-1[/size][/B]由于一般石墨管采用的是恒电流供电方式,所以升温速率势必受到限制。如果采用光温控制技术则可以使升温速率得到很大的提高。[color=#DC143C]结 论:光温控制技术的实质就是提高升温速率的手段。[/color]二、光温控制技术的简单原理:(1)石墨管随着温度的改变其发出的光辐射的强度也随着改变;(2)让石墨管在仪器允许的范围从最低温度开始做连续加热升温直至最高允许温度,其发出的光辐射强度势必是连续递增的,即加热电流与光辐射强度(或温度)形成了一定的逻辑关系曲线。(3)用光导器件(一般是光导纤维和光敏二极管组成)将上述石墨管连续递增变化的光辐射信号实施连续跟踪采集并转化为电信号后传送到电脑中存储,也就是使电脑产生了一个加热电流与温度的比例关系的连续控制信号,并加以记忆,以实施对石墨炉的升温控制;这就组成了:石墨炉电源——石墨炉——光温控制器——石墨炉电源 这样一个闭环控制系统;如图-2所示:[img]http://ng1.17img.cn/bbsfiles/images/2008/09/200809181542_109308_1602290_3.jpg[/img] [B] [size=4][size=3]图-2[/size][/size][/B](4)在原子化阶段升温的开始瞬间,石墨炉电源不是按照常规的参数设定的恒流电流供电(如果是那样石墨管的升温速率仍是缓慢,即温度曲线上升沿仍然不陡直),而是提供了一个大大超越了预设的升温电流(基本处于饱和状态,参阅图-3右图); 根据前面所介绍的, “升温速率V与电流强度I的平方成正比 (V/I² )”这样一个理论为依据,石墨管的升温速率很快就提高了;当石墨管到达了预设的温度后,此时的光辐射被光温控制器立即检测到,并迅速反馈给电脑以达到控制石墨炉电源恢复到预先设计的恒流电流来维持升温的目的;这样一举两得、即提高了升温速率又保障了石墨炉的设置温度。图-3是石墨炉原子化升温时恒流控制与光温控制的比较示意图:[img]http://ng1.17img.cn/bbsfiles/images/2008/09/200809181543_109309_1602290_3.jpg[/img] [size=4][B] 图-3[/B][/size]三、使用光温控制技术的优点:(1)提高了检测的灵敏度(前面已经谈到);(2)提高了测试的重现性(因为原子化较为彻底);(3)减少了背景和基体的干扰(背景物质同样被彻底烧出);(4)延长了石墨管寿命(从图-3可以看出,由于使用了光温控制技术,使石墨炉升温速率得以提高,这样石墨炉有效原子化的时间比电流控制的有效时间要长;于是可以适当地减少原子化的时间,从而到达延长石墨管的寿命效果);四、使用光温控制技术的注意事项:(1)每次更换新石墨管后均要重新做光温曲线的校正,即第二段中的第(3)项。(2)更换不同类型的石墨管后,尤其要重新做光温校正。(3)平时注意光导器件的清洁,尤其是接收光束的传导窗口免于遭到污染,否则会影响到升温的误差,甚至不能执行光温控制之功能。(4)光温控制器调整分为手动和自动两种。旧式[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原吸[/color][/url]一般是手动设置,其供电电流的翻转点的调整就很重要了,这个翻转点称为“阈值”,它的位置准确以否直接影响光控的效果;例如日立的老式[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原吸[/color][/url] 180-80、Z-8000等型号,均属于此类。目前市面上出售的[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原吸[/color][/url]仪器基本已经趋于自动化了。五、后 记:此文是参照日立[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原吸[/color][/url]来写的,故只是侧重了光控原理,而没有过多涉及电路原理,其原因是可能与其他厂家的光路、电路设计方面有出入;但目前上市的商品[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原吸[/color][/url](进口仪器居多)基本都设计了光温控制系统,其原理大同小异。值得一提的是:目前许多[url=https://insevent.instrument.com.cn/t/Wp][color=#3333ff]原吸[/color][/url]操作者对其原理不甚清楚,甚至舍弃此项功能而不用,甚为憾事。故、今做小记,以飨网友。

http://ng1.17img.cn/bbsfiles/images/2013/05/201305152142_440231_2506810_3.jpg 上海章正橡胶预成型机 一:液压系统;选用原装进口西门子电机【200型-7.5kW】采用意大利马祖奇3齿高压齿轮泵。采用美国SUN太阳牌平衡阀和补偿阀。以及美国SUN压差阀选用日本YUKEN 油,【选用派克电液比例挽向阀保修六年】研流量阀选用台湾油冷器所有油管选用派克5600PSI 油接头采用派克PARKER,高锰钢油路抉二:全不锈钢加热管并有温控器控制水温,以及数字同步显示最高温度98度,德国威乐循环水泵确保料筒和机头水温、液压油油温有丹佛斯阀控制。一般控制油温正常在50—55度,如超过此油度温度制冷系统会自动开启。自动回复正常恒温。三:真空系统选用机械密封原装德国真空泵能够快速抽取橡胶内的空气确保橡胶无气泡四:切刀系统选用变频无级变速 PLC自动变速,电脑搡作输入重量数据。切刀采用特殊平衡设计,并安装了切刀在工作时候,无法开门。有光电自动锁门装置。采用3、7台湾东原变频电机。下面装有特殊亚光夹钢纤维传送皮带。并且切刀切下来的胶坯全部自动传输。五:电控系统选用三菱模抉带232接头PLC和3,7三菱变变频器以及欧姆龙接触器和继电器,欧姆龙融摸屏,施耐德电热保护施耐德光电开关和所有按钮,PLC控制和触摸屏操作界面彩色显示屏引导你方便进入数据输入密码保护可以储存300种产品的工艺数据随时调用变频电机控制切刀无级变速。电子秤自动反馈控制胶坯的重量可靠的安全生产机头关闭切刀旋转柱塞前进后退都有互锁装置。电脑显示提示工人生产过程中方便操作.










 我要推广仪器
我要推广仪器
 下载APP
下载APP
