搜索
我要推广仪器
下载APP
首页
选仪器
耗材配件
找厂商
行业应用
新品首发
资讯
社区
资料
网络讲堂
仪课通
仪器直聘
市场调研
当前位置:
仪器信息网
>
行业主题
>
>
焊缝检测
仪器信息网焊缝检测专题为您提供2024年最新焊缝检测价格报价、厂家品牌的相关信息, 包括焊缝检测参数、型号等,不管是国产,还是进口品牌的焊缝检测您都可以在这里找到。 除此之外,仪器信息网还免费为您整合焊缝检测相关的耗材配件、试剂标物,还有焊缝检测相关的最新资讯、资料,以及焊缝检测相关的解决方案。
焊缝检测相关的方案
用C-RED 3监测增材制造中的焊缝沉积
C-RED 3 是一款640 x 512 SWIR相机,以600 FPS的全画幅运行。专为工业应用开发,它结合了高性能、低SWaP(尺寸、重量、功耗)和低价格的特点。本文重点介绍了C-RED 3用于非接触式监测焊缝沉积的情况。成像系统的空间和时间分辨率在两个使用案例中得到了强调:焊丝电弧焊增材制造和手工金属电弧焊。
X射线残余应力分析仪对辊轴、焊缝、金属等进行表面探测
残余应力直接影响金属制品的疲劳强度、抗应力、腐蚀能力、尺寸稳定性和使用寿命,因此在工业和军事等部门受到普遍重视。基于全二维探测器分析方法的新一代残余应力分析仪不仅精度更高,而且不再需要测角仪、不再需要多个入射角才能完成测量、不再需要冷水机、不再需要外接供电电源,因此将大改善了复杂形状部件检测、狭窄空间检测、野外工程现场检测、大面积部件检测等测量的难度,具有更广泛的应用。在实验室内,基于全二维探测器分析方法的小轻的便携式X射线残余应力分析仪可以用来检测焊接处疲劳,齿轮,圆棒,角焊缝,机轴狭窄区,弹簧等;在户外工程中,它可以用来检测管道焊缝,油罐焊缝,除掉外层水泥的建筑内层,桥梁金属,高速铁轨等。
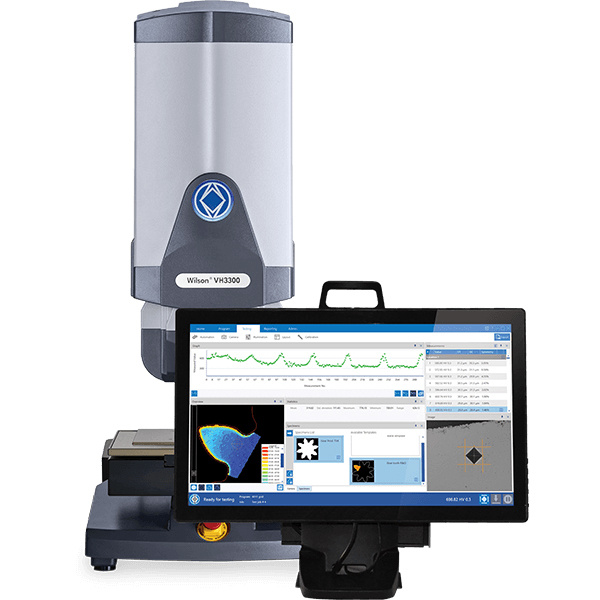
标乐硬度测试解决方案-如何有效地进行焊缝测试
为了更细致的理解焊缝微观组织,通常根据ISO 9015/15614进行压痕硬度测试,测试方法包括使用的载荷、母材、热影响区和焊缝的位置和数量,以及边缘距离和压痕间距。为了满足标准中规定的要求,需要在布置点位的过程中花费大量的时间。DiaMet软件提供的快速而简单的操作,简化了测试流程。
16MnR钢埋弧焊接头的焊缝裂纹分析
针对焊接生产中16MnR钢埋弧焊焊缝出现的裂纹缺陷进行分析表明,有裂纹的焊缝区域颜色为红褐色,裂纹扩展方向与焊缝金属的结晶方向一致,这种焊缝裂纹是由于焊接过程中焊缝局部进入大量Cu造成的。由于Cu的熔点较低,焊缝金属凝固时Fe领先结晶,低熔点Cu最后凝固,被富集到晶界处,在焊接应力的作用下,仍处于液态的晶界金属被拉开,形成沿晶界分布的热裂纹,断口呈沿晶脆断特征,其实质是铜渗透裂纹。埋弧焊过程中铜质导电嘴与坡口表面局部接触起弧熔化,Cu进入焊缝中是引起焊缝热裂纹的根本原因。
轶诺显微维氏硬度计对焊接件进行焊缝检验 (ISO 9015)
荷兰轶诺开发的工具能够根据 ISO 标准对焊接零件或焊区进行硬度测试。在焊接的各区域预设置测试点,并且各点之间自动关联,因此根据标准要求进行设置程序变得“轻而易举”。 系统将运行全自动测试程序,并显示和记录相应的结果。对于这项焊缝应用, 报告生成器自动生成相应的报告功能。
干货:电池盖板上焊缝的截面制备
科技的高速发展,使得汽车成为越来越重要的代步、运输工具。汽车的使用,一方面使得快节奏的现代生活更加便捷,另一方面又带来了能源与资源快速消耗和环境污染等问题。而电动汽车的出现,减缓了传统汽车带来的这一系列问题,它将电能转化为机械能,相较传统汽车更加环保。
供热蒸汽管线安全评估
采用化学成分分析、宏观检验、能谱分析、金相检验和力学性能测试等方法对某热电厂蒸汽管进行了检测和分析。结果表明:涉及管线安全运行的关键部位焊缝存在弧坑、咬边、未焊透、夹渣和裂纹等严重的焊接缺陷,加上长期腐蚀,使该蒸汽管线卷板管存在重大安全隐患,继续使用可能造成局部泄漏。建议在探伤的基础上更换有严重焊缝缺陷的卷板管或停止使用该蒸汽管线卷板管。
波纹管检漏,焊接波纹管检漏
波纹管通常通过激光焊接连接至法兰或外壳.激光焊接会产生光性均匀焊缝,通过肉眼无法判断是否存在泄漏,焊接波纹管对气密性的要求很高,传统的泄漏测试, 如染料渗透测试,制冷剂嗅探或气泡测试不能达到客户工业生产的要求,因此需要引入氦质谱检漏仪进行泄漏检测.
上海伯东氦质谱检漏仪ASM 310 电厂汽轮机组检漏应用
汽轮机组真空系统检漏,由于体积大,管道复杂,不可见,检测难度很大。尤其是空冷机组,排汽管道直径大, 焊缝长,接口多,空冷散热器温度高,体积庞大,管束数量多, 翅片结构复杂,检测难度极大。汽轮机组真空系统检漏问题长期困扰着电厂的技术部门,传统所用的各种检漏方法均存在各种缺陷,达不到预期的效果,寻求一种好的检漏方法,以便在机组正常运行时对真空系统进行查漏及堵漏尤为重要。
氦质谱检漏仪焊接容器检漏
焊接容器检漏原因:焊接容器的密封性能影响整个产品的品质,而密封性能又是由焊接的质量决定的,焊缝处如果存在不合格的漏点,会直接影响焊接容器的密封性能。
蜂蜜检测仪测定蜂蜜中蜂蜜蔗糖项目的实验检测步骤
蜂蜜检测仪测定蜂蜜中蜂蜜蔗糖项目的实验检测步骤
蜂农如何使用蜂蜜检测仪检测蜂蜜中新霉素的操作步骤
蜂农如何使用蜂蜜检测仪检测蜂蜜中新霉素的操作步骤
徕卡M125C 汽车车身以及汽车部件焊接熔深检测方案
徕卡M125C 汽车车身以及汽车部件焊接熔深检测方案一、汽车焊焊接熔深的定义汽车焊焊接熔深是指焊接接头的焊缝和母材之间的熔合区域深度。熔深是焊接焊接性能的重要指标之一。二、汽车焊焊接熔深的测量方法汽车二保焊焊接熔深的测量方法通常采用金相显微镜法或金相切割法。其中,金相显微镜测量法是通过显微镜观察试样经过切割、打磨、腐蚀等处理后的截面形貌,根据分界线的长度来确定熔深。金相切割法则是将试样切割成一定长度的薄片,用显微镜观察试样中心处的熔深,精度更高。三、汽车焊焊接熔深的符号表示汽车焊焊接熔深的符号表示为“a”,单位为毫米(mm)。在绘制焊接图时,箭头所指示的方向即为熔深方向,箭头两侧的a分别表示母材和焊缝的熔深。四、汽车焊焊接熔深的要求和限制国家标准《汽车焊接工艺规程》(QC/T 70-2015)规定了汽车焊焊接熔深的要求和限制。根据标准规定,汽车焊焊接熔深应满足以下要求:1.焊接熔深的尺寸应符合设计要求,不能太小也不能太大。2.焊接熔深的界限应清晰、明确,不得有锈蚀、气泡、裂纹等缺陷。3.熔深的分布应均匀,不应出现局部过深或过浅的现象。综上所述,汽车焊焊接熔深是衡量焊接接头质量的重要指标,标准化的测量方法和符号表示有助于确保焊接连接的质量和安全性。符合国家标准对汽车焊焊接熔深的相关要求和限制,能够有效地提高焊接接头的质量和可靠性。
蜂蜜成分检测仪器检测蜂蜜中脯氨酸方案
检测项目:蜂蜜蔗糖、蜂蜜还原糖(葡萄糖和果糖)、蜂蜜羟甲基糠醛、蜂蜜酸度、蜂蜜中农药残留、蜂蜜淀粉酶值、蜂蜜中脯氨酸、蜂蜜水分、蜂蜜糖分、蜂蜜中灰分,应用范围:应用于现场检测蜂蜜蔗糖、葡萄糖和果糖、羟甲基糠醛、酸度、农残、淀粉酶、脯氨酸、水分、糖分、灰分含量的蜂蜜快速检测仪,可广泛应用于各类蜂蜜品质的快速定量检测。
ANSI AWS B4.0, ASTM E8, ASTM B557 焊缝拉伸测试
设备的解决方案必须能同时满足典型的平面和圆形的加工试样。如果要测试焊管或管型 材料,测试系统也需要适应全部的达到3英寸标称直径的圆形试样。由于这些原因,我们推 荐 SATEC 系列 DX 或者 HDX 双空间试验机,嵌装有楔形夹具用来测试平面的或圆形的试 样。双空间设计能够适应在下部压缩测试空间进行任何所需的弯曲测试。你还可以加装一个 额外的信号调节器通道和一个引伸计用来测量应变。材料测试软件包将自动生成用于上述必 要计算的结果。
AZ31B镁合金TIG焊接接头显微组织分析
探讨了 2mm 厚的 AZ31B 镁合金钨极交流氢弧焊焊接的工艺特点,利用金相显微镜对焊接接头显微组织进行了分析。结果表明:随着焊接电流的增大,焊件的收缩率和焊缝的熔宽表现出先增大后减小的趋势。当焊接电流为 50A 时,外观成型良好,焊缝质量高,内部几乎无气孔和裂纹等缺陷。焊缝区组织呈细小的等轴晶,晶界上均匀分布着颗粒状的析出相,热影响区组织较粗大。
AZ31B镁合金TIG焊接接头显微组织分析
探讨了 2mm 厚的 AZ31B 镁合金钨极交流氢弧焊焊接的工艺特点,利用金相显微镜对焊接接头显微组织进行了分析。结果表明:随着焊接电流的增大,焊件的收缩率和焊缝的熔宽表现出先增大后减小的趋势。当焊接电流为 50A 时,外观成型良好,焊缝质量高,内部几乎无气孔和裂纹等缺陷。焊缝区组织呈细小的等轴晶,晶界上均匀分布着颗粒状的析出相,热影响区组织较粗大。
上海伯东氦质谱检漏仪激光器零件检漏
在操作面板设置真空模式下漏率值, 启动检漏仪 ASM 390, 在两端焊缝处喷氦气, 如果有漏, 检漏仪声光报警并在面板上显示当前漏率值.
使用蜂蜜检测仪检测蜂蜜纯度的实验操作步骤
要使用蜂蜜检测仪来检测蜂蜜的纯度,可以按照以下实验操作步骤进行:准备材料和设备:蜂蜜样品蜂蜜检测仪实验容器温水实验笔记本或记录表格
使用蜂蜜检测仪检测蜂蜜成分的实验操作步骤 ChatGPT
使用蜂蜜检测仪(也称为蜂蜜分析仪)来检测蜂蜜的成分通常包括测定蜂蜜的水分含量、糖含量、PH值和电导率等参数。以下是使用蜂蜜检测仪进行蜂蜜成分分析的基本实验操作步骤:注意:在进行实验之前,请确保你已经熟悉并遵守实验室安全规定,并且具备必要的实验技能。此外,确保蜂蜜检测仪已经校准并处于工作状态。材料和设备:蜂蜜检测仪蜂蜜样品去离子水(或蒸馏水)电导率标准液pH标准液糖含量检测试剂(通常为葡萄糖检测试剂)pH计电导率计玻璃电极和电导率电极试剂瓶称量器实验步骤:准备样品:取一定量的蜂蜜样品并称量。确保蜂蜜样品是均匀混合的,以确保准确的分析结果。测定水分含量:使用蜂蜜检测仪的水分测定模块,根据仪器的操作手册将蜂蜜样品放入仪器中。启动水分测定程序并等待测定结果。仪器将测定样品中的水分含量并以百分比表示。测定糖含量:使用蜂蜜检测仪的糖含量测定模块,将蜂蜜样品放入仪器中。启动糖含量测定程序并等待测定结果。通常,这个过程基于葡萄糖测定试剂,仪器将测定蜂蜜中的糖含量并以百分比表示。测定pH值:
上海伯东冻干机制冷系统检漏案例
上海伯东氦质谱检漏仪客户案例: 单次 40m3冻干机制冷系统检漏, 漏率要求 1x10-8 mbarl/s. 采用氦质谱检漏仪的真空法对怀疑有漏的地方, 如法兰, 焊缝, 接口等部位检漏
使用蜂蜜检测仪检测蜂蜜中葡萄糖含量的实验操作步骤
检测蜂蜜中葡萄糖含量通常使用折射率测定方法,其中包括使用蜂蜜检测仪。以下是一般实验操作步骤:材料准备:蜂蜜样品蜂蜜检测仪(折射率仪)温度控制设备(温水浴或恒温箱)实验步骤:样品制备:a. 准备一定量的蜂蜜样品,足够填充蜂蜜检测仪的测试池。b. 如果蜂蜜处于结晶状态,需要在温水浴中轻轻加热,使其回到液态状态。不要过热,以免影响测量准确性。仪器预热:开启蜂蜜检测仪,根据仪器说明进行预热,以确保仪器达到稳定的工作温度。校准仪器:a. 根据蜂蜜检测仪的要求,进行仪器的校准。通常,你需要使用校准液(通常是蒸馏水)来设置仪器的折射率基线。b. 进行仪器的校准,以确保后续测量的准确性。测量蜂蜜折射率:a. 将校准好的蜂蜜检测仪测试池中,加入足够的液态蜂蜜样品,确保液面平稳。b. 仪器会测量蜂蜜的折射率。记录测量结果:记录蜂蜜样品的折射率值。蜂蜜的折射率与其中的固溶物浓度(主要是葡萄糖和果糖)有关,从而可以估计葡萄糖含量。
蜂蜜还原糖检测仪检测蜂蜜中还原糖的应用
随着人们对食品安全的重视程度不断提高,蜂蜜作为一种天然、健康的食品,其质量安全也备受关注。蜂蜜中含有丰富的还原糖,这些还原糖是蜂蜜的主要成分之一,也是评价蜂蜜质量的重要指标之一。因此,蜂蜜还原糖检测仪在蜂蜜质量检测中具有重要意义。
蜂蜜羟甲基糠醛检测仪检测蜂蜜应用
对蜂蜜中的羟甲基糠醛(HMF)进行检测是确保蜂蜜质量和纯度的重要步骤。高温和长时间的贮存可以导致蜂蜜中HMF的生成,因此HMF的含量通常被用作衡量蜂蜜质量的一个指标。
蜂蜜加工厂如何使用蜂蜜纯度检测仪来检测蜂蜜品质操作步骤
蜂蜜加工厂如何使用蜂蜜纯度检测仪来检测蜂蜜品质操作步骤
【天研】蜂蜜成分检测仪检测蜂蜜中羟甲基糠醛的步骤
蜂蜜成分检测仪检测蜂蜜中羟甲基糠醛的步骤,确保蜂蜜成分检测仪已经校准,并且处于良好状态。准备好所需试剂和标准品,如盐酸、硫酸、硝酸、高锰酸钾等。
蜂蜜纯度检测仪检测蜂蜜水分的操作步骤
蜂蜜纯度检测仪检测蜂蜜水分的操作步骤
蜂蜜全项目检测仪在超市中对蜂蜜进行检测的操作步骤
蜂蜜全项目检测仪在超市中对蜂蜜进行检测的操作步骤
使用蜂蜜羟甲基糠醛检测仪检测蜂蜜羟甲基糠醛成分的实验操作步骤
蜂蜜中的羟甲基糠醛是一种指标性成分,用于检测蜂蜜的真实性和质量。以下是一般性的操作步骤,但请务必在进行实验前详细阅读所使用试剂和仪器的操作手册,以确保正确操作。注意:实验中应遵循安全操作规范,佩戴适当的防护装备,操作在清洁的实验环境中进行。材料与试剂:蜂蜜样品蜂蜜羟甲基糠醛检测仪蜂蜜羟甲基糠醛检测试剂盒(通常包括试剂和标准品)
蜂蜜检测仪检测蜂蜜中水分的操作步骤
检测蜂蜜中水分的操作需要使用蜂蜜检测仪.
相关专题
“碳中和”“碳达峰”,“双碳”监测的机遇与挑战
锂电检测技术系列专题之元素分析、水分检测
重金属检测与监测仪器市场“被引爆”
土壤重金属检测技术
仪器与检测3I奖
颗粒检测、分析技术及应用
制药用水检测技术
车内空气检测方法及技术
兽药残留检测专题
钢研纳克---金属材料分析仪器、检测服务领航者
厂商最新方案
相关厂商
杭州荣探无损检测设备有限公司
宁波至信检测技术有限公司
浙江容大川检测技术服务有限公司
上海火焱检测技术有限公司
东莞市国峰检测仪器有限公司
西安鼎泰丰工程检测技术有限公司
沈阳宇时先锋检测仪器有限公司
静电检测 温度均匀性检测 扳手校准
上海澳信检测技术有限公司
深圳市通测检测技术有限公司
相关资料
GB/T 26953-2011 焊缝无损检测 焊缝渗透检测 验收等级
GB/T 26952-2011 焊缝无损检测 焊缝磁粉检测 验收等级
GB/T 26954-2011 焊缝无损检测 基于复平面分析的焊缝涡流检测
GB/T 29711-2013 焊缝无损检测 超声检测 焊缝中的显示特征.pdf
GBT 29711-2023 焊缝无损检测 超声检测 焊缝内部不连续的特征.pdf
GB/T 26951-2011 焊缝无损检测 磁粉检测
GBT 29711-2023 焊缝无损检测 超声检测 焊缝内部不连续的特征.pdf
GBT 39789-2021 焊缝无损检测 金属复合材料焊缝涡流视频集成检测方法.pdf
焊缝无损检测 超声波检测 奥氏体钢和镍基合金焊缝检测
GBT 40732-2021 焊缝无损检测 超声检测 奥氏体钢和镍基合金焊缝检测.pdf





























 我要推广仪器
我要推广仪器
 下载APP
下载APP