8项3D打印国家标准发布,2021年6月起正式实施!
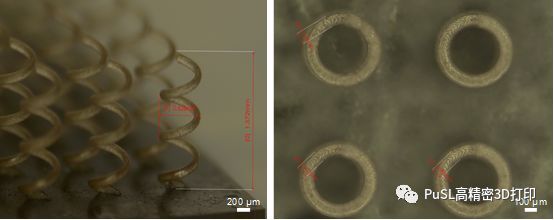
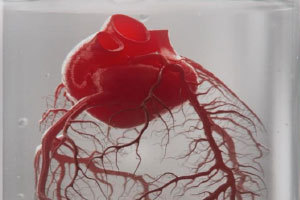
p style=" text-indent: 28px line-height: 1.5em " span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 background:white" 2020 /span span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 background:white" 年 span 11 /span 月 span 19 /span 日,国家市场监督管理总局、国家标准化管理委员会批准发布《标准化工作导则 第 span 2 /span 部分:以 span ISO/IEC /span 标准化文件为基础的标准化文件起草规则》等 span 586 /span 项推荐性国家标准和 span 2 /span 项国家标准修改单的公告。 /span /p p style=" line-height: 1.5em text-indent: 0em text-align: center " img style=" max-width: 100% max-height: 100% width: 550px height: 338px " src=" https://img1.17img.cn/17img/images/202012/uepic/699b4815-6749-4336-ab8c-41ee841e156a.jpg" title=" 11.jpg" alt=" 11.jpg" width=" 550" height=" 338" / /p p style=" text-indent: 28px line-height: 1.5em margin-top: 10px margin-bottom: 10px " span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 background: white" 批准发布的 span 586 /span 项 /span span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 background:white" 推荐性 /span span style=" font-family: & #39 微软雅黑& #39 ,& #39 sans-serif& #39 background:white" 国家标准中, /span span style=" box-sizing: border-box outline: 0px font-variant-ligatures: normal font-variant-caps: normal orphans: 2 text-align:start widows: 2 -webkit-text-stroke-width: 0px word-spacing: 0px" 包含 span 8 /span 项关于 span 3D /span 打印的标准, /span 实施日期为 span 2021 /span 年 span 6 /span 月 span 1 /span 日。标准统 span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 background:white" 计如下 /span span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 background: white" : /span /p table border=" 1" cellspacing=" 0" cellpadding=" 0" width=" 612" style=" border-collapse: collapse border: none " tbody tr class=" firstRow" td width=" 54" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p strong span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 color:#444444" 序号 /span /strong /p /td td width=" 132" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p style=" text-align:center" strong span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 color:#444444" 标准编号 /span /strong /p /td td width=" 200" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p style=" text-align:center" strong span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 color:#444444" 标准名称 /span /strong /p /td td width=" 123" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p style=" text-align:center" strong span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 color:#444444" 实施日期 /span /strong /p /td /tr tr td width=" 54" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 279 /span /p /td td width=" 132" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " GB/T & nbsp 39247-2020 /span /p /td td width=" 200" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " span style=" color:windowtext text-underline:none" span 增材制造 /span /span span style=" color:windowtext text-underline:none" /span span style=" color:windowtext text-underline:none" span 金属制件热处理工艺规范 /span /span /span /p /td td width=" 123" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p style=" text-align:left" span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 2021-06-01 /span /p /td /tr tr td width=" 54" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 283 /span /p /td td width=" 132" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " GB/T & nbsp 39251-2020 /span /p /td td width=" 200" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 增材制造 金属粉末性能表征方法 /span /p /td td width=" 123" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 2021-06-01 /span /p /td /tr tr td width=" 54" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 284 /span /p /td td width=" 132" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " GB/T & nbsp 39252-2020 /span /p /td td width=" 200" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 增材制造 金属材料粉末床熔融工艺规范 /span /p /td td width=" 123" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 2021-06-01 /span /p /td /tr tr td width=" 54" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 285 /span /p /td td width=" 132" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " GB/T & nbsp 39253-2020 /span /p /td td width=" 200" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 增材制造 金属材料定向能量沉积工艺规范 /span /p /td td width=" 123" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 2021-06-01 /span /p /td /tr tr td width=" 54" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 286 /span /p /td td width=" 132" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " GB/T & nbsp 39254-2020 /span /p /td td width=" 200" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 增材制造 金属制件机械性能评价通则 span span & nbsp & nbsp & nbsp & nbsp /span /span /span /p /td td width=" 123" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 2021-06-01 /span /p /td /tr tr td width=" 54" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 369 /span /p /td td width=" 132" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " GB/T & nbsp 39328-2020 /span /p /td td width=" 200" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 增材制造 塑料材料挤出成形工艺规范 /span /p /td td width=" 123" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 2021-06-01 /span /p /td /tr tr td width=" 54" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 370 /span /p /td td width=" 132" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " GB/T & nbsp 39329-2020 /span /p /td td width=" 200" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 增材制造 测试方法 标准测试件精度检验 /span /p /td td width=" 123" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 2021-06-01 /span /p /td /tr tr td width=" 54" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 372 /span /p /td td width=" 132" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " GB/T & nbsp 39331-2020 /span /p /td td width=" 200" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 增材制造 数据处理通则 /span /p /td td width=" 123" valign=" top" style=" border: 1px solid rgb(0, 0, 0) padding: 5px " p span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 " 2021-06-01 /span /p /td /tr /tbody /table p style=" text-indent: 28px line-height: 1.5em margin-top: 15px " span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 background:white" 3D打印又称增材制造,是一种以数字模型文件为基础,融合计算机辅助设计、材料加工与成型技术,通过软件与数控系统将专用的金属材料、非金属材料以及医用生物材料,按照挤压、烧结、熔融、光固化、喷射等方式逐层堆积,制造出实体物品的制造技术。按照可打印材料类型和打印技术分类,可分为金属3D打印机、生物3D打印机、熔融沉积成型3D打印机、光固化成型3D打印机、选择性激光烧结3D打印机等。 /span /p p style=" text-indent: 28px line-height: 1.5em margin-top: 10px " span style=" font-family:& #39 微软雅黑& #39 ,& #39 sans-serif& #39 background:white" 近日,仪器信息网新增设3D打印机专场,欢迎浏览查看 a href=" https://www.instrument.com.cn/list/sort/243.shtml" target=" _self" style=" color: rgb(0, 112, 192) text-decoration: underline " span style=" font-family: 微软雅黑, sans-serif background: white color: rgb(0, 112, 192) " strong “3D打印”仪器设备专场。 /strong /span /a /span /p p style=" text-indent: 28px line-height: 1.5em margin-top: 10px " 更多相关信息: span style=" color: rgb(0, 112, 192) text-decoration: underline " strong style=" color: rgb(34, 34, 34) font-family: 微软雅黑 font-size: 24px " span style=" color: rgb(0, 112, 192) background: white font-family: arial, helvetica, sans-serif font-size: 16px " a href=" https://www.instrument.com.cn/news/20201215/567726.shtml" target=" _self" style=" color: rgb(0, 112, 192) text-decoration: underline " 超1亿!这家3D打印设备厂商连续中标多个千万大单 /a /span /strong /span /p p style=" text-indent: 28px line-height: 1.5em margin-top: 10px " a href=" https://www.instrument.com.cn/news/20201112/564644.shtml" target=" _self" style=" text-decoration: underline color: rgb(0, 112, 192) " span style=" color: rgb(0, 112, 192) text-decoration: underline " strong style=" color: rgb(34, 34, 34) font-family: 微软雅黑 font-size: 24px " span style=" text-decoration: underline color: rgb(0, 112, 192) background: white font-family: arial, helvetica, sans-serif font-size: 16px " 3D打印制芯片 西湖大学实现国内最高精度三维精密制造 /span /strong /span /a /p























 我要推广仪器
我要推广仪器
 下载APP
下载APP