未注公差标准供大家参考
公差/值(tolerance/value) 基本尺寸(basic size) 偏差(deviation) 上/下偏差(upper/lower deviation) 配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits) 单/双边公差(unilateral/bilateral tolerance) 标准/精度公差(standard/ precision tolerance) 基准/特征/点/线/平面/轴线(datum/feature/point/line/ plane/axis) 最大/小材料状态(M/LMC=maximum/least material condition) 理论正确尺寸(theoretical size ) 基本尺寸(basic dimension) 直径/半径(diameter/radius) 直线度(straightness) 平面度(flatness) 圆度(circularity) 圆柱度(cylindricity) 线轮廓度(profile of a line) 面轮廓度(profile of a surface) 定向公差(orientation tolerance) 平行度(parallelism) 垂直度(perpendicularity) 倾斜度(角度) (angularity) 位置度(position) 对称度(symmetry) 同轴度(同心度) (concentricity) 圆跳动(circular runout) 全跳动(total runout) 坐标尺寸(coordinate dimensioning)拔模斜度(draft angle) 分型线(parting line) 外圆角/内圆角拔模斜度(rounds/fillets draft) 肋材和尖角(rib and corner) 顶/测/端视图(top/side/ end view)标题] 12. 形位公差符号常用语 (中英文双语) 公差/值(tolerance/value) 基本尺寸(basic size) 偏差(deviation) 上/下偏差(upper/lower deviation) 配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits) 单/双边公差(unilateral/bilateral tolerance) 标准/精度公差(standard/ precision tolerance) 基准/特征/点/线/平面/轴线(datum/feature/point/line/ plane/axis) 最大/小材料状态(M/LMC=maximum/least material condition) 理论正确尺寸(theoretical size ) 基本尺寸(basic dimension) 直径/半径(diameter/radius) 直线度(straightness) 平面度(flatness) 圆度(circularity) 圆柱度(cylindricity) 线轮廓度(profile of a line) 面轮廓度(profile of a surface) 定向公差(orientation tolerance) 平行度(parallelism) 垂直度(perpendicularity)字串6倾斜度(角度) (angularity) 位置度(position) 对称度(symmetry) 同轴度(同心度) (concentricity) 圆跳动(circular runout) 全跳动(total runout) 坐标尺寸(coordinate dimensioning) 几何尺寸(geometric dimensioning) 拔模斜度(draft angle) 分型线(parting line) 外圆角/内圆角拔模斜度(rounds/fillets draft) 肋材和尖角(rib and corner) 顶/测/端视图(top/side/ end view)
何为标准偏差和平均公差何为标准偏差和平均公差怎么计算仪器的检出限怎么计算[em0812]
希望大家有用[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=22421]国家公差标准[/url]
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=20613]GB1804-2000公差标准[/url]
求GB/T 3478.1-GB/T 3478.9圆柱直齿渐开线花键模数基准齿形尺寸及公差标准内容
最近公司要搞螺纹塞规的校正 我其它资料都找到,就是没找到螺纹塞规的标准中径及制造公差和磨损极限公差,那位大哥大姐知道啊告诉小弟一下,非常感谢!!
求一标准SJ1372《塑料制件尺寸公差》
我这边有一份国外标准对设备电压要求公差为0.5%。请问下这个0.5%指的是±0.25%,还是±0.5%,或者有其他的表示?能否用通俗易懂的举例来表达,谢谢!
我是搞冲压件的,现在顾客要我们做冲压件产品的检具,可是我不知道做检具的公差该怎么放。另外做好检具怎么检验,哪位大侠有,恳请赐教!!!谢谢
GB/T228.1表B.3试样宽度公差。当尺寸公差不满表B.3时,实际测量试样的宽度尺寸公差可以是多少?我收到的试样是梯形的,例如名义宽度25的试样,我实际收到的试样,平行长度部分测量宽度分别是24.98,24.80,24.60,还有名义宽度25试样,实际收到试样是23.90,23.92,23.94。这些试样能否接收,若是有审核老师对试样尺寸是否合格提出问题,如何回答。[img]https://ng1.17img.cn/bbsfiles/images/2022/02/202202121245078626_1669_3540587_3.png[/img]
GB/T 14486-1993 工程塑料模塑塑料件尺寸公差,哪位大侠有这个标准,帮忙上传一下啊,兄弟先行谢过了!
一、职业概况1.1职业名称机械产品检验工1.2职业定义从事普通机械、专用机械的成品、半成品、原材料、外购件及零部件检验、试验其专业知识、技能符合本职业标准规定的人员。从事的主要工作:1、检验、试验1) 对复杂零、部件几何尺寸、形状与位置公差进行检测。2) 对刃具、精密丝杆、高精度齿轮付、角度测量。3) 使用仪器、仪表对产品、或零部件可靠性能、机械性能等进行检测和试验。4) 对测量结果不确定度进行评定和分析,并对主要质量问题进行分析,提出改进意见。5) 记录、计算、判定检验数据,并出具测试报告。6) 将新技术应用在检验和试验中,解决关键工序或复杂的测量与试验问题。2、编制机械产品检验技术规范3、对综合检具进行测绘及误差分析1.3职业等级机械产品检验工、2级(技师)1.4职业环境条件工作地点:用于检测设施和环境条件应确保其环境条件不会使结果无效或对要求的测量产生不良影响。1.5职业能力特征有空间想像力,具备看图识图能力、有综合分析能力和解决问题能力,形体知觉、色觉正常,手指、手臂灵活协调性好、反应灵敏,动作运作细致,有计算机操作能力,数据处理能力。1.6基本文化程度高中(中职)毕业。1.7鉴定要求1.7.1鉴定申报条件获得机械产品检验工(含模型检查工、机械检查工、热处理检查工、刃具检查工等)三级职业资格后,连续从事本职业二年以上。1.7.2 适用对象从事机械产品检验或相似职业的人员1.7.3鉴定方式知识考试和技能考试,均合格为鉴定合格。鉴定场所的环境、设备、仪器工具等要符合机械产品检验工鉴定机构标准要求。二、工作要求职业功能工作内容技能要求专业知识比重检验与试验1、调整和使用精密量仪。2、检验复杂零部件、异形零件、刃具、齿轮的几何尺寸、形状和位置公差、角度值。3、产品、零部件可靠性能、机械性能试验。4、表面粗糙度检测。1、能熟练、合理地使用测试仪器、仪表。2、能按操作规范要求正确地调整精密量仪。3、正确合理选择检验方法,满足准确度要求。4、能熟练、正确地应用平台检测方法进行检测5、检测数据计算、判定准确。6、能掌握测量不确定度的评定。7、能正确出具测试报告。8、能对产品质量问题进行分析并提出改进意见。1、万能工具显微镜、光学分度头、准直仪等精密量仪的结构原理,正确使用及维护保养。2、量具选择原则与正确使用要点。3、常用量具的校准规范。4、公差配合与形位公差标准及检测原则。5、测量不确定度的评定与表示。6、误差理论和数据处理知识。7、产品可靠性基本知识。40%编制检验技术规范编制检验规范或检验指导书。1、合理选用计量器具。2、选择检验方法科学合理。3、编制检验规范或检验指导书,内容正确、文字通顺、格式符合规定。1、机械产品质量检验知识。2、检验技术规范编写方法。20%测绘1、机械零件测绘。2、综合检具测绘。1、绘图正确、清晰、规范。2、基准选用合理。3、尺寸公差、形位公差、表面粗糙度等标注正确、选用合理。1、机械制图知识。2、公差配合、形位公差、表面粗糙度、螺纹、齿轮和键与键连接等六项基础标准。3、材料及热处理等工艺知识。20%技术管理1、统计过程控制技术在机械产品检验中的应用。2、了解新技术、新工艺在机械产品检验中的应用。3、产品监视和测量在质量管理体系中的应用。4、其它管理。1、了解激光测量技术、光栅技术、现代测量技术。2、能解决生产过程中关键工序的检测技术难题。3、具有培训和指导中、高级检验工的技能能力。4、熟悉了解质量管理体系标准基本内容。1、计量法、质量法、标准化法。2、统计过程控制知识。3、ISO9000质量管理体系标准。4、激光技术、光栅技术、现代测量原理与应用。5、计量管理知识。20%
新三思公司提供完全版,以下目录仅供参考参考,有需求者请跟贴索取,或发邮件至:rosymuzi@sohu.com 免费提供,需者从速!目 次1总则………………………………………………………………… 72取样………………………………………………………………………… 83试件的尺寸、形状和公差……………………………………………………… 83.1 试件的尺寸 …………………………………………………………………… 83.2 试件的形状 ………………………………………………………………… 83.3 尺寸公差………………………………………………………………… 8 4 设备………………………………………………………………… 94.1 试模………………………………………………………………………… 94.2 振动台……………………………………………………………………… 94.3 压力试验机 …………………………………………………………………… 94.4 微变形测量仪 ………………………………………………… 94.5 垫块、垫条与架………………………………………………………………… 94.6 钢垫饭……………………………………………………………………104.7其他量具及器具…………………………………………………… 10 5 试件的制作和养护………………………………………………………… 10 5.1 试件的制作 ……………………………………………………………… 10 5.2试件的养护………………………………………………………… 11 5.3试验记录……………………………………………………………… 11 6 抗压强度试验………………………………………………………… 11 7 轴心抗压强度试验……………………………………………… 128 静力受压弹性模量试验……………………………………… 13 9 劈裂抗拉强度试验……………………………………………………… 1510 抗折强度试验………………………………………………… 16附录A 圆柱体试件的制作和养护……………………………………… 17附求B 圆柱体试件抗压强度试验………………………………………… 18附录C 圆柱体试件静力受压弹性模量试验………………………………… 19附录D 圆柱体试件劈裂抗拉强度试验………………………………………… 21本标准用词、用语说明…………………………………………………… 22条文说明………………………………………………………… 23l 总 则(略去)2 取 样2.0.1 混凝土的取样应符合《普通混凝土拌合物性能试验方法标准》(GB/T 50080)第2章中的有关规定。2.O.2 普通混凝土力学性能试验应以三个试件为一组,每组试件所用的拌合物应从同一盘混凝土或同一车混凝士中取样。3 试件的尺寸、形状和公差3.1 试件的尺寸3.1.1 试件的尺寸应根据混凝土中骨料的最大粒径按表3.1.1选定。表3.1.1 混凝土试件尺寸选用表 3.1.2 为保证试件的尺寸,试件应采用符合本标准第4.1节规定的试模制作。3.2试件的形状3.2.1 抗压强度和劈裂抗拉强度试件应符合下列规定: 1 边长为150mm的立方体试件是标准试件。 2 边长为100mm和200mm的立方体试件是非标准试件。 3 在特殊情况下,可采用Φ150mm ×300mm的圆柱体标准试件或ΦlOOmm × 200mm和Φ200mm × 400mm的圆柱体非标准试件。3.2.2 轴心抗压强度和静力受压弹性模量试件应符合下列规定: l 边长为150mm×150mm×300mm的棱柱体试件是标准试件。 2 边长为lOOmm×lOOmm×300mm和200mm ×200mm ×400mm的棱柱体试件是非标准试件。 3 在特殊情况下,可采用Φ150mm×300mm的圆柱体标准试件或ΦlOOmm×200mm和Φ200mm×400mm的圆柱体非标准试件。3.2.3 抗折强度试件应符合下列规定: 1 边长为150mm×150mm×600mm(或550mm)的棱柱体试件是标准试件。 2 边长为lOOmm×lOOmm×400mm的棱柱体试件是非标准试件。3.3 尺寸公差3.3.1试件的承压面的平面度公差不得超过O.0005d(d为边长)。3.3.2试件的相邻面间的夹角应为90°,其公差不得超过0.5°。3.3.3试件各边长、直径和高的尺寸的公差不得超过1mm。4 设 备4.1 试 模4.l.l 试模应符合《混凝土试模》(JG 3019)中技术要求的规定。4.1.2 应定期对试模进行自检,自检周期宜为三个月。4.2 振 动 台4.2.l 振动台应符合《混凝土试验室用振动台》(JG/T 3020)中技术要求的规定。4.3压力试验机4.3.1 压力试验机除应符合《液压式压力试验机》(GB/T3722)及《试验机通用技术要求》(GB/T 2611)中技术要求外,其测量精度为±1%,试件破坏荷载应大于压力机全量程的20%且小于压力机全量程的80%。4.3.2 应具有加荷速度指示装置或加荷速度控制装置,并应能均匀、连续地加荷。4.3.3 应具有有效期内的计量检定证书。4.4 微变形测量仪4.4.1 微变形测量仪的测量精度不得低于0.001mm。4.4.2 微变形测量固定架的标距应为150mm。4.4.3 应具有有效期内的计量检定证书。4.5 垫块、垫条与支架4.5.1 劈裂抗拉强度试验应采用半径为75mm的钢制弧形垫块,其横截面尺寸如图4.5.1所示,垫块的长度与试件相同。4.5.2 垫条为三层胶合板制成,宽度为20mm,厚度为3~4mm,长度不小于试件长度,垫条不得重复使用。 图4.5.1 垫块 支架示意1-垫块;2-垫条;3-支架4.5.3 支架为钢支架,如图4.5.3所示。4.6 钢 垫 板4.6.1 钢垫板的平面尺寸应不小于试件的承压面积,厚度应小于25mm。4.6.2 钢垫板应机械加工,承压面的平面度公差为O.04mm;表面硬度不小于55HRC;硬化层厚度约为5mm。4.7其他量具及器具4.7.1 量程大于600mm、分度值为lmm的钢板尺。4.7.2 量程大于200mm、分度值为0.02mm的卡尺。4.7.3 符合《混凝土坍落度仪》 (JG 3021)中规定的直径16mm、长600mm、端部呈半球形的捣棒。
客戶審廠,說我們公司卡尺內校未考慮不確定公差, 誰有詳細一點的內校報告?包含有計算不確定度的?
三坐标检测方法的标准步骤如下:1、校验测头,将测头的直径误差控制在-3个微米以内,形状误差控制在正负3个微米以内,进入测量模式画面。2、先测工件的一个平面,将这个平面设为一个基准平面A,再 测一条线,设为基准B,再测一个点作为基准C。3、开始测工件所需尺寸,通过关系转换可以得出结果,测量工件的外形尺寸,可以通过点与点之间的距离,在“构造”窗口里,选择“构造-条线”按钮来得出结果,因为线与线之间得不出这个结果。4、找基准原点C时,还可用工作分中的相交点作为C基准,这个方法是,先测工件的四条线,在“构造”窗口中,选择“构造对称线”按钮,再选择对称两条线之间的关系。这两条对称线之间的中心线就出来了,另外两条线方法一样,完成之后,在“关系”里,选择两条中心线,交点会显示出来,选这个交点作为基准 C。其中任意一条中心线还可以作为基准B。5、查看形位公差,要注意先选基准再选被测。6、孔的位置度,如果有配合的情况下选MMC最大实体,没有配合的情况下选S独立原则,在孔测完成之后,要输入理论值(即名义值),也就是图纸上要求的公差范围,机器会自动算出合格与否。
根据行业标准制修订计划,相关标准化技术组织等单位已完成《皮鞋》等40项轻工行业标准的制修订工作。在以上标准批准发布之前,为进一步听取社会各界意见,特予以公示,截止日期2015年8月6日。 以上标准报批稿请登录《标准网》(www.bzw.com.cn)“行业标准报批公示”栏目阅览,并反馈意见。 附件:40项轻工行业标准名称及主要内容工业和信息化部科技司2015年7月6日附件:40项行业标准报批公示 序号标准编号标准名称主要内容代替标准采标情况报批稿轻工行业 1QB/T 1002-2015皮鞋 本标准规定了各种工艺制作的皮鞋的术语和定义、分类、要求、试验方法、检验项目及结果判定、检验规则和标志、包装、运输、贮存。 本标准适用于天然皮革、人造材料等做帮面的一般穿用皮鞋(含靴)。 本标准不适用于安全、防护及特殊功能的鞋类。本标准不适用于婴幼儿、儿童穿用的皮鞋(含靴)。QB/T 1002-2005 http://www.standardcn.com/standard_bp/images/pdf1.gif 2QB/T 2267-2015计时仪器用极限与配合 公称尺寸至18 mm插入中间公差等级的标准公差数值 本标准规定了公差等级IT 5~IT 10中插入中间公差等级的标准公差数值。 本标准适用于计时仪器中公称尺寸至18 mm的圆柱面及其他表面或结构的尺寸公差。QB/T 2267-1996 http://www.standardcn.com/standard_bp/images/pdf1.gif 3QB/T 2062-2015贵金属饰品 本标准规定了贵金属饰品的分类、要求、试验方法、检验规则和标志、包装、运输、贮存。 本标准适用于金、银、铂、钯贵金属及其合金制成的首饰和摆件。金、银、铂、钯贵金属及其合金制成的工艺品可参照本标准。QB/T 2062-2006 http://www.standardcn.com/standard_bp/images/pdf1.gif 4QB/T 1714-2015自行车 命名和型号编制方法 本标准规定了自行车的分类、命名和型号编制方法等。 本标准适用于各种类型的自行车。QB 1714-1993 http://www.standardcn.com/standard_bp/images/pdf1.gif 5QB/T 2437-2015啤酒计量杯 本标准规定了啤酒计量杯的产品规格、要求、试验方法、检验规则和标志、包装、运输、贮存。 本标准适用于具有容量标志的盛装啤酒的玻璃容器。QB/T 2437-1999 http://www.standardcn.com/standard_bp/images/pdf1.gif 6QB/T 2830-2015榨菜盐 本标准规定了榨菜盐的定义、分类、要求、试验方法、检验规则和标志、包装、运输、贮存。 本标准适用于采用特殊工艺生产的、专门用于蔬菜脱水加工生产的食品加工用盐。QB/T 2830-2006 [
标准附件[img]http://bbs.instrument.com.cn/images/affix.gif[/img][url=http://bbs.instrument.com.cn/download.asp?ID=199963]DIN EN 754-6-2008 铝和铝合金.冷拉杆材棒材和管材.第6部分六角形棒材的尺寸和形状公差.pdf[/url]
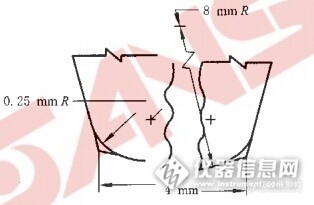
两标准对照V型夏比冲击试验方法夏比V型缺口冲击试验是用于评定金属材料在冲击载荷下韧性的一种试验方法,此方法试样加工简便,试验时间短,数据可靠,作为传统的韧性测试,被广泛的运用。我们国内的测试方法按照2个标准来做,一是国内的GB/T229-2007《金属材料夏比缺口冲击试验方法》,二是执行美标ASTM中的A370《钢产品力学性能试验方法和定义》、E23《金属材料缺口试样冲击试验方法》。国标和美标都对试验的适用范围,引用标准、原理、试样、试验程序、试验结果处理和试验报告都有详细的说明。对于国标和美标冲击试验方法的差异,文献资料有过介绍,鉴于一些版友需要按照两种不同的方法试验,这里简单在说一下:一、试样:标准试样的尺寸为10x10x55国标的小尺寸标准试样尺寸为:10x7.5x55、10x5x55、10x2.5x55.美标的小尺寸标准试样尺寸为:10x7.5x55、10x6.7x55、10x5x55、10x3.3x55和10x2.5x55。图1为国标冲击试样几何形状图,图2为美标冲击试样几何形状图http://ng1.17img.cn/bbsfiles/images/2014/07/201407301610_508394_1622447_3.jpg图1http://ng1.17img.cn/bbsfiles/images/2014/07/201407301611_508396_1622447_3.jpg图2试样尺寸和公差的区别见表一:http://ng1.17img.cn/bbsfiles/images/2014/07/201407301653_508399_1622447_3.jpg表一二、冲击试验机国标用刀刃端圆角半径为2~2.5mm的摆锤,美标用刀刃端圆角半径为8mm的摆锤.试验机的支座间距国标为40+/-0.2mm,美标为40+/-0.05mm。冲击速度/ms-1 国标为5.0~5.5,美标为4.9~5.8使用的试验机必须定期进行校验或校准http://ng1.17img.cn/bbsfiles/images/2014/07/201407301754_508408_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/07/201407301754_508409_1622447_3.jpg图3 美标试验机的试样支座及摆锤刀刃尺寸三、试验室温范围,美标要求15~32度,国标为10~35度当材料标准或采购方要求特定的试验温度时,控制加热或冷却介质的温度美标在+/-1度、国标在+ /-2度范围内使用液体介质时保温时间都要求大于5min,气体介质保温时间大于30min。美标没有要求温度补偿,而国标可以采用过冷法进行温度补偿。试样数量规定为3个。国标和美标对合格的要求都是3个试样冲击功平均值≥规定值。允许一个试样单个值低于规定值,国标要求其值不得低于规定值的70%,美标规定实验值不小于规定值的2/3.冲击值美标修约到1J,国标则规定至少保留2位有效数字(至少估读到0.5J)。对于未折断试样:国标规定:对于试验机打击能量不足使试样试验后未完全折断,试验报告应注明“未折断”。美标规定:如果试样冲击后未分为两半,应记录“未折断”,未折断试样的冲击吸收功如低于试验机打击能量的80%,则其数据可与其它被打断试样的数据一起进行平均值的计算。若试验不合格,可允许复试,美标要求为补做三个试样,且每个单个实验值≥规定值。国标要求两批6个试样冲击功平均值≥规定值,低于规定值的试样不能超过2个。以上就是国标GB/T229-2007《金属材料夏比缺口冲击试验方法》和美标ASTM中的A370《钢产品力学性能试验方法和定义》、E23《金属材料缺口试样冲击试验方法》试验的主要区别,还有一些相关的内容大家可以参考这3个标准,另外还可以看看文献《ASTM金属材料夏比V型缺口冲击试验方法介绍》,希望大家共同讨论,欢迎批评指正。参考文献:ASTM A370ASTM E23GB/T229-2007王滨 《ASTM金属材料夏比V型缺口冲击试验方法介绍》
最近想把电极重新磨制过,看说明书是90°,但只说了应为精确的90°,那这精确的90度应该是绝对的90呢,还是±几分的公差?
二、国家标准 GB/T786.1-1993(2001*)液压气动图形符号 eqvISO1219-1:1991 GB/T2346-2003流体传动系统及元件公称压力系列 ISO2944:2000,MOD GB/T2347-1980(1997)液压泵及马达公称排量系列 eqvISO3662:1976 GB/T2348-1993(2001*)液压气动系统及元件缸内径及活塞杆外径 neqISO3320:1987 GB/T2349-1980(1997)液压气动系统及元件缸活塞行程系列 eqvISO4393:1978 GB/T2350-1980(1997)液压气动系统及元件活塞杆螺纹型式和尺寸系列 eqvISO4395:1978 GB/T2351-1993液压气动系统用硬管外径和软管内径 neqISO4397:1978 GB/T2352—2003液压传动隔离式蓄能器压力和容积范围及特征量 ISO5596:1999,IDT GB/T2353.1-1994液压泵和马达安装法兰和轴伸的尺寸系列及标记 neqISO3019-2:1986第一部分:二孔和四孔法兰和轴伸 GB/T2353.2-1993(2001*)液压泵和马达安装法兰与轴伸的尺寸系列和标记(二) neqISO3019-3:1988多边形法兰(包括圆形法兰) GB/T2514-1993四油口板式液压方向控制阀安装面 eqvISO4401:1980 GB/T2877-1981二通插装式液压阀安装连接尺寸 GB/T2878-1993液压元件螺纹连接油口型式和尺寸 neqISO6149:1980 GB/T2879-1986液压缸活塞和活塞杆动密封沟槽型式、尺寸和公差 neqISO5597:1987 GB/T2880-1981液压缸活塞和活塞杆窄断面动密封沟槽尺寸系列和公差 GB/T3452.1-1992液压气动用O形橡胶密封圈尺寸系列及公差 neqISO3601-1:1988 GB/T3452.2-1987O形橡胶密封圈外观质量检验标准 GB/T3452.3-1988液压气动用O形橡胶密封圈沟槽尺寸和设计计算准则 neqISO/DIS3601-2 GB/T3766-2001液压系统通用技术条件 eqvISO4413:1998 GB/T6577-1986液压缸活塞用带支承环密封沟槽型式、尺寸和公差 neqISO6547:1981 GB/T6578-1986液压缸活塞杆用防尘圈沟槽型式、尺寸和公差 neqISO6195:1986 GB/T7932-2003气动系统通用技术条件 ISO4414:1998,IDT GB/T7934-1987二通插装式液压阀技术条件 GB/T7935-1987液压元件通用技术条件 neqNFPAT310.3 GB/T7936-1987液压泵、马达空载排量测定方法 neqISO/DP8426(1988版) GB/T7937-2002液压气动用管接头及其相关元件公称压力系列 neqISO4399:1995 GB/T7938-1987液压缸及气缸公称压力系列 neqISO3322:1975 GB/T7939-1987液压软管总成试验方法 neqISO6605:1986 GB/T7940.1-2001气动五气口气动方向控制阀第一部分:不带电气接头的安装面 idtISO5599-1:1989 GB/T7940.2-2001气动五气口气动方向控阀第二部分:带电气接头的安装面 idtISO5599-2:1990 GB/T7940.3-2001气动五气口气动方向控制阀第三部分功能识别编码体系 idtISO5599-3:1990 GB/T8098-2003液压传动带补偿的流量控制阀安装面 ISO6263:1997,MOD GB/T8099-1987液压叠加阀安装面 neqISO4401-1980 GB/T8100-1987板式联接液压压力控制阀(不包括溢流阀)、顺序阀、 neqISO/DIS5781(1987)卸荷阀、节流阀和单向阀安装面 GB/T8101-2002液压溢流阀安装面 ISO6264:1998,MOD GB/T8102-1987缸内径8~25mm的单杆气缸安装尺寸 neqISO6432:1985 GB/T8104-1987流量控制阀试验方法 neqISO/DIS6403(1988) GB/T8105-1987压力控制阀试验方法 neqISO/DIS6403(1988) GB/T8106-1987方向控制阀试验方法
[b]GB/T5096的1985年和2017年的标准区别之处[/b]本标准代替GB/T5096-1985(石油产品铜片腐蚀试验法》,本标准与GB/T5096-1985相比,主要技术变化如下:--增加第2章规范性引用文件:-在仪器中,对压力容器的耐压限值进行了修改,并增加了压力容器尺寸的公差规定 增加了试管硼硅玻璃材质要求,并明确了放人铜片后试管中试样液面的高度 对试验浴作了更加明确和具体的规定 对温度测量装置,规定可采用控温精度为士1℃或更高精度的任何温度测量装置:增加符合GB/T514-2005中GB-48号的全浸温度计的使用,并将此水银温度计其水银相露出浴介质表面的高度由不大于25mm修改为不大于10mm 增加镊子和计时器的技术要求(见第4章,1985年版第2章)-在试剂和材料中,将洗涤溶剂中“无硫烃类溶剂”明确为“硫含量小于5mg/kg的烃类溶剂”取消符合SHO004《橡腔工业用溶剂油》要求的可选用洗涤溶剂 增加00号或更细的钢丝绒(棉),用于铜试片的表面初始打磨处理 对磨光材料碳化硅或氧化铝的粒度标号进行了修改,65μm的砂纸或砂布,原粒度标号为“240粒度”,现修改为“P220”,105 um的砂粒,原粒度标号为“150目”,现修改为“P150”(见5152和551985年版221和22.3) 在对铜片的技术要求中,将所引用的铜材质标准“GB466”相应修改为“GB/T5231-2012”铜片尺寸增加了公差规定 铜片处理中增加铜片可重复使用,且当其表面出现点蚀或深的划痕而无法按规定程序打磨去除,或铜片表面发生变形,或当铜片尺寸已不在规定限值之内时,应废弃此铜片的内容(见531985年版22.2) -在取样中,增加按照相关标准方法进行取样的内容 并增加样品容器中推荐装人的样品量 将试验过程中避免铜片与水接触的内容由注修改为正文(见第7章1985年版第5章) SY7326润滑脂铜片腐蚀-.jpg点击查看大图在试片制备中,增加可采用预打磨好的商品钢片进行试验的注 并补充了按照规定顺序采用不同粒度的磨光材料进行试片打磨的重要性和目的性的说明内容(见第8章,1985年版第4章) 在试验步骤中,增加同时进行不止一个试样试验时的操作步骤 在压力容器步骤中,增加对车用汽油样品,可选择压力容器步骤进行试验的内容 对燃料油和柴油类样品,增加可采用100℃3h的替代试验条件 增加对37.8℃时蒸气压大于80kPa的车用汽油样品,若试验过程中试样蒸发损失较明显,建议采用乐力容器步骤进行试验的内容:对润滑油样品的试验条件,建议升高的试验温度由原来从120℃开始,30℃为增量提高试验温度,修改为从150℃开始,以5℃为增量进行试验(见第9章,1985年版第6章) 在结果判定中,将区别2级和3级中的多彩色,明确为区别2c级别和3b级别的试验结果,且对试片进行加热处理的温度由“315℃~370℃”修改表述为“340℃士40℃”(见1041985年版7.4) --增加第11章精密度,补充了采用试管步骤测试汽油样品的精密度规定 并对预打磨商品铜片和手工打磨铜片的试验结果进行了比较 -对报告的内容和格式做了更详细的补充规定(见第12意,1985年版第9章) ----增加附录A(安全事项》,给出方法中所涉及的试剂、材料和样品的相关安全警示内容。本标准由全国石油产品和润滑剂标准化技术委员会(SAC/TC280)提出并归口。
本人急需欧盟标准的引用标准EN 10027.2-1992钢的命名系统第2部分:号码系统EN 10052:1994钢铁产品热处理术语EN 10079-2007钢制品定义的确定EN 10130用于冷变形的低碳钢冷轧板.交货技术条件EN 10131冷成形用冷轧无涂层低碳钢和高屈服极限的普通钢的扁平制品.尺寸和形状公差EN 10139-1998冷成型加工用无涂层低碳钢制冷轧窄钢带.技术交货条件EN 10140冷轧窄钢带.尺寸和形状公差EN 10160厚度大于或等于6毫米的钢板制品的超声波检验(平面反射法)EN 10163-1热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第1部分:一般要求EN 10163-2热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第2部分:薄板和宽扁钢EN 10163-3热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第3部分:异型钢EN 10164经调质垂直于制品表在变形性能的钢制品.交货技术条件EN 10168钢产品——检验标准——信息清单及说明EN 10204冶金产品.检验文件类型EN 10221热轧钢棒和线材的表面质量等级.交货技术条件EN 10247-1998使用标准图的钢中非金属含量的金相检验CR10260 :1998 钢的命名体系 附加符号CR10261 :1995 - 01 欧洲化学分析方法 ECISS Information Circular 11 - Iron and steel - Review of available methods of chemical analysisprEN10325:2006钢.热处理效应屈服强度增加的测定(烘烤-沉淀-索引)EN ISO377-1997 钢铁产品试样取样位置和试样制备EN ISO643-2003钢 表观晶粒度的显微金相测定法EN ISO3887-2003钢 脱碳层深度的测定谢谢!!!
极差、公差、超差各指的是什么?有何区别?[em0912]
[font=微软雅黑][size=16px]近日,有网友在市场监管总局网站公众留言系统咨询“[url=http://www.anytesting.com/news/q-%E5%BC%BA%E5%88%B6%E6%80%A7%E6%A0%87%E5%87%86.html]强制性标准[/url]引用推荐性标准,推荐性标准如何执行”相关问题,市场监管总局标准创新管理司给予了答复。[/size][/font][font=微软雅黑][size=16px]强制性标准引用推荐性标准,推荐性标准如何执行[/size][/font][font=微软雅黑][size=16px]问:[/size][/font][font=微软雅黑][size=16px]很多强制性标准都会有一个引用标准名录,如GB 50205-2020钢结构工程施工质量验收标准第151页,引用标准名录中的推荐性规范,如《电弧螺柱焊用圆柱头焊钉》GB/T 10433。[/size][/font][font=微软雅黑][size=16px]请问,这个被引用的推荐性标准,是全文应当执行,还是,只有被引用的内容应当执行?[/size][/font][font=微软雅黑][size=16px](注:2021-10-27留言企标产品对比试验,2021-10-29标准创新管理司回复:推荐性标准的效力,强制性标准引用了该标准,则该推荐性标准应当执行)[/size][/font][font=微软雅黑][size=16px]答:[/size][/font][font=微软雅黑][size=16px]推荐性标准被强制性标准或者相关法律、法规、规章引用并赋予强制执行效力的,被引用内容必须执行。[/size][/font][font=微软雅黑][size=16px]回复部门:标准创新管理司[/size][/font]
1.国际标准: ISO 1459-73金属覆盖层热镀锌防腐蚀层指导原则 ISO 4999-78工业用连续热镀铅锡(铅合金)冷轧碳钢薄板及其深冲性 ISO 5000-80工业用连续热镀铝硅层的冷轧碳钢薄板及其深冲性 标准号:ISO 16163-2000... 中文标题:连续热浸镀钢薄板产品.尺寸和形状公差... 标准号:ISO 3575-1996... 中文标题:工业联锁成型和拉伸性的连续热浸镀锌碳素薄钢板... 标准号:ISO 1460-1992... 中文标题:金属镀层.铁类材料的热浸镀锌涂层.用重量测定法测定单位面积重量... 标准号:ISO 1461-1999... 中文标题:加工的钢铁制品的热镀锌层.规范和试验方法... 标准号:ISO 4998-1996... 中文标题:连续热镀锌碳钢结构件薄钢板... 标准号:ISO 14788-1998... 中文标题:连续热浸5%锌铝合金涂覆钢薄板和卷材... 2.日本: JIS G 3314-77(90)热浸镀铝钢板和钢带 JIS H 8641-82(88)热浸镀锌 JIS H 8642-72(88) 热浸镀铝 JIS H 8672-72(88) 热浸镀铝的试验方法 JIS H 9124-87热浸镀锌操作规程 JIS H 9126-68 (88) 热浸镀铝操作规程 . 标准号:JIS H8641-1999... 中文标题:热浸镀锌... 标准号:JIS H9124-1999... 中文标题:热浸镀锌的推荐规程... 标准号:JIS H0401-1999... 中文标题:热浸镀锌涂覆的试验方法... 标准号:JIS G3318-1994... 中文标题:涂漆热浸镀锌5%铝合金镀层钢板和钢带... 标准号:JIS G3317-1994... 中文标题:热浸镀锌5%铝合金镀层钢板和钢带... 标准号:JIS G3548-1994... 中文标题:镀锌钢丝绳... 标准号:JIS G3302-1998... 中文标题:镀锌薄钢板... 3.德国: DIN 1616-84镀锡钢板和极薄钢板;种类、尺寸和允许偏差 DIN 2444-84钢管镀锌层安装用管热镀锌质量标准 DIN 17162T2-80钢质扁制品热镀锌带材与板材交货技术条件普通结构钢 DIN 20578-63运输矿车的锌镀层车厢的热镀锌 DIN 50976-80防腐;零件的热镀锌涂层要求和检验 DIN 50979-89防腐零件的热镀锌要求和检验 DIN 59232-78扁钢制品软性非合金钢制和一般结构钢制热镀锌的宽带材料与板材,尺寸、允许尺寸和形状偏差 标准号:DIN EN 10147-2000... 中文标题:连续热浸镀锌结构钢带材和薄板.交货技术条件... 标准号:DIN EN 10142-2000... 中文标题:冷加工用连续热浸镀锌低碳钢带材和薄板.交货技术条件... 标准号:DIN EN 50189-2000... 中文标题:架空导线.镀锌钢丝... 标准号:DIN EN 10143-1993... 中文标题:连续热镀钢板和钢带.极根尺寸和形状公差... 标准号:DIN EN 10284-2000... 中文标题:聚乙烯(PE)管系统用带压缩端的可锻铸铁配件... 标准号:DIN EN 10215-1995... 中文标题:连续热浸镀调质带铝锌覆层的钢带和薄板.交货技术条件... 标准号:DIN EN 746-4-2000... 中文标题:工业热加工设备.第4部分:热浸电镀热加工设备的特殊安全要求... 标准号:DIN EN 10292-2000... 中文标题:冷加工用高屈服强度的连续热浸镀层钢带材和薄板.交货技术条件... 标准号:DIN 50978-1985... 中文标题:金属镀层的检验.热镀锌产生的涂层附着性能...
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=67175]GBT 11351-89 铸件重量公差[/url]

[img=,690,716]https://ng1.17img.cn/bbsfiles/images/2023/07/202307171005369897_1695_1954597_3.png!w690x716.jpg[/img][size=16px] 您好!标准公开不意味着没有版权,标准的版权仍受法律保护,因此,以非盈利使用也应当在使用前获得授权。如果内部使用的一些非盈利的宣传手册和宣传页的内容想引用国家标准中的公差定义和图例版权问题,应就具体引用内容和使用情况进行沟通,如需获得授权则应提交申请。本事项相关问题已电话沟通解决。感谢您对标准化工作的关注和支持![/size][size=16px][color=#007aaa]回复部门:标准创新管理司[/color][/size][size=16px][color=#007aaa]时间:2023-07-13转载于:质量与认证微信平台[/color][/size]
GB/T 1801-2009 产品几何技术规范(GPS) 极限与配合 公差带和配合的选择GB/T 1801-2009 产品几何技术规范(GPS) 极限与配合 公差带和配合的选择
实验室的同一批号的标准物质还要用不同的唯一性编号区分开来吗,如果要的话,是哪个文件规定的,有出处吗?







 我要推广仪器
我要推广仪器
 下载APP
下载APP