推荐厂家
暂无
暂无
 400-666-7037
400-666-7037
 留言咨询
留言咨询
 400-860-5168转4306
留言咨询
400-860-5168转4306
留言咨询
 400-801-5101
留言咨询
400-801-5101
留言咨询


[b][font=宋体][color=black]【序号】:1[/color][/font][font='微软雅黑',sans-serif][color=black][/color][/font]【作者】:[size=16px][b]王悦[/b][/size][/b][font=&]【题名】:[b][b][b]光学元件亚表面缺陷检测自动调平与对焦研究[/b][/b][/b][/font][font=&]【期刊】:cnki[/font][b][color=#545454]【链接]: [url=https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=CMFD&dbname=CMFD202101&filename=1021001205.nh&uniplatform=NZKPT&v=xYGHSdLttNdKdrQ4eSEtVhLFx0cYpkq8yjYDo-JSapNdufFHtF5fAnmFys_fHVpk]光学元件亚表面缺陷检测自动调平与对焦研究 - 中国知网 (cnki.net)[/url][/color][/b]
[b][font=宋体][color=black]【序号】:1[/color][/font][font='微软雅黑',sans-serif][color=black][/color][/font]【作者】:[size=16px][b][b]黄梦辉[/b][/b][/size][/b]【题名】:[b][b][b][b][b][b]大口径光学元件表面划痕缺陷检测技术研究[/b][/b][/b][/b][/b][/b][font=&]【期刊】:cnki[/font][b][color=#545454]【链接]: [url=https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=CMFD&dbname=CMFD202101&filename=1021001205.nh&uniplatform=NZKPT&v=xYGHSdLttNdKdrQ4eSEtVhLFx0cYpkq8yjYDo-JSapNdufFHtF5fAnmFys_fHVpk]大口径光学元件表面划痕缺陷检测技术研究 - 中国知网 (cnki.net)[/url][/color][/b]
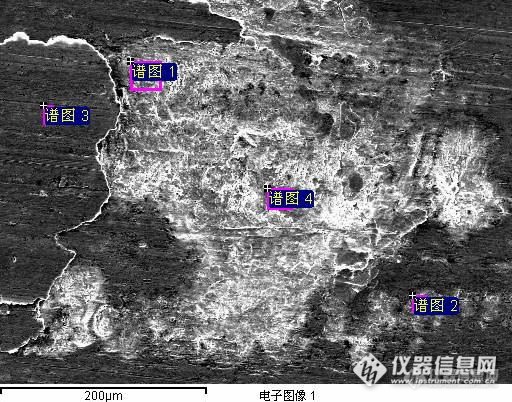
冷轧板表面缺陷分析06Cr13热轧钢带,冷轧、退火后板面存在凹坑和线状缺陷。对送检的缺陷试样进行系统分析,确定缺陷形成原因。1、试验方法对送检的冷轧板表面缺陷部位进行宏观形貌分析;选取典型部位截取试样进行金相分析和利用扫描电镜能谱分析。2、试验结果2.1宏观分析结果对送检的试样进行宏观分析,发现钢板表面存在沿轧制方向分布的凹坑缺陷和线状缺陷,见图1。凹坑状缺陷面积较大,沿轧制方向断续分布,在凹坑缺陷附近有的钢板表面已破裂。线状缺陷宽度在1mm左右,表面凹凸不平,有手感。http://ng1.17img.cn/bbsfiles/images/2014/12/201412311424_530583_1722674_3.jpg图1 板面缺陷宏观形貌2.2金相分析结果磨制纵向试样进行夹杂物评级,经分析发现试样中主要为氧化铝类夹杂物,级别为B1.5级。经苦味酸盐酸酒精溶液侵蚀后,组织为铁素体和碳化物,晶粒度8.5级。2.3扫描电镜分析结果2.3.1凹坑缺陷电镜分析结果扫描电镜下观察凹坑缺陷部位主要有凹坑和块状物质,且块状物质与钢板基体边界清晰,凹坑底部较光滑有明显的碾压压变痕迹,见图2。http://ng1.17img.cn/bbsfiles/images/2014/12/201412311435_530591_1722674_3.jpg 图2 凹坑缺陷部位电镜下形貌对凹坑缺陷附近的块状物质进行能谱微区成分分析,结果见表1。由表1可知块状物质的成分与基体成分没有明显的差别。http://ng1.17img.cn/bbsfiles/images/2014/12/201412311435_530592_1722674_3.jpg 图3 能谱分析图表1能谱分析结果 谱图OSiClCaCrMnFe总的谱图 15.780.550.2511.640.6381.15100.00谱图 210.030.630.250.5912.2076.29100.00谱图 33.060.7112.5983.64100.002.3.2线状缺陷电镜分析结果在电镜下可清晰看到线状缺陷部位钢板的表层一侧与基体相连,一侧已经于基体分离,且局部表皮破损,见图4。http://ng1.17img.cn/bbsfiles/images/2014/12/201412311437_530593_1722674_3.jpg图4线状缺陷电镜下形貌对线状缺陷表皮破损部位进行能谱分析,结果见表2[size=14.0p









 我要推广仪器
我要推广仪器
 下载APP
下载APP


