推荐厂家
暂无
暂无

 400-666-7037
400-666-7037
 留言咨询
留言咨询
 400-666-7037
留言咨询
400-666-7037
留言咨询
 留言咨询
留言咨询




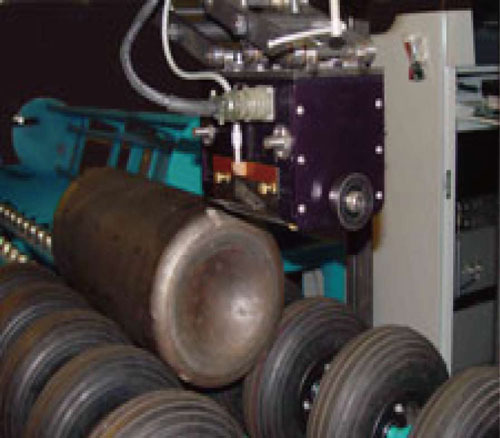
X—射线无损探伤检测室的筹建过程 ‘X—射线无损探伤’乍一听起来好像很专业、很神秘,其实几乎每一个人很早就都接触过X射线,就是医院的透视检查,从小学起每年的体检基本都要做这项检查,一直以来都是把它看做一个医学检查手段,从来也没想过把它用于产品监控、检测的手段,至少我在详细了解之它前是这么认为的(其实机场的安检仪就是X-射线探伤设备的一种,只是以前不知道罢了)。 我开始对X射线探伤感兴趣并对其进行研究是源于两年前(2010年),当时我们企业开发的新产品上应用了铸铝零件和一些铝合金焊接零件,由于产品特殊的安全性要求,需要对每个零件进行无损检测,作为公司的品质控制部门,必须要对这些新工艺、新材质零件的质量水平和稳定性,进行评估和控制,当时由于初涉此行业,信息和知识面都比较匮乏,也曾多次咨询一些第三方检测单位和科研院校,大部分的意见是采用磁粉探伤和超声波探伤,由于铝反射率的关系大都不推荐X射线探伤。但对磁粉探伤和超声波探伤深入了解后,发现都不适合我们的现场检验需求,(例如磁粉探伤检验速度慢,不适合全检的要求;超声波探伤适于较长的直焊口,对于带拐角的或不规则的焊口适应性差,并且测出的超声图谱需要专业人员 辨识,对操作人员素质及经验要求较高。)。当时有人提出一些自行车车架的焊接应该和我们的产品非常相近,其控制手段也必然能被我们借鉴,为此我又多次参观自行车车架生产厂,结果通过考察发现,绝大部分的车架生产厂的检测手段都是疲劳试验,这种检测手段只适合单个样品的抽检,并且不是无损检测。正在山穷水复之时,一个偶然的参观机会,我在一个生产汽车铸铝零件的工厂,看到了X-射线探伤设备,这台设备能够较为直观,并方便的检测零件的内部缺陷,这不正是我们需要的检测手段吗?至此对铸铝件及铝合金焊接的检测手段的研究终于回到了正轨。回顾这一段检测方法的探寻的历程,不能说前面给予我们指导和帮助的个人和机构的能力不佳,只是因为术业有专攻,前面的尝试和排查反而使我们更深入的了解了铸铝件和铝焊接件的质量特性,更清晰的让我知道了对于我们产品需要如何的检测手段。 既然确定了检测手段,又看到了其他企业在这方面运用,接下来就着手开始探伤检测设备的引进。原本想只要找探伤设备生产厂家,说明应用在什么方面,剩下的就等着采购部门去采购,我们等着设备验收就完事大吉了。谁承想这一深入沟通才知道,事情多着呢?下面就是我们设立探伤检测手段所要必须面对的问题:1. 探伤设备生产厂的选择,好几家呢,选哪个好呢?2. 设备选型,一大堆型号选择那个比较适合自己呢?3. 实验场地,这东西不同于其它设备,不仅要考虑设备使用环境,还得考虑X射线对周围环境的影 响。放哪儿好呢?4. 由于产品尺寸大小不一(大的1.5*2m框架;小的5*15cm的铸件),探伤设备提供的铅房只能满足 小件,如果要满足大工件检验,铅房面积至少得15m2,这么大的铅房,其价格又让我们望而却步。5. 跟设备厂商沟通后,得到结果是铅房可以自己建造,那建造铅房有什么要求呢?用什么标准呢?6. 房子要盖啥样的呢,对于施工又有什么样的要求呢?。。。。。。。。。。。 诸如此类的问题立即从脑海里跳了出来,懵了,该从哪儿下手啊??!!!淡定,不能乱!!还是得理智、周密的策划一下,万事开头难,只要迈出了第一步,接下来的事情也就会循序渐进、顺利成章的往下发展了,先走着。。。。第1步 还是得从筛选仪器厂商开始,现在搜集这些资料方便多了,百度一下哗啦出来一大堆,经过初步筛选我们选定两家进行联系咨询,一个是丹东的A厂家,一个是上海的C厂家,(为了避免广告嫌疑,用代号吧)经过联系对比,在考虑了两个厂家的产品种类、技术特长、价格范围、市场占有率、维修售后服务、易损件消耗、设备交期等信息后,我们最终决定选用综合优势略大的上海C厂家。第2步 厂家选定后,接下来我们与其进行实质性接触,请对方业务、技术等人员到我司进行实地考察,对如下问题进行充分沟通,2.1 被检测样品的外形、尺寸、材质及技术参数2.2 我们希望实现的检测项目及需要达到的检测精度2.3 检测设备需要实现的机械动作。(主要考虑检测人员劳动强度和检测工作效率)2.4 检测设备选型以及其对环境设施的要求。根据我们被测工件的厚度和材质类型我们本次选用的是 管电压最大160KV,穿透铝合金能力为100mm累积厚度。2.5 附属设备的配置要求(如计算机、打印机配置,显示器、监视器等)2.6 因被测样品尺寸的问题,需要我方自建铅房,那么对铅房选址(要考虑X射线对周围环境的影 响)、建筑设计要求(整体实验室动力、通风、温湿度控制、照明、等)进行详细沟通。2.7设备交期、整体报价、安装、调试等细节问题第[fon
X射线探伤是焊接质量控制的重要手段。随着计算机的飞速发展,X射线数字成像检测技术以应运而生并得到了广泛应用。它具有快速、直观和成本低廉等优点,可在一定范围内替代常规的射线胶片照相探伤方法。数字射线检测技术的原理是:X射线穿透被检材料后,通过射线接收转换装置,将不可见的X射线检测信息转换为数字信号,然后形成数字图像,再经计算机处理后,在显示器上显示出材料内部的缺陷大小和位置等信息。X射线数字成像技术在检测效率、经济效益、远程传送和方便使用等方面都比射线胶片照相法更胜一筹。数字射线检测的应用:我们公司引进的数字射线扫描探测系统包括射线源CP160B、成像板Xmaru1210P、图像采集卡及采集软件。其中成像能够降低所需辐射能量及曝光时间,面板无需橡胶片一样进行处理,几秒钟一幅图像由计算机进行数据采集、图像存储、实时成像,在两次照射期间,不必更换胶片、检测成本低,检测速度快。
我刚接触超声探伤,单位要买一台超声探伤仪(性能稳定,便携,用于车间现场检测,价格适中),目前主要做阀门的料罐(带一定的曲率)焊缝检测,耦合剂用什么,谢谢!!!











 我要推广仪器
我要推广仪器
 下载APP
下载APP


