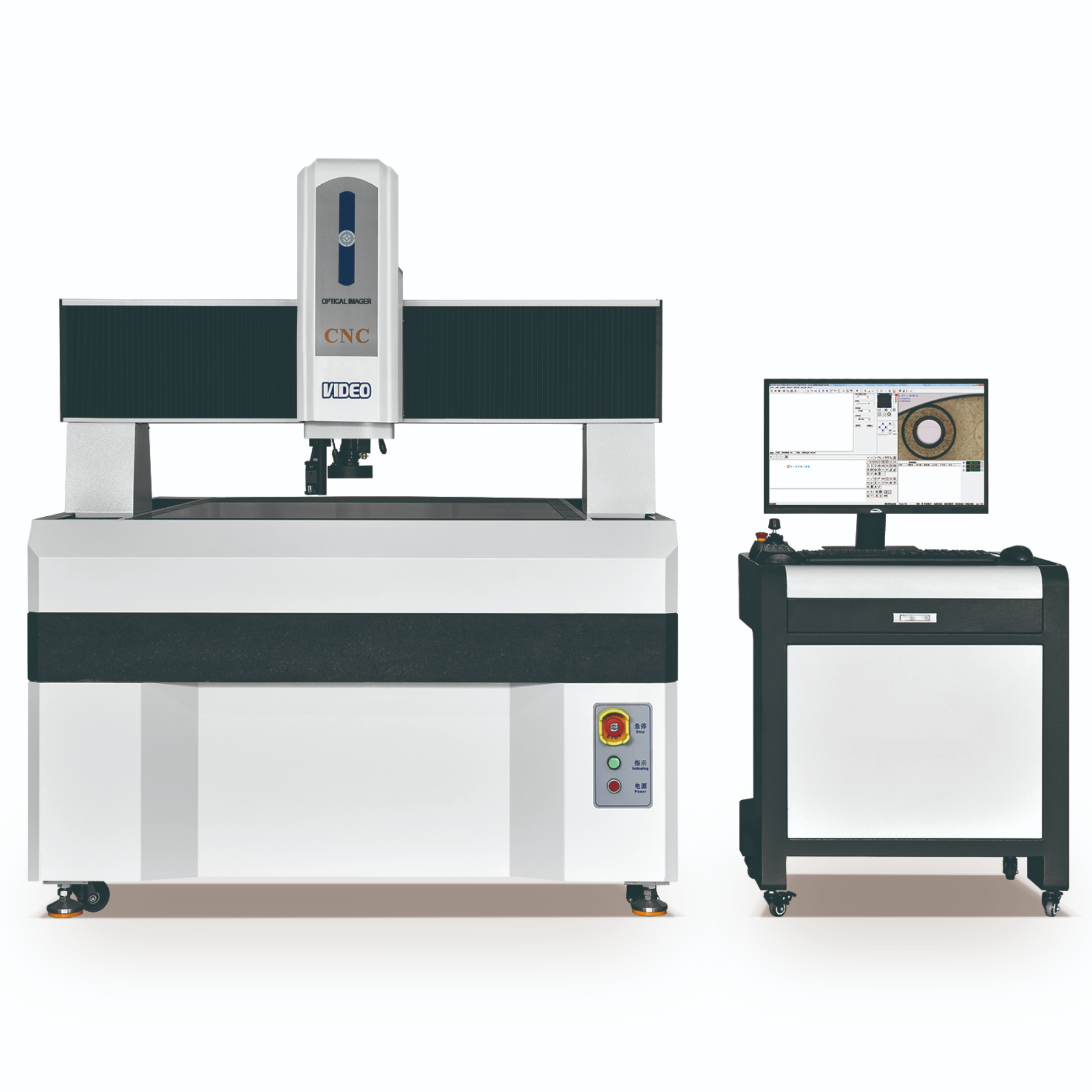
全自动影像仪(LK-G30激光测头) (图片仅供参考,具体按技术协议)仪器特点:三轴均采用台湾HIWIN高精度直线导轨、研磨级滚珠丝杆传动,噪音低振动小,动态几何误差变形最小。采用优质花岗岩大理石底座、立柱,具有良好的温度稳定性、抗实效变形能力 。采用花岗岩大理石+航空铝工作台,小惯性、保证高速运行的定位精度及稳态性能。有限元结构分析及优化结构设计为该系列保证了系统整体的高精度及高稳定性。采用多功能集成式控制器和进口高性能伺服电机驱动,实现双闭环控制 。具备测量导航功能,方便快速找寻测量位置点。仪器外形图:多功能控制器:规格参数:CNC-3020J 长度单位:mm型号CNC-3020JCNC-4030JCNC-5040JCNC-6050JX\Y\Z测量行程300*200*200400*300*200500*400*200600*500*200工作距离90mm90mm90mm90mm外形尺寸Lx*Ly*Lz960*715*17101160*815*1710915*1360*17101015*1460*1710最大载荷30Kg30kg30Kg30Kg仪器重量260Kg360Kg450Kg550Kg光学测量精度≤(2.5+L/200)μm光学重复精度3μm激光传感器分辨率0.5μm运行速度X/Y轴:≥400mm/S, Z轴:≥200mm/S计算机(选配)工控主板,处理器I3 4160,内存4G,固态硬盘500G,24寸液晶显示器传动丝杆台湾TBI精密级滚珠丝杆传动导轨台湾HIWIN高精密静音级直线导轨伺服电机以色列Servotronix高性能伺服电机测量软件 CNC-3D复合式影像测量软件运动控制器CNC-420多功能运动控制器光栅尺普迈 0.5μm 分辨率光栅尺CCD相机SONY-CCD/700TVL高清彩色相机, 影像放大倍数20 X -180X光学镜头高清连续变倍光学镜头/放大倍率0.7-4.5X激光测头基恩士LK-G30激光传感器光源系统程控五环八区256级环形LED表面光源+平行轮廓LED冷光源供应电源AC220V、50/60HZ 、10-15A工作环境温度20℃±2℃、温度变化<2℃,湿度:45%-75%仪器硬件配置:序号名称品牌产地 型号规格数量1主机结构山东济南青石00级花岗岩大理石底座+立柱+移动台12工作台美国凯撒7050航空铝硬氧处理13伺服电机以色列ServotronixServotronix高性能伺服电机34CCD相机日本SONY高清彩色700TVL CCD相机15光学镜头台湾MTG0.7-4.5倍连续变倍镜头16导航镜头自研V200大视野导航镜头17激光测头日本基恩士LK-G30激光传感器18光栅尺广东PUMAI分辨率0.5um39传动丝杆台湾TBI精密级滚珠丝杆310直线导轨台湾HIWINP级高精密静音级直线导轨311测量软件自研CNC-3D复合式多功能测量软件112运动控制器自研 CNC-420双闭环运动控制器113操作手柄自研V-310三轴操纵手柄114工作台玻璃广东KSMKSM/光学玻璃115光学校正片广东KSMKSM/光学116光源系统自研上光:256级程控五环八区LED冷光源,底光:平行轮廓LED底光源117开关电源台湾明纬台湾明纬/LRS-200-24118电脑智诚工控工控主板,处理器I3 4160,内存4G,固态硬盘500G,24寸液晶显示器119使用说明书定制专用120电脑放置桌定制专用1测量软件:CNC-3D测量软件是一款多功能的复合式软件,研发团队多年专业量测软体的成功开发经验,将激光、测头和影像完美结合的一款全新的复合式量测软件。操作简单、功能强大,集合了CAD导入比对、全图形化显示、快速点击操作、即时数据比对、报告格式多样化、演算法先进等多项特点,在演算法的先进和准确度上,也一样给予保证。广泛地应用于机械加工、电子、汽车、五金、模具、精密制造、塑膠橡膠品、光电、手机、PCB板、电子元件、半导体、触控式屏幕、液晶面板、医疗器材、刀具、轴承、端子等行业。软件功能介绍:功能:包括三次元、二次元、工具显微镜、投影仪的功能。功能强大的2D/3D测量系统 ①光学座标系统为基点测量产品的任意二维尺寸。 ②探针座标系统为基点测量产品的三维空间及二维平面尺寸。 ③采用相同的座标系统,使用测头的三维测量可与影像二维混合使用或使用影像的二维平面与三维立体测量完美结合。基本功能介绍:完整的几何尺寸(点、线、面、圆、球、圆柱、弧、圆锥)、形位公差(直线度、平面度、真圆度、真球度、圆柱度、位置度、平行度、垂直度)测量功能。组合元素量测,如角度,,圆心距,圆切线,两线距,两线中线,中心点,垂直距离,角平分线,两线交点等形位误差量测,如同心度,真圆度,直线度,平行度等强大之数学运算分析影像直接经由计算机屏幕显示观察直接量测存盘利用影像工具可快速进行2D轮廓边界点扫描量测工件图形化显示,图形可存盘、打印,并可以转TXT、WORD、EXCEL及AUTOCAD档案式提供公差分析,可进行有效之品管检验工件的对象化可直接对对象进行几何基本运算兼容于WIN7, WIN10操作系统高级功能介绍:自动对焦影像自动捕捉,操作简便,量测精度高IUI功能,以尽可能少的时间完成操作AUTOCAD读档,图形比对全自动同心变倍,同一工件可在不同倍率下量测(选配)工作不必摆正,有座标转换功能,量测效率高编程序自学习、阵列复制等功能实现大批量自动检测,提高工作效率。SPC功能静态量测功能。工件测量图片取像功能。提供强大的线性与非线性补偿功能,保证机台精度更高。工作不必摆正,有座标转换功能,测量测效率高 激光功能软件主介面:详解:强大的激光测量功能,解决影像及探针无法测量问题。对于高速测量平面度,及细微的凸点,凹点,V型角及高精度曲面扫描等影像及探针无法测量的问题,激光有非常好的测量优势。CNC影像测量软件中可整合激光测量,目前通过激光可以测量点、扫描直线、扫描圆、激光测量高度、激光测量平面度及曲面的表面扫描。并可以将激光扫描得到的数据保存为DXF及IGS格式。 操作:要进行激光测量首先要对激光进行设置。具体设置如下: 在测量菜单中,选择激光测量。如下图所示,然后点设置菜单。 会弹出设置的对话框:在这个对话框中,可以设置激光接在哪个串行口上以及激光的类型。目前能接基恩士LK-G30/LK-G5000,欧姆龙ZW-7000。指令速度: 即电脑向激光控制器发送取点指令的时间,单位为ms,这个指令主要在进行扫描直线或圆或面是会用到。移动速度:即为用激光进行扫描直线或圆或面时,其扫描时所移动的速度。扫描间隔:这个主要用在扫描平面时所用到,即扫描平面时每两条线之间的间隔。1座标系同步校正: 为了同步影像座标与激光座标,需要进行激光与影像的座标校正。 座标系同步校正方法: 第一步:先用影像测量一个球(最清晰位置当圆来测量)。 第二步:用激光测量一个球。记下圆心座标及球心的座标,然后点击座标系同步校正。会弹出如下对话框: 输入激光座标及影像座标点确定按纽,完成座标系同步校正。.2激光测量激光测量单点: 有两种方式完成激光测量单点。一种是直接取激光所在位置的点数据,通过点击,就会自动将激光当前的点最出。 第二种方式就是先通过影像取到一个点,通过影像确定激光要取点的位置,然后再用激光去测量该位置。具体影像取单点的方法,参见前面所介绍的影像取点工具,当通过影像取到点后,用鼠标选中该点,然后点击鼠标右键,在弹出的菜单中选激光测量,机器会自动将激光移置该位置,然后完成激光取点动作。激光扫描直线: 操作方法与点相同,先通过影像测量一条直线,用鼠标选中这条直线,再点右键在弹出的菜单中选择激光测量,机器会自动直线的起点,然后开始从直线起点扫描到直线的终点,得到的结果为点数据。激光扫描圆: 具体操作方式与测量点相同,先通过影像测量圆,然后再选中该圆元素,在右键弹出的菜单中选激光测量。只是在扫描圆时,会从X方向和Y方向两个方向进行扫描,所得的数据全为点数据。激光扫描面: 点击激光测量菜单―――面扫描。会弹出下面的对话框:在上面的对话框中输入起点及终点,这两点所组成的矩形范围,即为激光所扫描的范围。要注意的是:起点和终点都为影像座标。激光扫描最高点: 欧姆龙ZW7000为例,扫描3D手机玻璃窄边为例激光扫描最高点使用方法:(激光控制器有相关参数也要设定好)1.参数设置:移动速度:扫描最高点或扫描曲线时候的一个扫描移动速度。扫描点数:激光触发点数。扫描最高点方法:方法一: 适用抛物线状的窄边 方法二:适用于半边抛物线状的窄边参数匹配: 比如:激光的测量周期为200us扫描3mm的一个长度扫描速度15mm/S理论上以这个速度扫描,扫描时间为0.2s那么0.2s时间内,激光要触发1000(0.2/0.0002)个点,点与点之间的间距为3um(3/1000)。 情况1:如果想扫描速度更快点,把扫描速度设置成30mm/s,扫3mm需要0.1s,激光触发的点数为500个,点与点之间间距为6um。这种方式可能会影响精度(边很窄)情况2:把扫描速度设置成30mm/s,扫3mm需要0.1s,如果想保证点与点之间的距离3um,那么可以将测量周期设置成100us ,那么扫3mm激光也触发了1000个点,那么点与点之间的间距为3um。假如软件里面的测量点数理论上是1000个点(匀速运动),实际上,机器运动是有个加减速时间,所以这个测量点数我们可以设置成1100-1200之间,确保3mm距离都有点,避免出现0-2.5mm有点,2.5-3mm一个点都没有!编程的时候尽量保证最高点在3mm线的中间位置。所以:在保证精度的情况下,我们可以把速度适当的加大点,但是相关的参数要设置正确! 建议15mm/s左右的速度比较合适!2.操作方法: 影像和激光做好同步后,用影像在窄边位置画一条3mm左右的垂直线,然后选中这条线点击鼠标右键,点击 激光扫描最高点 ,激光会沿着这条线取一个最高点出来。 影像画出来的直线可以删除或设为不测量!假如想要求最高点到底面的距离,可以先用激光在面上打多个点,选中这些点构造一个面,再求最高点到面的距离。 厚度测量:激光厚度测量只适用于透明材质: 软件切换到厚度模式: 在厚度模式下,点击激光踩点按钮,会得到一个厚度元素,该厚度元素会有很多信息, 以手机玻璃为例,注意:这里面编程的时候,要保证玻璃两个面都在激光的测量范围以内,否则会出现距离2 的数据为0,那么厚度就有问题的! 选中这个厚度,点击构造点,会弹出一个对话框,这里面选第一层、第二层分别构造一个点出来,两点构造一个高度,这个高度与 厚度1 相同! 折射率:通过更改折射率,让得出的厚度值和理论厚度值一样!其实就是校正厚度!一块手机玻璃,测量软件这边在一个程序里面可以 厚度模式下测量厚度、扫描窄边最高点、距离模式下激光打点。两种模式切换不冲突!激光测量平面度示意:验收规范:1. 检定项目:A 、外观及各部分的相互作用。B 、计算机、及软件功能。C 、示值误差(E1)。2. 测量重复性: 在透射照明下变倍物镜最大倍率进行检验,将标准玻璃线纹尺置于玻璃工作台中心位置,并使其平行于纵向导轨,清晰成像以后,用十字线对准玻璃线纹尺"0"刻线影像并把仪器清零,佶后用从线对标准玻璃线纹尺"100"刻度线影像进行瞄准并读数,重复上述试验4次,任意两次读数之差均应符合要求,横向按同样的方法,对标准玻璃线纹尺"0"刻线与"100"刻线之间的长度进行试验,任意两次读数之差均应符合本标准。(同种可以用1级量规量块进行同线纹尺一样类似检验,重样时进行4次读取二次的平均值。)3. 验收交接:A、以检定纪录、装箱单和合同为准,双方交接、验收。B、验收合格,双方代表在验收报告上签字。若有异议,协商解决。遗留问题 可签署备忘录,以便服务、解决。4. 环境要求确认: 依照安装使用环境技术要求通过自检合格并确认后方可安装调试。请按照合同及安装说明书技术要求准备好安装环境,如下表:序号项目技术要求是否满足1正常工作温度20±2℃ 2检定温度20±2℃ 3温度梯度0.5℃/h 2℃/24h 0.5℃/h 4湿度相对湿度45%-70% 气源湿度<15% 5振动振动频率≤10HZ时,振幅≤1UM 10HZ<振动频率≤30HZ时,振幅≤0.5UM 振动频率>30HZ时,振幅≤3UM 6清洁度洁净、最好无尘 7电源AC220V,50HZ,1KVA 8安装环境配套要求具备独立可靠的接地系统,接地电阻小于4Ω 质保期
 留言咨询
留言咨询




 400-860-5168转3662
400-860-5168转3662





























 我要推广仪器
我要推广仪器
 下载APP
下载APP