推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询





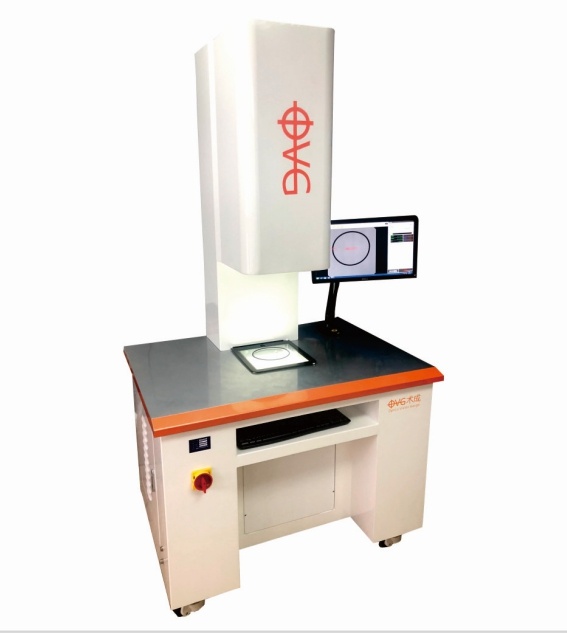
随着中国市场的科技技术日新月异,制造业对产品的精度要求越来越高,人为测量已无法满足客户要求,大家都开始借助仪器测量。目前市面上对于尺寸的测量主要是有二次元及三次元等。那么这些测量仪的区别在哪儿呢?目前市面的二次元测量仪、三次元测量仪、测量投影仪与五次元一键式测量仪的区别??? 现在市场的影像尺寸测量仪,有三次元测量仪、二次元测量仪和测量投影仪。而二次元测量仪跟测量投影仪难以区别,都是光学检测仪器,在结构和原 理上二次元测量仪通常是连接PC电脑上同时连同软件一起进行操作,精度在0.002MM以内,测量投影仪内部是自带微型电脑的,因此不需要再连接电脑,但在精度上却没有二次元测量仪那么精准,影像测量仪精度一般只能达0.01MM以内。三次元测量仪是在二次元测量的基础上加一个超声测量或红外测量探头,用于测量被测物体的厚度以及盲孔深度等,这些往往二次元测量仪无法测量,但三次元测量仪也有一定的缺陷:Ø 测高探头采用接触法测量,无法测量部分表面不 能接触的物体;Ø 探头工作时,需频繁移动座标,检测速度慢;Ø 因探头有一定大小,因些无法测量过小内径的盲孔;Ø 探头因采用接触法测量,而接触面有一 定宽度,当检测凹凸不平表面时,测量值会有较大误差,同时一般测量范围都较小。 光纤同轴位移传感器以非接触方式测量高度和厚度,解决了过去三角测距方式中无法克服的误差问题,因此开发出可以同轴共焦非接触式一键测量的3D轮廓测量设备成为亟待解决的热点问题。 针对现有技术的上述不足,提供五次元测量设备及其测量计算方法,具有可以非接触检测、更高分辨率、检测速率更快、一键式测量、更高精度等优点。五次元测量仪通过采用大理石做为检测平台和基座,可获得更高的稳定性;内置软件的自动分析,可一键式测量,只需按一个启动键,既可完成尺寸测量,使用方便;采有非接触式光谱共焦测量具有快速、高精度、可测微小孔、非接触等优点,可测量Z轴高度,解决测高探头接触对部分产品造成损伤的问题;大市场光学系统可一次拍取整个工件图像,可使检测精度更高,速度更快。并且可以概据客户需要,进行自动化扩展,配合机械手自动上下料,完全可做到无人化,并可进行 SPC 过程统计。为客户提供高精度检测的同时,概据 SPC 统计数据,实时对生产数据调整, 提高产品质量,节约成本。
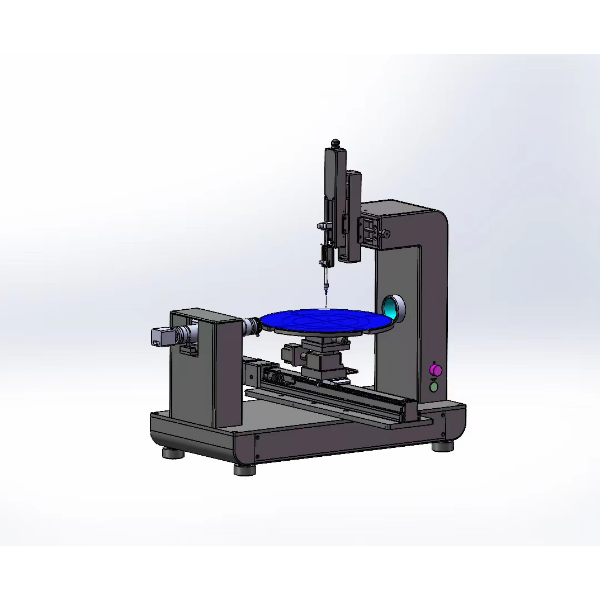
[color=#333333]冲击试验对于冲击试样缺口要求严格,缺口的微小变化,都会引起试验结果出现误差,为保证加工出的冲击试样缺口合格,缺口的加工质量检验是一个重要的控制手段。目前冲击缺口测量的有两种方式,第一种是传统的投影仪比对;第二种,是全自动冲击缺口测量仪,准确测量缺口尺寸。[/color][color=#333333][/color][b]概述[/b][align=left][color=#333333]随着国内工业技术的发展,越来越多的行业已经开始执行夏比[/color][color=#333333]V[/color][color=#333333]型[/color][color=#333333]U[/color][color=#333333]型缺口冲击试验方法,[/color][color=#333333] [/color][color=#333333]日前国内很多行业如(航空航天、船舶、锅炉压力容器、冶金和机械)等行业已普遍[/color][color=#333333]s[/color][color=#333333]使用夏比冲击试验。根据目前国内广大用户的实际需求和国标[/color][color=#333333]GB/T229-2007[/color][color=#333333]《金属材料夏比摆锤试验方法》[/color][color=#333333]ASTM E23[/color][color=#333333]中要求冲击试样缺口的要求而开发、开发的一种专用于检查夏比[/color][color=#333333]V[/color][color=#333333]型[/color][color=#333333]U[/color][color=#333333]型冲击试样缺口加工质量的专用光学仪器,是航空航天、船舶、锅炉压力容器、冶金和机械等部门理化实验室的必备专用设备。满足所有种类冲击试样缺口的的检测。[/color][color=#333333][/color][/align][align=left][color=#333333]对于夏比[/color][color=#333333]V[/color][color=#333333]型缺口冲击试验,由于试样[/color][color=#333333]V[/color][color=#333333]型缺口要求严格([/color][color=#333333]GB/T229-2007[/color][color=#333333]试样缺口深[/color][color=#333333]2mm[/color][color=#333333]±[/color][color=#333333]0.075[/color][color=#333333]、[/color][color=#333333]45°[/color][color=#333333]角±[/color][color=#333333]2[/color][color=#333333]°且试样缺口尖端要求[/color][color=#333333]R0.25±0.025mm[/color][color=#333333])([/color][color=#333333]ASTM E23[/color][color=#333333]试样缺口深[/color][color=#333333]2mm[/color][color=#333333]±[/color][color=#333333]0.025[/color][color=#333333]、[/color][color=#333333]45°[/color][color=#333333]角±[/color][color=#333333]1[/color][color=#333333]°且试样缺口尖端要求[/color][color=#333333]R0.25±0.025mm[/color][color=#333333]),故在整个试验过程中,试样的[/color][color=#333333]V[/color][color=#333333]型缺口加工是否合格成了关键问题,如果试样缺口的加工质量不合格,那么其试验的结果是不可信的,特别是[/color][color=#333333]R0.25mm[/color][color=#333333]缺口尖端的微小变化(其公差带只有[/color][color=#333333]0.025mm[/color][color=#333333]),都会引起试验结果的偏差,尤其是在试验的临界值时会引起产品报废或合格两种截然相反的结果。为保证加工出的夏比[/color][color=#333333]V[/color][color=#333333]型缺口合格,其缺口的加工质量检验是一个重要的质量控制手段。用光学测量检查是切实可行并能保证检查质量的方法。[/color][color=#333333]TOP-IG[/color][color=#333333]是我公司根据[/color][color=#333333]GB/229-2007[/color][color=#333333]《金属材料夏比缺口冲击试验方法》、[/color][color=#333333]ASTM E23[/color][color=#333333]中冲击试样缺口的要求与广大用户的实际需求而设计、开发的一种专用于检查夏比[/color][color=#333333]V[/color][color=#333333]型和[/color][color=#333333]U[/color][color=#333333]型冲击试样缺口加工质量的专用光学测量仪器。[/color][color=#333333][/color][/align][b]原理[/b][align=left][color=#333333]第一种:传统的冲击缺口投影仪,主要通过将被测试样缺口投影到带有模板刻度的屏上,然后调整被测试样高度、左右等与带有刻度的模板进行对比,判定冲击缺口尺寸是否合格。[/color][color=#333333][/color][/align][align=left][color=#333333]第二种,全自动冲击缺口测量仪,主要通过专用的光学系统,将被测试样缺口,采集到电脑显示器上,通过[/color][color=#333333]SMTMeasSystem_IG[/color][color=#333333]测量系统,通过特用的像素解析技术,以及专用的光学系统,将被测试样缺口清晰轮廓显示到显示器上,再通过特有的技术自动捕捉轮廓,自动测量缺口尺寸。试样摆放需刻意摆放试样,只要将缺口放置视频区范围内就可以。缺口测量只需两部完成,摆放试样——测量缺口。一切测量、捕捉都是系统自动完成,[/color][color=#333333]1[/color][color=#333333]个人测量结果和[/color][color=#333333]100[/color][color=#333333]个测量结果一样。实现无人为因素影像。[/color][color=#333333][/color][/align][b]产品优点与缺点[/b][align=left][color=#333333]第一种传统冲击缺口投影仪,主要的优点是价格是便宜,缺点是测量结果受人为影像很大,精确都不高。测量数据无法保存,日后无法进行核查。[/color][color=#333333][/color][/align][color=#333333]第二种,全自动冲击缺口测量仪,缺点就是价格相对比较高,优点,测量完全不受人为因素影响,测量精度高([/color][color=#333333]0.001mm[/color][color=#333333]),测量数据可以以[/color][color=#333333]word[/color][color=#333333]、[/color][color=#333333]EXCEL[/color][color=#333333]、[/color][color=#333333]jpg[/color][color=#333333]等格式保存,日后核查或仲裁都可以进行复查测量。[/color]
最近几十年不仅仅是我们,乃至全世界都能感受到中国制造的产品质量与效率都有质的飞跃。产品质量和效率的提升离不开生产设备和生产规范的高效管理,在管理过程中,对半成品、成品的合格率检测是必不可少的,以机械零件加工为例,在加工完一个机械零件后,我们对该机械零件的二维尺寸参数并不是很确定。这时,我们就需要通过检测手段,来获取机械零件的二维尺寸参数。传统的检测手段有投影仪、卡尺等,随着技术的进步,最新的二次元影像测量仪逐步替代传统检测手段,成为新的首选测量解决方案。今天我们就来分析一下[b]VX3000系列[color=#333333]二次元影像测量仪[/color][/b]与投影仪的区别。[align=center] [img]http://www.chotest.com/Upload/2019/6/201906149843071.jpg[/img][/align][align=center] [/align][b][color=#e01e2b]1.测量精度:[/color][/b] 投影仪检测工件的精度一般在45μm左右,在现代化的生产加工过程中,已经不能满足生产者的精度需求。二次元影像测量仪的测量精度普遍在±2μm左右,最高可达1μm,是完全可以满足生产者对精度的要求的。[b][color=#e01e2b]2.测量效率:[/color][/b] 用投影仪检测工件单次只可检测一个工件,并且需要在操作软件上定位原点,再进行一定编程工作,才可以测得一个工件的尺寸数据。二次元影像测量仪单次可以测量多个工件,小微型工件甚至可以测量几十个,只要在视场范围内,一次测多少个操作员说了算,二次元影像测量仪不需要定位原点,也不需要进行复杂的编程。只需在测量第一个工件时建立模板,此后测量相同的工件只需按一键测量按钮,即可得出工件的二维尺寸参数,批量测量最多可同时测量512个部位,大大提升了工作效率![b][color=#e01e2b]3.仪器体积:[/color][/b] 投影仪都是比较笨重的仪器,外形体积硕大,重达五六百千克,不方便搬运到不同车间进行检测作业。VX3000系列二次元影像测量仪的体积轻便,重量在30-40千克之间,单人即可搬运到不同的车间生产线上进行测量工作,省时省力省空间。










 我要推广仪器
我要推广仪器
 下载APP
下载APP