推荐厂家
暂无
暂无
 金牌4年
金牌4年
 400-860-5168转4572
400-860-5168转4572
 留言咨询
留言咨询
 金牌19年
400-860-5168转0829
留言咨询
金牌19年
400-860-5168转0829
留言咨询
 铜牌8年
400-860-5168转3985
留言咨询
铜牌8年
400-860-5168转3985
留言咨询
 400-860-5168转4572
留言咨询
400-860-5168转4572
留言咨询
 400-629-8889
留言咨询
400-629-8889
留言咨询
 400-629-8889
留言咨询
400-629-8889
留言咨询


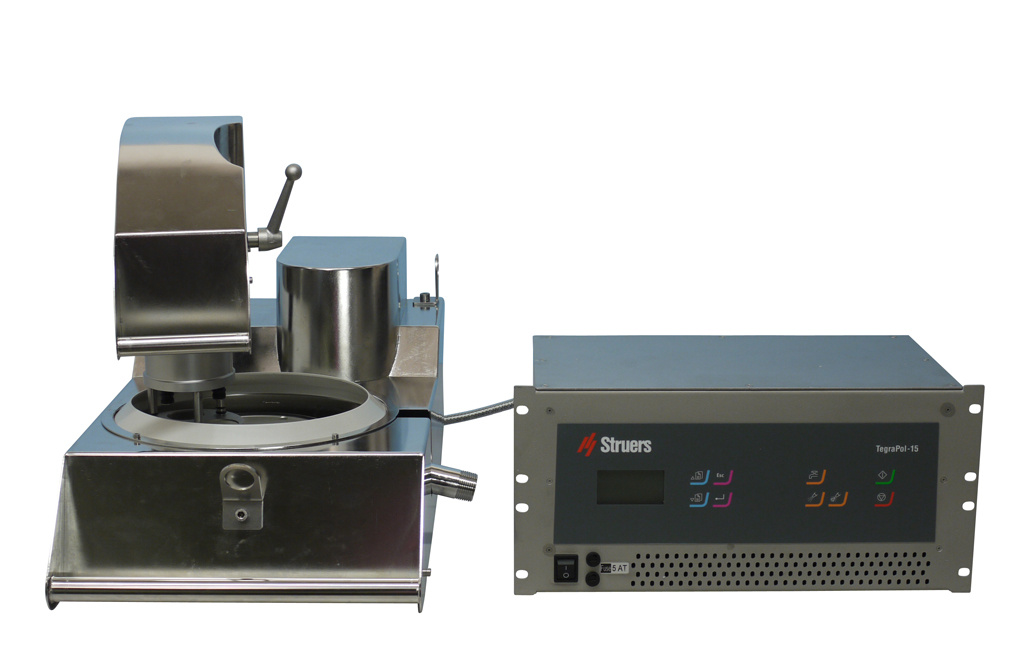


全自动金相试样制备设备是集粗磨、细磨、抛光这样的制样工序为一体,可以进行批量操作,提高工作效率。现代金相制样的思想认为,衡量试样制备的好坏的程度不是无划痕且光亮,而是无变形层及损伤层,要去掉无变形层及损伤层,磨料及支程物起主导作用,而施加力及抛光盘的旋转速度是次要的,所以对全自动制样设备不同程度的参数都进行了优化,使之更适用与现代进行的试样制备。那大家有没有用过全自动金相试样制备仪器,在使用过程中有何感受呢,对上述现代金相制样的思想观点是否给予认可?欢迎讨论~~~
金相试样制备旨在揭示试样的真实结构,无论试样是金属、陶瓷、硬质合金还是其他固体材料。拥有一套系统的制备方法是实现这一宗旨最便利的途径。我们在日常工作中需要在同一种检测条件下对同一种材料进行检测时,每次都希望获得相同的检测结果。这意味着制备结果必须具有再现性。我们的制备原理就是基于这四项标准而确定的:系统制备试样制备需要遵循某些适用于大多数材料的规则。具有相应特性(硬度和韧性)的不同材料在制备过程中会产生类似反应并要求使用相同的易耗品。因此,我们可以在 Metalogram 中根据材料的特性列出所有材料,而不是因为这些材料同属于某个材料组。我们以科学的视角定义易耗品的性能,进而确定其最佳用途。 这一系统化途径造就了“Metalog制备方法”,成为“Metalog 指南”的编制依据。再现性制备方法一经制定和调整,每次对相同材料执行时均应产生完全相同的结果。这就要求采用高标准、质量统一的易耗品。另外一个基本因素则是制备参数的控制,如:● 旋转速度与方向● 作用于试样上的力● 磨料与润滑剂的用量及类型● 制备时间在制备过程中,这些因素均会对最终的制备结果产生明确影响。其中很多因素只能采用自动设备进行调节与控制。真实结构从理论上讲,我们感兴趣的是试样表面的检查,试样表面可以展示出需分析结构的精确图像。我们需要得到的理想结果是:● 无变形● 无划痕● 无拉伤● 无异物● 无污斑● 无浮凸或圆缘● 无热损伤然而,如果采用机械制备方法,几乎不可能达到上述所有要求。结构受到的损伤被降到最低限度,即使在光学显微镜下也无法显现,且不会影响检查结果。这种近乎完美、只存在表面损伤的状态通常被称为真实结构。制备结果只有在少数情形下才必须获得真实结构。对于大多数检验来说,存在少量划痕或轻微圆缘是无关紧要的。我们需要的是一个可以接受的制备结果。 精加工表面只需满足特定分析要求即可。任何超出该要求的制备只会增加制备的总成本。经济高效的制备除了对精加工表面的相关要求感兴趣之外,制备的总成本也是我们感兴趣的一个方面。整个制备过程的制备时间、操作时间以及消耗品用量都是重要的因素。最廉价的消耗品并不一定意味着平均单个试样的制备成本最低。每件产品的寿命,当然还有其制成表面的质量,都与之相关。例如,如果一个PG步骤仅仅因为具有较高的材料去除量而被选用,随后的FG步骤就有可能由于PG步骤中产生的过度变形而不得不延长。这一点在计算制备总时间和成本时必须予以考虑。制备目标● 试样必须具有代表性● 所有结构要素必须予以保留● 表面必须无划痕、无变形● 试样表面不得含有异物● 试样必须平整且具有较高反射性● 应该获得平均每件试样的最优价格● 所有制备必须具备100% 可再现制备方法制备方法是采用晶粒度连续变小的磨料、通过机械方式从试样表面去除材料的一系列步骤。一种制备方法通常由以下步骤组成:● 粗磨,PG● 精磨,FG● 金刚石抛光,DP● 氧化物抛光,OPMetalog Methods这七种方法包括方法A、方法B、方法C、方法D、方法E、方法F 和方法G,可帮助您获得最佳制备结果。此外,还有三种简便制备法: 方法X、方法Y 和方法Z。 这三种简便制备法非常适用于大量材料,帮助您获得合格的制备结果。Metalogram请从 Metalogram 中挑选 Metalog 方法。 我们在 Metalogram中按照材料的特有物理属性(硬度和韧性)显示了各种材料。制备方法的选择取决于材料的这些特性。应用这些制备方法适用于6件30 毫米直径、用160毫米直径试样座夹固的已镶试样。试样面积应大致为镶样底座面积的50%。试样参数不同于这些数值时,可能必须调整制备时间或作用力。
[转载] 金相试样的制备 金相试样的制备 摘要:本文简要叙述了金相试样的制备方法,通过对金相试样制备过程的试验研究,总结了取样、镶嵌、磨制、抛光、侵蚀、以及制样过程的各个步骤地操作方法,并指出了在金相样品制备过程的技巧。 关键词:金相试样、制备 1.制样常用的设备及材料 在金相试样制备过程中,粗磨常用质地较好的水砂纸,细磨则采用280号、320号、01–06号金相砂纸;机械抛光用p-2型金相试样抛光机,抛光织物多为海军呢,抛光粉为研磨糕和Cr2O3粉末。 2. 取样 2.1 取样原则 根据显微组织分析要求,分析样品材料的加工特点或零件的承载和失效特点以及相关的技术标准和技术协议 2.2 取样方法 (1)根据样品材料的加工特点 锻轧件、脱碳、显微组织、网状组织、炭素工具钢及弹簧钢中的石墨、发裂等检验项目在材料横截面上取样;非金属夹杂物、液析、带状组织、白点、碳化物不均匀度、铁素体相等检验项目在材料纵截面上取样;需经热处理进行检验的项目,如本质晶粒度、晶间腐蚀、带状组织、网状组织、碳化物不均匀度等项目,从材料纵向还是横向取样可按有关规定标准执行;铸件在材料中心或心部取样。 (2)根据零件承载和失效特点 切取失效部位和完好部位的样品,以便进行分析对比。 (3)根据特殊零件取样相关规定 例如,汽车齿轮渗碳零件的取样,通常马氏体及残留奥氏体检测取样部位在齿面的节圆出;心部特素体检测取样部位在齿高的1/3出的中心部位;碳化物检测取样部位在齿顶角处;表面脱碳层取样部位在齿根处。 样品尺寸边长为10-15cm,用砂轮切割或电火花切割;对于大件材料,火焰切割后,需将加热端截去至少20cm以上,把加热影响区去处,再用砂轮切割或电火花切割制得合格尺寸样品。 2.3 取样的标志 对已制备好的样品进行编号 3. 镶嵌 金相样品通常为10-15cm的块状样品。镶嵌一般适用于细小及形状不规则的工件或者需观察表层组织的工件。镶嵌的方法可满足高效自动化要求,根据磨抛机夹持头尺寸要求,制备镶嵌样品,可一次同时实现多个样品的,磨抛要求,获得质量良好的磨抛表面。常用的镶嵌材料是酚醛树脂。金相镶嵌机工作时,在130-150度的温度和适当压力下,酚醛树脂熔融固化,完成样品的镶嵌。低熔点合金的镶嵌温度可低些。对于不能承受镶嵌温度影响的样品,则可采用树脂冷镶嵌的方法,通常以环氧树脂为主,固化时间长达7-8个小时。 4. 试样的磨光 磨光过程是试样制备最重要的阶段,除使试样表面平整外,主要是使组织损伤层减少到最低程度甚至毫无损伤。对于手工制样来说,首先用砂轮机或粗砂纸磨平试样表面,然后用6-8级的金相砂纸磨光。磨光时施加的压力大小要合适,在更换下道细砂纸时不必减少压力,因为在合适的范围内施加的压力大,磨光速率也大,而对损伤层的影响并不大。但是用力不宜过大,时间也不宜过长,以免试样表面氧化产生新的损伤层,给抛光带来困难。磨样时要注意:在第一张砂纸上试样始终朝一个方向磨,换下一道砂纸的时候将试样旋转90°同样只朝一个方向磨,直到将在上一道砂纸上磨出的磨痕磨光为止。每换一次砂纸都必须将试样清洗干净,不允许把上道工序的残留磨料带到下道工序去,经过这样磨光的试样,肉眼观察非常光滑,置于显微镜下观察,有只呈现出一个方向的细磨痕。对于机械磨制来说,可以采用水砂纸机械抛光,水砂纸按粗细分为200-2000号,把水砂纸贴在抛光盘上,按顺序逐盘抛光。磨制时不断加水冷却,每更换一道砂纸,样品需用水清洗干净,不允许把上道工序的残留磨料带到下道工序去,并且转换磨制方向,与前道磨痕垂直,把上道工序的磨痕去除。 5. 试样的抛光 常用的抛光方法主要有机械抛光、电解抛光和化学抛光。 (1)机械抛光 在机械抛光中抛光盘由电动机带动,上面铺以抛光布。粗抛采用帆布呢或粗呢,精抛用绒布、细呢或丝绸。抛光液为在水中加入粒度为0.3-1.0微米的AL2O3悬浮液,配比为5-10克/升。对于一些高硬度样品,采用金刚石石膏作为抛光剂。抛光时间不宜过长,以磨痕全部消除呈镜面即可停止,清洗干燥后备用。抛光样品可以进行如夹杂物、疏松等项目的观察,其余项目需进行腐蚀,以便观察相关的组织。 (2)电解抛光 电解抛光是把磨光的样品侵入电解液中,在样品和阴极间加上直流电流,当电流密度适当时,样品表面发生选择性溶解,磨制表面的微小突出部分通过的腐蚀电流大,溶解较快。最后,样品表面的微小凸出变平,形成镜面。 (3)化学抛光 化学抛光是将样品直接侵入某种合适的抛光液中,搅动几秒钟到几分钟,除去表面的不平整度,形成无变形的表面。化学抛光液大都含有硝酸、硫酸、铬酸或双氧水等氧化剂,由于化学抛光具有一定的局限性,在实践中应用不多。 抛光之后,将试样用清水洗净,滴上几滴酒精,然后用吹风机吹干。 6. 试样的侵蚀 6.1 侵蚀的电化学原理 样品侵蚀属于电化学侵蚀,晶粒之间、晶粒与晶界之间、各相之间甚至同一晶粒的不同部位之间,在化学侵蚀液中具有不同的电势,组成众多的微电池。电势较低处形成电池的阳极,溶解较快;电势较高处形成阴极,溶解较慢。其原因是抛光镜面在电化学侵蚀作用下,变得凹凸不平,从而对入射光线形成有选择的有规律的漫反射,显示出晶粒晶界、相和组织结构。对于单相合金来说,可以显示晶界和晶粒位相。同位相束中板条晶在金相侵蚀时以相同的方式受到侵蚀,在光学金相视场中形成均匀的块状结构。对于多相合金,相界具有类似的电化学效应,相界溶解较快。在相界与相,相邻的相之间产生不同的侵蚀速度,在抛光表面形成凹洼或着色,显示出相和组织。 6.2 侵蚀方法 抛光表面在侵蚀前应该保持清洁,无水迹和油污。不同的材料显示不同的组织,应该选择合适的侵蚀液。侵蚀方法有表面侵入法和表面擦拭法。操作时均应使侵蚀液均匀侵蚀样品表面,侵蚀时间的长短,依样品材料的不同而不同。一般而言,组织越弥散越易侵蚀,淬火钢、合金元素含量高的材料、不锈钢等组织侵蚀时间宜长些。侵蚀时间在相当程度上取决于制作经验,一般侵蚀到表面稍微发暗即可。侵蚀好的样品应立即用水冲洗干净,干燥后即可进行金相观察。 参考文献:(1)浅谈铸铁金相试样制备方法 燕样样 金属热处理, Heat Treatment of Metals, 编辑部邮箱 2007年 03期 (2)金相样品制备及其对显微组织评判的影响 郦剑 吴涛 谢轶伦 金属热处理, Heat Treatment of Metals, 编辑部邮箱 2006年10期 (3)烧结金属材料的金相制样[J] 黄志锋,廖寄乔,廖常柏. 理化检验.物理分册 , 2000,(01) (4)金相实验技术的现状及其发展 姚鸿年 理化检验.物理分册, Physical Testing and Chemical Analysis Parta Physical Testing, 编辑部邮箱 1994年 05期 (5)PM 金相试样的制备 王庆绥 材料工程, JOURNAL OF MATERIALS ENGINEERING,










 我要推广仪器
我要推广仪器
 下载APP
下载APP


