推荐厂家
暂无
暂无
 银牌5年
银牌5年
 400-860-5168转4599
400-860-5168转4599
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-628-5299
留言咨询
400-628-5299
留言咨询
 400-628-5299
留言咨询
400-628-5299
留言咨询
 400-860-5168转2255
留言咨询
400-860-5168转2255
留言咨询





在如今的许多应用中,要求的额定输入电压超过许多现有DC/DC控制器的VIN最大额定值。对此,传统的解决办法包括使用昂贵的前端保护或实现低端栅极驱动器件。这意味着采用隔离拓扑,如反激式转换器。隔离拓扑通常需要自定义磁性,且与非隔离方法相比,设计复杂性和成本也有所增加。存在着另一种解决方案,可以通过使用VIN max(最大输入电压)小于系统输入电压的简易降压控制器来解决问题。这是如何实现的呢?降压控制器通常来源于参考电位(0V)的偏置电源(图1a)。偏置电源来自输入电压;因此,器件需要承受全部的VIN电位。然而,因为开通P通道金属氧化物半导体场效应晶体管(MOSFET)所需的栅极驱动电压在VGS低于VIN,P通道降压控制器具有参考VIN(图1b)的栅极驱动电源。关闭P通道MOSFET则仅需简单地将栅极电压变为VIN(0V VGS)(图2)。[align=center][img]https://www.yishangm.com/upload/image/20180427/20180427105529_59985.png[/img][/align][align=center]图1:N通道(a)的VCC偏置生成;和P通道控制器(b)[/align][align=center][img]https://www.yishangm.com/upload/image/20180427/20180427105553_80655.png[/img][/align][align=center]图2:P通道控制器的栅极驱动[/align]非同步P通道控制器导出其偏置电源以驱动P通道栅极,可带来巨大的效益,并且可能实现提供悬浮在0V电位以上的虚拟接地。对于N通道高侧MOSFET,电压来自接地的参考电源。这是使用升压电容器和二极管泵送的电荷,以提供高于VIN源极电位的栅极电压。使用P通道高侧MOSFET可以显著简化该问题。要打开P通道MOSFET,栅极电位需要低于VIN的源极电位。因此,电源仅参考VIN,而非上面提到的VIN和接地。[b]悬浮接地[/b]如何为控制器创建悬浮接地?这很简单,通过使用射极跟随器即可实现。图3所示为这种方案的基本实践。PNP发射极的电位为Vbe(~0.7V),低于齐纳二极管电压电位(Vz)。实质上,您可以将控制器浮动到VIN,并调节控制器的参考值,以限制VIN与器件接地之间的电压。[align=center][img]https://www.yishangm.com/upload/image/20180427/20180427105709_72732.png[/img][/align][align=center]图3:使用简易射极跟踪器方案创建虚拟接地[/align][b]输出电压转换[/b]这里有一项挑战需要克服。由于控制器位于虚拟接地(Vz-Vbe),并产生参考接地(0V)电位的降压输出电压,因此如何才能将输出电压信号转换为位于虚拟接地上方的反馈电压(通常介于0.8V和1.25V之间)?图4说明了具体的挑战。[align=center][img]https://www.yishangm.com/upload/image/20180427/20180427105725_81936.png[/img][/align][align=center]图4:展示VOUT(参考0V接地)与控制器的反馈电压(参考虚拟接地)之间电压电位差的示意图[/align]要关闭环路,您可以使用一对配对晶体管以实践图5所示的电路。一匹配对将反馈信号发送至VIN;另一匹配对产生从VIN到虚拟接地之上电位的电流。[align=center][img]https://www.yishangm.com/upload/image/20180427/20180427105739_91524.png[/img][/align][align=center]图5:非同步控制器和使用配对晶体管的馈电实践的高级原理图[/align][b]输出电压调节[/b]当瞬态电压显著高于LM5085的绝对最大值时,适合应用这一想法。LM5085是一个恒定导通时间(COT)控制器;因此,其导通时间(Ton)与VIN成反比。然而,当将VIN钳位到LM5085时,Ton将不再随着VIN(至功率级)的增加而调整,因为器件将具有由齐纳二极管设置的固定电压,而VIN(至功率级)将不断增大。这将导致频率下降,因为功率级输入电压的增加值超过LM5085的钳位电压;因此调节电压可能会稍微开始增加。因此,为确保以Type 1 纹波注入标准规定纹波注入电压的大小。最终,确保纹波被制定在可接受的范围内,以维持稳定性及最小化当纹波增加时的输出误差。[b]示例原理图[/b]图6所示为绝对最大VIN额定值为150V的48V电源的示意图。示例可以在3A条件下提供12VOUT。[align=center][img]https://www.yishangm.com/upload/image/20180427/20180427105754_43661.png[/img][/align][align=center]图6:使用LM5085在3A设计时为24V至150VIN(最大)/ 12VOUT[/align]图7所示为从原型电路板获得的效率图,图中两大参数为效率(%)和负载电流(A)。[align=center][img]https://www.yishangm.com/upload/image/20180427/20180427105807_58183.png[/img][/align][align=center]图7:不同输入电压下效率(%)与负载电流(A)的关系[/align]图8所示为150VIN时的开关节点电压和电感纹波电流。[align=center][img]https://www.yishangm.com/upload/image/20180427/20180427105818_20270.png[/img][/align][align=center]图8:通道1开关节点电压,通道4电感纹波电流[/align][b]结论[/b]在系统输入电压高于器件最大输入电压额定值的应用中使用P通道非同步降压控制器。该应用的优点在于使用成本较低的控制器,且最大程度地减少了组件数量。
[align=center][img=冷热台真空度控制,690,451]https://ng1.17img.cn/bbsfiles/images/2022/03/202203071147131858_3924_3384_3.png!w690x451.jpg[/img][/align][color=#990000]摘要:针对气密真空冷热台目前存在的真空度控制精度差和配套控制系统价格昂贵的问题,本文介绍采用国产产品的解决方案,介绍了采用数控针阀进行上游和下游双向控制模式的详细实施过程。此方案已经得到了应用和验证,可实现宽范围内的真空度精密控制,真空度波动可控制在±1%以内,整个控制系统具有很高的性价比。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#990000]一、问题的提出[/color][/size]气密真空冷热台是同时可用于真空和气密环境的精密温控冷热平台,具有加热和制冷功能,适合显微镜和光谱仪等应用对样品在可控的真空度环境下进行精确加热或制冷。根据用户要求,针对目前的各种气密真空冷热台,在真空度控制方面,还需要解决以下几方面的问题:(1)无论是进口还是国产真空冷热台,真空度测量和控制还采用皮拉尼真空计,使得配套的控制系统无法实现真空度的精密控制,如无法满足研究和模拟冷冻干燥过程的精度要求。(2)气密真空冷热台普遍体积较小,在宽泛的真空度范围内,实现精确控制一直存在较大难度,真空度的波动性较大,而真空度的波动性又反过来影响温度的稳定性。(3)进口配套的真空度控制系统,不仅控制精度达不到要求,而且价格昂贵。针对气密真空冷热台存在的上述问题,本文将介绍采用国产产品并具有高性价比的解决方案,并介绍了详细的实施过程。[size=18px][color=#990000]二、解决方案[/color][/size]气密真空冷热台真空度精密控制系统的整体结构如图1所示,整个系统主要包括真空计、数控针阀、PID控制器和真空泵。[align=center][color=#990000][img=冷热台真空度控制,690,396]https://ng1.17img.cn/bbsfiles/images/2022/03/202203071148328248_6901_3384_3.png!w690x396.jpg[/img][/color][/align][align=center][color=#990000]图1 冷热台真空度精密控制系统结构示意图[/color][/align]为提高真空度测控精度,采用了测量精度更高(可达满量程0.2%)的电容式真空计,可覆盖0.01~760Torr的真空度区间。如果需要更高真空度环境,也可以同时采用皮拉尼真空计进行测控。为实现全宽量的真空度控制,将两只数控针阀分别安装在冷热台的进气口和排气口。通过分别采用上游和下游控制模式,可实现全量程波动率小于±1%的精密控制。控制器是精密控制的关键,方案中采用了24位A/D和16位D/A的高精度PID控制器,独立的双通道便于进行上游和下游气体流量调节和控制。总之,通过此经过验证的真空度控制方案,可实现高性价比的精密控制。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
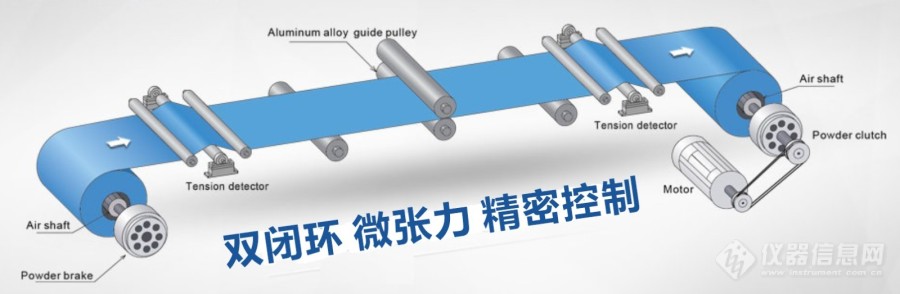
[size=16px][color=#339999][b]摘要:采用当前的各种涂布机很难适用气体扩散层这类脆性材料的涂布工艺,需要控制精度更高的微张力控制系统。为此本文基于串级控制原理,提出了采用双闭环PID控制模式和超高精度PID张力控制器的解决方案,一方面形成浮动摆棍闭环和主动辊闭环构成的串级控制回路,另一方面是采用目前测控精度最高的工业用PID控制器,结合相应配套的高精度传感器和执行器,可真正实现微张力的精密控制。[/b][/color][/size][align=center] [img=微张力精密控制,690,225]https://ng1.17img.cn/bbsfiles/images/2023/07/202307261628010805_2785_3221506_3.jpg!w690x225.jpg[/img][/align][size=16px] [/size][size=18px][color=#339999][b]1. 问题的提出[/b][/color][/size][size=16px] 气体扩散层(GDL)在燃料电池中起到支撑催化层、收集电流、传导气体和排出反应产物水的重要作用,常用于质子交换膜燃料电池,在具体生产工艺中需要在GDL材料表面定量涂布一层特定功能涂料。由于GDL基体层材料较脆,涂布工艺过程中易造成基体层材料断裂或撕裂,转弯处易折断,在高温状态下材料比常温下更脆弱,一般要求涂布过程中控制张力设定在5~10N很窄的一个范围内,且还需要在此微张力范围内具有较高的控制精度。[/size][size=16px] 传统涂布设备,浮动摆辊均为气缸驱动,直线电位器反馈摆辊位置。存在以下问题:[/size][size=16px] (1)无法精确控制摆辊位置。[/size][size=16px] (2)气缸行程只有一个方向,需要料膜的张力平衡气缸推力,易造成GDL脆性材料拉伸。[/size][size=16px] (3)摆辊瞬间偏移至一端时,料膜张力瞬间增大或减小,极易造成GDL脆性材料的撕裂甚至断裂。[/size][size=16px] (4)张力控制器中的模数转换AD精度和数模转换DA精度较低,最小输出百分比也只能达到0.1%,无法提供更高精度的测量和控制。[/size][size=16px] 由此可见,为实现GDL脆性材料的微张力控制,实现具有精度高、张力小、控制稳的伺服电机驱动的浮动摆辊微张力控制是氢能材料制备的关键技术,为此本文提出了相应的解决方案。[/size][size=18px][color=#339999][b]2. 解决方案[/b][/color][/size][size=16px] 为实现涂布工艺中的微张力高精度控制,本文提出的解决方案包含以下两方面的内容:[/size][size=16px] (1)采用双闭环PID控制形式调节料膜张力,即对浮动摆棍和主动辊进行独立的PID控制。[/size][size=16px] (2)采用超高精度的双通道PID控制器,每个通道都具有24位AD、16位DA和0.01%最小输出百分比。[/size][size=16px] 解决方案所涉及的微张力控制系统结构如图1所示。[/size][align=center][size=16px][color=#339999][b][img=双闭环微张力控制系统结构示意图,500,200]https://ng1.17img.cn/bbsfiles/images/2023/07/202307261628351448_1980_3221506_3.jpg!w690x277.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 双闭环微张力控制系统结构示意图[/b][/color][/size][/align][size=16px] 在图1所示的双闭环控制系统中,浮动摆辊PID闭环控制的具体过程是根据工艺要求,给控制器输入张力值,控制器根据张力传感器信号与设定张力值之差进行快速PID计算后输出控制信号,此控制信号控制浮动摆辊伺服驱动器和伺服电机动作,从而使浮动摆棍产生偏移使得料膜张力快速达到设定值。[/size][size=16px] 浮动摆辊的PID闭环控制过程主要是通过浮动摆辊偏移来调节料膜张力,主动辊速度仍为主机速度,并未参与调节。当浮动摆辊伺服电机持续动作调节料膜张力时,浮动摆辊偏差会导致累积,最终达到浮动摆辊位置报警值。因此仅由浮动摆辊伺服电机调节料膜张力不能完全解决张力不稳、精度不高的问题,为此增加主动辊PID闭环控制实现张力的精准控制。[/size][size=16px] 第二路主动辊PID闭环控制的具体过程是在浮动摆辊PID闭环控制实现调节后,由于浮动摆辊偏离中位,位移传感器跟随浮动摆辊偏移产生对应的偏移电压信号并输入给控制器,控制器根据此偏移电压信号与0V值的正负偏差进行快速PID计算后输出控制信号,此信号控制主动辊伺服驱动和主动辊伺服电机来改变主动辊速度,使得浮动摆棍回到中位,最终实现GDL脆性材料的微张力精准控制。[/size][size=18px][color=#339999][b]3. 总结[/b][/color][/size][size=16px] 综上所述,通过上述解决方案,可很好的解决微张力的精密控制问题,具体优点如下:[/size][size=16px] (1)解决方案所采用的双闭环控制结构,实际上是一个非常典型的串级控制结构,因此充分利用了串级控制结构的优势,更利于实现高精度张力的控制。[/size][size=16px] (2)制约微张力精密控制的另一个主要因素是控制器的精度普遍不高,采用PLC很难达到超高的采集和控制精度。因此,本解决方案中采用了超高精度的双通道PID控制,既使用了串级控制功能,又实现了超高精度的PID控制。[/size][size=16px] 当然,传感器和执行器精度也是制约微张力精密控制的因素,为了真正实现微张力的精密控制,还需在使用串级控制和超高精度PID控制器的基础上,配备相应高精度的传感器和执行器。[/size][size=16px][/size][size=16px][/size][align=center][b][color=#339999]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/color][/b][/align][align=center][b][color=#339999][/color][/b][/align][align=center][b][color=#339999][/color][/b][/align][align=center][b][color=#339999][/color][/b][/align][align=center][b][color=#339999][/color][/b][/align]










 我要推广仪器
我要推广仪器
 下载APP
下载APP


