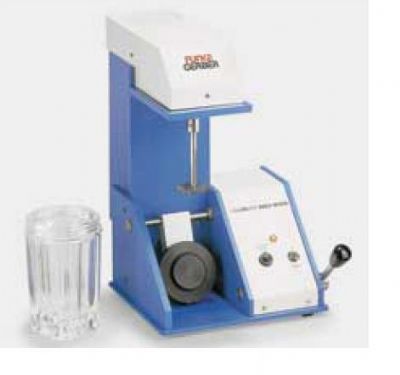
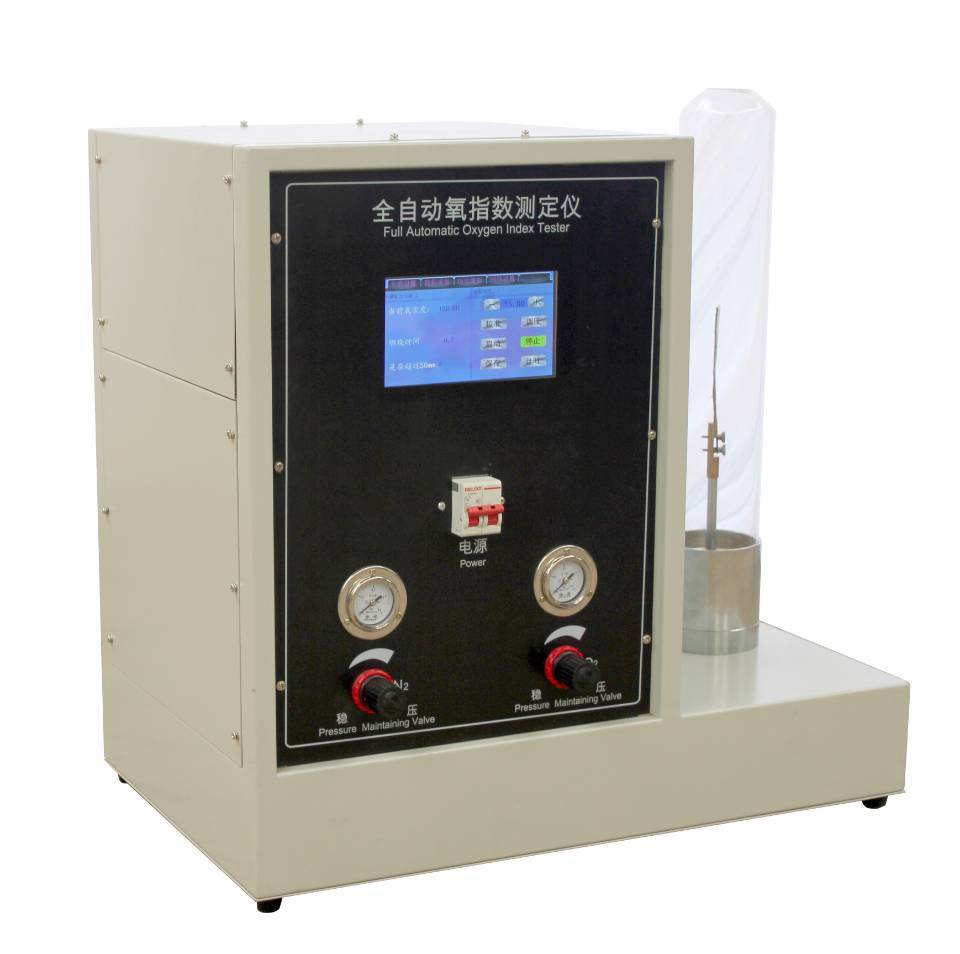
机台型号:JF-3A温控氧指数测定仪一、主要技术参数: 1.采用进口氧传感器,数字显示氧气浓度无需计算,精度更高更准确,范围0— 2.数字分辨率:±0.1% 3.整机测量精度:0.2级 4.流量调节范围:0-10L/min(60-600L/h) 5.响应时间:<5S 6.石英玻璃筒:内径75㎜ 高300mm7.燃烧筒内气体流速:40mm±2mm/s 燃烧筒总高450mm8.压力表精度2.5级,分辨率:0.01MPa9.流量计:1-15L/min(60-900L/H)可调,精度2.5级10.试验环境:环境温度:室温~40℃;, 相对湿度:≤70%;11.输入压力:0.2-0.3MPa12.工作压力:氮气0.05-0.15Mpa 氧气0.05-0.15Mpa氧气/氮气混合气体入口:包括稳压阀,流量调节阀,气体过滤器和混合室。 13.试样夹可用于软质和硬质塑料、纺织品、防火门等 14.丙烷(丁烷)点火系统,火焰长度5mm-60mm可自由调节 15.气体:工业用氮气、氧气,纯度>99%;(用户自备)。16.电源要求:AC220(+10% )V、50HZ 17. 使用功率:50W18.点火器:有一根金属管制成、尾端有内径Φ2±1mm 的喷嘴,能插入燃烧筒内点燃试样,火焰长度: 16±4mm , 大小可调19.自撑材料试样夹:能固定在燃烧筒轴心位置上、并能垂直夹住试样20.非自撑材料试样夹:能将试样的两个垂直边同时固定在框架上二、机箱及部分结构: 1. 控制箱:采用数控机床加工成型,钢板喷塑箱体静电采用喷涂,控制部分与试验部分分开控制 。2. 燃烧筒:耐高温优质石英玻璃管(内径¢75mm,长300mm) 出口内径:φ40mm 3. 混合器:采用玻璃珠填充形式,将氧气和氮气均匀混合。(珠φ4.5mm填充高度95mm,一袋) 4. 试样夹具:自撑式夹具,并能竖直地夹住试样;(可选配非自撑式式样架),两套式样夹满足不同试验要求;式样夹插接式,安放式样与式样夹更简易 5.标配备用玻璃筒,防止意外损毁,满足不间断试验需求; 长杆点火器尾端管孔直径¢2±1mm,点火器火焰长度(5-50)mm可任意调三、设计标准:GB/T 2406.2-2009 GB/T 2406.1-2008符合标准:ASTM D 2863, ISO 4589-2, NES 714 GB/T 5454 GB/T 10707-2008 GB/T 8924-2005 GB/T 16581-1996 NB/SH/T 0815-2010 TB/T 2919-1998 IEC 61144-1992 ISO 15705-2002 ISO 4589-2-1996 塑料用氧指数法测定燃烧行为第2部分:室温试验 1、范围:GB/T 2406的本部分描述了在规定试验条件下,在氧、氮混合气流中,刚好维持试样燃烧所需 氧浓度的测定方法,其结果定义为氧指数。本部分适用于试样厚度小于10.5mm能直立自撑的条状或片状材料。也适用于表观密度大于100kg/m3的均质固体材料、层压材料或泡沫材料,以及某些表观密度小于100kg/m3的泡沫材料。并提供了能直立支撑的片状材料或薄膜的试验方法。为了比较,本部分还提供了某种材料的氧指数是否高于给定值的测定方法。本方法获得的氧指数值,能够提供材料在某些受控实验室条件下燃烧特性的灵敏度尺度,可用于质量控制。所获得的结果依赖于试样的形状、取向和隔热以及着火条件。对于特殊材料或特殊用途,需规定不同试验条件。不同厚度和不同点火方式获得的结果不可比,也与在其他着火条件下的燃烧行为不相关。本部分获得的结果,不能用于描述或评定某种特定材料或特定形状在实际着火情况下材料所呈现的着火危险性,只能作为评价某种火灾危险性的一个要素,该评价考虑了材料在特定应用时着火危险性评定的所有相关因素之一。注1:这些方法用于受热后呈现高收缩率的材料时不能获得满意结果。例如:高定向薄膜。注2:评价密度小于100kg/m3的泡沫材料火焰传播特性参照GB/T 8332。 2、规范性引用文件:下列文件中的条款通过GB/T 2406的本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的 版本。凡是不注日期的引用文件,其 版本适用于本部分。GB/T 5471—2008 塑料 热固性塑料试样的压塑(ISO 295:2004,IDT)GB/T 9352—2008 塑料 热塑性塑料材料试样的压塑(ISO 293:2004,IDT)GB/T 2828.1—2003 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(ISO 2859-1:1989,IDT)GB/T 11997—2008 塑料 多用途试样(ISO 3167:2002,IDT)GB/T 17037.1—1997 塑料 热塑性塑料材料注塑试样的制备 第1部分:一般原理及多用途试样和长条试样的制备(idt ISO 294-1:1996)GB/T 17037.3—2003 塑料 热塑性塑料材料注塑试样的制备 第3部分:小方试片(ISO 294-3:2002,IDT)GB/T 17037.4—2003 塑料 热塑性塑料材料注塑试样的制备 第4部分:模塑收缩率的测定(ISO 294-4:2001,IDT)ISO 294-2:1996 塑料 热塑性材料注塑试样 第2部分:拉伸条状试样ISO 294-5:2001 塑料 热塑性材料注塑试样 第5部分:用于研究各向异性的标准试样ISO 2818:1994 塑料 用机加工方法制备试样ISO 2859-2:1985 计数抽样检验程序 第2部分:隔批检验极限质量(LQ)的抽样计划 3、术语和定义:下列术语和定义适用于GB/T 2406本部分。3.1氧指数 oxygen index通入23℃±2℃的氧、氮混合气体时,刚好维持材料燃烧的最小氧浓度,以体积分数表示。 4、原理:将一个试样垂直固定在向上流动的氧、氮混合气体的透明燃烧筒里,点燃试样顶端,并观察试样的燃烧特性,把试样连续燃烧时间或试样燃烧长度与给定的判据相比较,通过在不同氧浓度下的一系列试验,估算氧浓度的最小值(见8.6)。为了与规定的最小氧指数值进行比较,试验三个试样,根据判据判定至少两个试样熄灭。 5、设备:5.1 试验燃烧筒由一个垂直固定在基座上,并可导人含氧混合气体的耐热玻璃筒组成(见图1和图2)。优选的燃烧筒尺寸为高度(500±50)mm,内径(75~100)mm。燃烧筒顶端具有限流孔,排出气体的流速至少为90mm/s。注:直径40mm,高出燃烧筒至少10mm的收缩口可满足要求。如能获得相同结果,有或无限流孔的其他尺寸燃烧筒也可使用。燃烧筒底部或支撑筒的基座上应安装使进入的混合气体分布均匀的装置。推荐使用含有易扩散并具有金属网的混合室。如果同类型多用途的其他装置能获得相同结果也可使用。应在低于试样夹持器水平面上安装一个多孔隔网,以防止下落的燃烧碎片堵塞气体人口和扩散通道。燃烧筒的支座应安有调平装置或水平指示器,以使燃烧筒和安装在其中的试样垂直对中。为便于对燃烧筒中的火焰进行观察,可提供深色背景。5.2 试样夹用于燃烧筒中央垂直支撑试样。对于自撑材料,夹持处离开判断试样可能燃烧到的最近点至少15mm。对于薄膜和薄片,使用如图2所示框架,由两垂直边框支撑试样,离边框顶端20mm和100mm处划标线。夹具和支撑边框应平滑,以使上升气流受到的干扰最小。5.3 气源可采用纯度(质量分数)不低于98%的氧气和/或氮气,和/或清洁的空气[含氧气20.9%(体积分数)]作为气源。除非试验结果对混合气体中较高的含湿量不敏感,否则进入燃烧筒混合气体的含湿量应小于0.1%(质量分数)。如果所供气体的含湿量不符合要求,则气体供应系统应配有干燥设备,或配有含湿量的检测和取样装置。气体供应管路的连接应使混合气体在进入燃烧筒基座的配气装置前充分混合,以使燃烧筒内处于试样水平面以下的上升混合气的氧浓度的变化小于0.2%(体积分数)。注:氧气和氮气瓶中的含湿量(质量分数)不一定小于0.1%。纯度(质量分数)≥98%的商业瓶装气的含湿量(质量分数)是0.003%~0.01%,但这样的瓶装气减压到大约1MPa时,气体含湿量可升到0.1%以上。 1——气体预混点; 5——精密压力调节器;2——截止阀; 6——过滤器;3——接口; 7——针形阀;4——压力表; 8——气体流量计。氧指数测试仪(氧指数仪)图1 氧指数设备示意图 注:试样牢固地夹在不锈钢制造的两个垂直向上的叉子之间。氧指数测试仪(氧指数仪)图2 非自试样的支撑框架5.4 气体测量和控制装置适于测量进入燃烧筒内混合气体的氧浓度(体积分数),准确至±0.5%。当在23℃±2℃通过燃烧筒的气流为40mm/s±2mm/s时,调节浓度的精度为±0.1%。应提供检测方法,确保进入燃烧筒内混合气体的温度为23℃±2℃。如有内部探头,则该探头的位置与外形设计应使燃烧筒内的扰动最小。注:较适宜的测量系统或控制系统包括下列部件:a)在各个供气管路和混合气管路上的针形阀,能连续取样的顺磁氧分析仪(或等效的分析仪)和一个能指示通过燃烧筒内气流流速在要求的范围内的流量计;b)在各个供气管路上经校准的接口、气体压力调节器和压力;c)在各个供气管路上针形阀和经校准的流量计。系统b)和c)组装后应经过校准,以确保组合部件的合成误差不超过5.4的要求。5.5 点火器由一根末端直径为2mm±1mm能插入燃烧筒并喷出火焰点燃试样的管子构成。火焰的燃料应为未混有空气的丙烷。当管子垂直插入时,应调节燃料供应量以使火焰从出口垂直向下喷射16mm±4mm。5.6 计时器测量时间可达5min,准确度±0.5s。5.7 排烟系统有通风和排风设施,能排除燃烧筒内的烟尘或灰粒,但不能干扰燃烧筒内气体流速和温度。注:如果试验发烟材料,必须清洁玻璃燃烧筒,以确保良好的可视性。对于气体入口、入口隔网和温度传感器也必须清洁,以使其功能良好。应采取适当的防护措施,以免人员在试验或清洁操作中受毒性材料伤害或遭灼伤。5.8 制备薄膜卷筒的工具由一根直径为2mm一端带有一个狭缝的不锈钢杆构成(见图3)。 氧指数测试仪(氧指数仪)图3 薄膜试样制备工具6、设备的校准:为了符合本方法的要求,应定期按照附录A的规定对设备进行校准,再次校准和使用之间的 时间间隔应符合表1的规定。表1 设备校准周期项目 时间间隔气体系统接口(按附录A的A.1的要求)a)设备在使用或清洁时触动过的组件b)未触动过的组件浇铸PMMA样品气体流速控制氧浓度控制 立即6个月1个月6个月6个月 7、试样制备:7.1 取样应按材料标准进行取样,所取的样品至少能制备15根试样。也可按GB/T 2828.1—2003或ISO 2859-2:1985进行。注:对已知氧指数在±2以内波动的材料,需15根试样。对于未知氧指数的材料,或显示不稳定燃烧特性的材料,需15根~30根试样。7.2 试样尺寸和制备依照适宜的材料标准(见注1)或注2规定的步骤制备试样,模塑和切割试样最适宜的样条形状在表2中给出。表2 试样尺寸试样形状a尺寸用途长度/mm宽度/mm厚度/mmⅠ80~15010±0.54±0.25用于模塑材料Ⅱ80~15010±0.510±0.5用于泡沫材料Ⅲb80~15010±0.5≤10.5用于片材“接收状态”Ⅳ70~1506.5±0.53±0.25电器用自撑模塑材料或板材Ⅴb52±0.5≤10.5用于软膜或软片Ⅵe140~200200.02~0.104用于能用规定的杆d缠绕“接收状态”的薄膜a I、Ⅱ、Ⅲ和Ⅳ型试样适用于自撑材料。V型试样适用非自撑的材料。b Ⅲ和V型试样所获得的结果,仅用于同样形状和厚度的试样的比较。假定这样材料厚度的变化量是受到其他标准控制的。c Ⅵ型试样适用于缠绕后能自撑的薄膜。表中的尺寸悬缠绕前原始薄膜的形状。缠绕薄腻的制备见7.2。d限于厚度能用规定的棒(见图3)缠绕的薄膜。如薄膜很薄,需两层或多层叠加进行缠绕,以获得与Ⅵ型试样类似的结果。制备薄膜试样时,使用5.8描述的工具。把薄膜的一角插入狭缝中,以45°螺旋地缠绕在杆上,直到工具的末端,制成长度合适的样条,如图3所示。缠绕完成后,粘牢试样卷筒的末端,将不锈钢杆从卷好的薄膜中抽出并剪掉卷筒顶端20mm(见图4)。 氧指数测试仪(氧指数仪)图4 轧制的试样确保试样表面清洁且无影响燃烧行为的缺陷,如模塑飞边或机加工的毛刺。注意试样在样品材料上的位置和取向上的不对称性(见注3)。注1:某些材料标准要求选择和标识所用的“试样状态”,例如,处于“规定状态”或“基态”的以苯乙烯为基材的均聚或共聚物。注2:在无相关标准时,可从GB/T 5471—2008、GB/T 9352—2008、GB/T 17037.1—1997、GB/T 17037.3—2003、ISO 294-2:1996,ISO 294-5:2001,ISO 2818:1994或GB/T 11997—2008中选择一种或几种制备方法。注3:由于材料的不均匀性导致点火的难易及燃烧行为的不同(例如,由不对称取向的热塑性薄膜上,在不同方向切取的试样,受热时收缩程度不同),对氧指数的结果有很大影响。注4:如果使用这种方法,薄膜的燃烧行为呈现不稳定,包括受热收缩及数据的波动,则应使用Ⅵ型试样,即卷筒形试样。它给出的再现性结果与Ⅰ型试样几乎相同。附录D给出了使用Ⅵ型试样实验室间获得的精密度数据。7.3 试样的标线7.3.1 概述为了观察试样燃烧距离,可根据试样的类型和所用的点火方式在一个或多个面上画标线。自撑试样至少在两相邻表面画标线。如使用墨水,在点燃前应使标线干燥。7.3.2 顶面点燃试验标线按照方法A(见8.2.2)试验Ⅰ、Ⅱ、Ⅲ、Ⅳ或Ⅵ型试样时,应在离点燃端50mm处画标线。7.3.3 扩散点燃试验标线试验V型试样时,标线画在支撑框架上(见图2)。在试验稳定性材料时,为了方便,在离点燃端20mm和100mm处画标线。如I、Ⅱ、Ⅲ、Ⅳ和Ⅵ型试样用B法(见8.2.3)试验时,在离点燃端10mm和60mm处画标线。7.4 状态调节除非另有规定,否则每个试样试验前应在温度23℃±2℃和湿度50%±5%条件下至少调节88h。注:含有易挥发可燃物的泡沫材料试样,在23℃±2℃和50%±5%状态调节前,应在鼓风烘箱内处理168h,以除去这些物质。体积较大这类材料,需要较长的预处理时间。切割含有易挥发可燃物泡沫材料试样的设施需考虑与之相适应的危险性。 8、测定氧指数的步骤:注:当不需要测定材料的准确氧指数,只是为了与规定的最小氧指数值相比较时,则使用简化的步骤。8.1 设备和试样的安装8.1.1 试验装置应放置在温度23℃±2℃的环境中。必要时将试样放置在23℃±2℃和50%±5%的密闭容器中,当需要时从容器中取出。8.1.2 如需要,将重新校准设备(见第6章和附录A)。8.1.3 选择起始氧浓度,可根据类似材料的结果选取。另外,可观察试样在空气中的点燃情况,如果试样迅速燃烧,选择起始氧浓度约在18%(体积分数);如果试样缓慢燃烧或不稳定燃烧,选择的起始氧浓度约在21%(体积分数);如果试样在空气中不连续燃烧,选择的起始氧浓度至少为25%(体积分数),这取决于点燃的难易程度或熄灭前燃烧时间的长短。8.1.4 确保燃烧筒处于垂直状态(见图1)。将试样垂直安装在燃烧筒的中心位置,使试样的顶端低于燃烧筒顶口至少100mm,同时试样的 点的暴露部分要高于燃烧筒基座的气体分散装置的顶面100mm(见图1或图2)。8.1.5 调整气体混合器和流量计,使氧/氮气体在23℃±2℃下混合,氧浓度达到设定值,并以40mm/s±2mm/s的流速通过燃烧筒。在点燃试样前至少用混合气体冲洗燃烧筒30s。确保点燃及试样燃烧期间气体流速不变。记录氧浓度,按附录B给出的公式计算出所用的氧浓度,以体积分数表示。8.2 点燃试样8.2.1 概述根据试样的形状,按下述要求任选一种点燃方法:a)I、Ⅱ、Ⅲ、Ⅳ和Ⅵ型试样(见表2),使用按8.2.2所述的方法A(顶面点燃);b)V型试样,按8.2.3所述的方法B(扩散点燃)。在GB/T 2406的本部分中点燃是指有焰燃烧。注1:试验的氧浓度在等于或接近材料氧指数值表现稳态燃烧和燃烧扩散时,或厚度≤3mm的自撑试样,发现方法B(用7.3.2标线的试样)比方法A给出的结果更一致。因此,方法B可用于I、Ⅱ、Ⅲ、Ⅳ和Ⅵ型试样。注2:某些材料可能表现无焰燃烧(例如灼热燃烧)而不是有焰燃烧,或在低于要求的氧浓度时不是有焰燃烧。当试验这种材料时,必须鉴别所测氧指数的燃烧类型。8.2.2 方法A——顶面点燃法顶面点燃是在试样顶面使用点火器点燃。将火焰的 部分施加于试样的顶面,如需要,可覆盖整个顶面,但不能使火焰对着试样的垂直面或棱。施加火焰30s,每隔5s移开一次,移开时恰好有足够时间观察试样的整个顶面是否处于燃烧状态。在每增加5s后,观察整个试样顶面持续燃烧,立即移开点火器,此时试样被点燃并开始记录燃烧时间和观察燃烧长度。8.2.3 方法B——扩散点燃法扩散点燃法是使点火器产生的火焰通过顶面下移到试样的垂直面。下移点火器把可见火焰施加于试样顶面并下移到垂直面近6mm。连续施加火焰30s,包括每5s检查试样的燃烧中断情况,直到垂直面处于稳态燃烧或可见燃烧部分达到支撑框架的上标线为止。如果使用I、Ⅱ、Ⅲ、Ⅳ和Ⅵ型试样,则燃烧部分达到试样的上标线为止。为了测量燃烧时间和燃烧的长度,当炉烧部分达到上标线时,就认为试样被点燃。注:燃烧部分包括沿着试样表面滴落的任何燃烧滴落物。8.3 单个试样燃烧行为的评价8.3.1 当试样按照8.2.2和8.2.3点燃时,开始记录燃烧时间,观察燃烧行为。如果燃烧中止,但在1s内又自发再燃,则继续观察和记时。8.3.2 如果试样的燃烧时间和燃烧长度均未超过表3规定的相关值,记作“○”反应。如果燃烧时间或燃烧长度两者任何一个超过表3中规定的相关值,记下燃烧行为和火焰的熄灭情况,此时记作“×”反应。注意材料的燃烧状况,如滴落、焦糊、不稳定燃烧、灼热燃烧或余辉。8.3.3 移出试样,清洁燃烧筒及点火器。使燃烧筒温度回到23℃±2℃,或用另一个燃烧筒代替。注1:如进行多次试验,应使用两个燃烧筒和两个试样夹,这样一个燃烧筒和试样夹可冷却,而利用另一个燃烧筒和试样夹进行试验。注2:如果试样足够长,可将试样倒过来或剪去燃烧端再使用。当评估燃烧需要的最小氧浓度的近似值时,上述试样能节约材料,但结果不能包括在氧指数的计算中,除非试样在适合于所涉及材料的温度和湿度下重新状态调节。表3 氧指数测量的判据试样类型(见表2)点燃方法判据(二选其一)a点燃后的燃烧时间/s燃烧长度bⅠ、Ⅱ、Ⅲ、Ⅳ和ⅥA顶面点燃180试样顶端以下50mmB扩散点燃180上标线以下50mmC扩散点燃180上标线(框架上)以下80mma 不同形状的试样或不同点燃方式及试验过程,不能产生等效的氧指数结果。b 当试样上任何可见的燃烧部分,包括垂直表面流淌的燃烧滴落物,通过该表第四栏规定的标线时,认为超过了燃烧范围8.4 逐步选择氧浓度8.5和8.6所述的方法是基于“少量样品升-降法”1),利用NT-NL=5(见8.6.2和8.6.3)的特定条件,以任意步长使氧浓度进行一定的变化。试验过程中,按下述步骤选择所用的氧浓度:a)如果前一个试样燃烧行为是“×”反应,则降低氧浓度,或b)如果前一个试样燃烧行为是“○”反应,则增加氧浓度。按8.5或8.6选择氧浓度变化的步长。8.5 初始氧浓度的确定采用任意合适的步长,重复8.1.4~8.4的步骤,直到氧浓度(体积分数)之差≤1.0%,且一次是“O”反应,另一次是“×”反应为止。将这组氧浓度中的“O”反应,记作初始氧浓度,然后按8.6进行。注1:氧浓度之差≤1.0%的两个相反结果,不一定从连续试验的试样中得到。注2:给出“O”反应的氧浓度不一定比给出“×”反应的氧浓度低。注3:使用表格记录本条和附录C所述的各条要求的信息。8.6 氧浓度的改变8.6.1 再次利用初始氧浓度(见8.5),重复8.1.4~8.3的步骤试验一个试样,记录所用的氧浓度(co)和“×”或“○”反应,作为NL和NT系列的 个值。8.6.2 按8.4改变氧浓度,并按8.1.4~8.4步骤试验其他试样,氧浓度(体积分数)的改变量为总混合气体的0.2%(见注),记录co值及相应的反应,直到与按8.6.1获得的相应反应不同为止。由8.6.1获得的结果及8.6.2类似反应的结果构成NL系列(见附录C第2部分的示例)。注:当d不是0.2%时,如满足8.6.4的要求,可选该值作为d的起始值。8.6.3 保持d=0.2%,按照8.1.4~8.4的步骤试验四个以上的试样,并记录每个试样的氧浓度co和反应类型,最后一个试样的氧浓度记为ct。这四个结果连同由8.6.2获得的最后的结果(与8.6.1获得的反应不同的结果)构成NT系列的其余结果,即:NT = NL+5(见附录C第2部分。) 9、结果的计算与表示: 9.1 氧指数氧指数OI,以体积分数表示,由式(1)计算:OI=cf + kd………………………………(1)式中:cf——按8.6测量及8.6.3记录的NT系列中最后氧浓度值,以体积分数表示(%),取一位小数;d——按8.6使用和控制的氧浓度的差值,以体积分数表示(%),取一位小数;k——按9.2所述由表4获得的系数。按8.6.4和9.3计算值时,OI值取两位小数。报告OI时,准确至0.1,不修约。9.2 k值的确定k值和符号取决于按8.6试验的试样反应类型,可由表4按下述的方法确定:a)若按8.6.1试样是“○”反应,则 个相反的反应(见8.6.2)是“×”反应,当按8.6.3试验时,在表4的 栏,找出与最后四个反应符号相对应的那一行,找出NL系列(按8.6.1和8.6.2获得)中“○”反应的数目,作为该表a)行中“○”的数目,k值和符号在第2、3、4或5栏中给出。或b)若按8.6.1试样是“×”反应,则 个相反的反应是“O”反应,当按8.6.3试验时,在表4的第六栏,我找出与最后四个反应符号相对应的那一行,找出NL系列(按8.6.1和8.6.2获得)中“×”反应的数目,作为该表b)行中“×”的数目,k值在第2、3、4或5栏中给出,但符号相反,查表4的负号变成正号,反之亦然。注:k值的确定和OI的计算示例在附录C中给出。表4 由 Dixon' s“升-降法”进行测定时用于计算氧指数浓度的k值123456最后五次测定的反应NL前几次测量反应如下时的k值a) ○○○○○○○○○○10 ×○○○○×○○○××○○×○×○○×××○×○○×○×○××○××○×○×××××○○○××○○×××○×○××○×××××○○×××○×××××○×××××-0.55-1.250.37-0.170.02-0.501.170.61-0.30-0.830.830.300.50-0.041.600.89-0.55-1.250.38-0.140.04-0.461.240.73-0.27-0.760.940.460.650.491.921.33-0.55-1.250.38-0.140.04-0.451.250.76-0.26-0.750.950.500.680.242.001.47-0.55-1.250.38-0.140.04-0.451.250.76-0.26-0.750.950.500.680.252.011.50○××××○×××○○××○×○××○○○×○××○×○×○○×○○×○×○○○○○×××○○××○○○×○×○○×○○○○○××○○○×○○○○○×○○○○○NL前几次测量反应如下时的k值最后五次测定的反应b) ×××××××××对应第6栏的反应上表给出的k值,但符号相反,即:OI = cf - kd(见9.1)9.3 氧浓度测量的标准偏差在8.6.4中,氧浓度测量的标准偏差由式(2)计算:……………………(2)式中:——NT系列测量中Z后六个反应每个所用的百分浓度;OI——按式(1)计算的氧指数值;n——构成∑(ci-OI)2氧浓度测量次数。注:按照8.6.4,本方法n=6,对于n6时,会降低本方法的精密度。对于n6,要选择另外的统计标准。9.4 结果的精密度由于尚未得到实验室间试验数据,故未知本试验方法的精密度。如果得到上述数据,则在下次修订时加上精密度说明。附录NA(资料性)是ISO和ASTM实验室间的精密度数据。 10、方法C——与规定的Z小氧指数值比较(简捷方法):注:若有争议或需要材料的实际氧指数时,应用第8章给出的方法。10.1 除了按8.1.3选择规定的最小氧浓度外,应按8.1安装设备和试样。10.2 按8.2点燃试样。10.3 试验三个试样,按8.3.1、8.3.2和8.3.3评价每个试样的燃烧行为。如果三个试样至少有两个在超过表3相关判据以前火焰熄灭,记录的是“○”反应,则材料的氧指数不低于指定值。相反,材料的氧指数低于指定值。或按第8章测定氧指数。 11、氧指数测定仪(氧指数仪)试验报告:氧指数测试仪(氧指数仪)试验报告应包括下列内容:氧指数测定仪(氧指数仪)a)注明采用GB/T2A06.2;氧指数测定仪(氧指数仪)b)声明本试验结果仅与本试验条件下试样的行为有关,不能用于评价其他形式或其他条件下材料着火的危险;氧指数测定仪(氧指数仪)c)注明受试材料完整鉴别,包括材料的类型、密度、材料或样品原有的不均匀性相关的各项异性;氧指数测定仪(氧指数仪)d)试样类型(Ⅰ至Ⅵ)和尺寸;氧指数测定仪(氧指数仪)e)点燃方法(A或B);氧指数测定仪(氧指数仪)f)氧指数值或采用方法C时规定的最小氧指数值,并报告是否高于规定的氧指数;氧指数测定仪(氧指数仪)g)如需要,若不是0.2%(体积分数),估算标准偏差及所用的氧浓度增量;氧指数测定仪(氧指数仪)h)任何相关特性或行为的描述,如:烧焦、滴蔣、严重的收缩、不稳定燃烧或余辉;氧指数测定仪(氧指数仪)i)任何偏离GB/T 2406本部分要求的情况。
 留言咨询
留言咨询

 400-617-6366
400-617-6366





























 我要推广仪器
我要推广仪器
 下载APP
下载APP