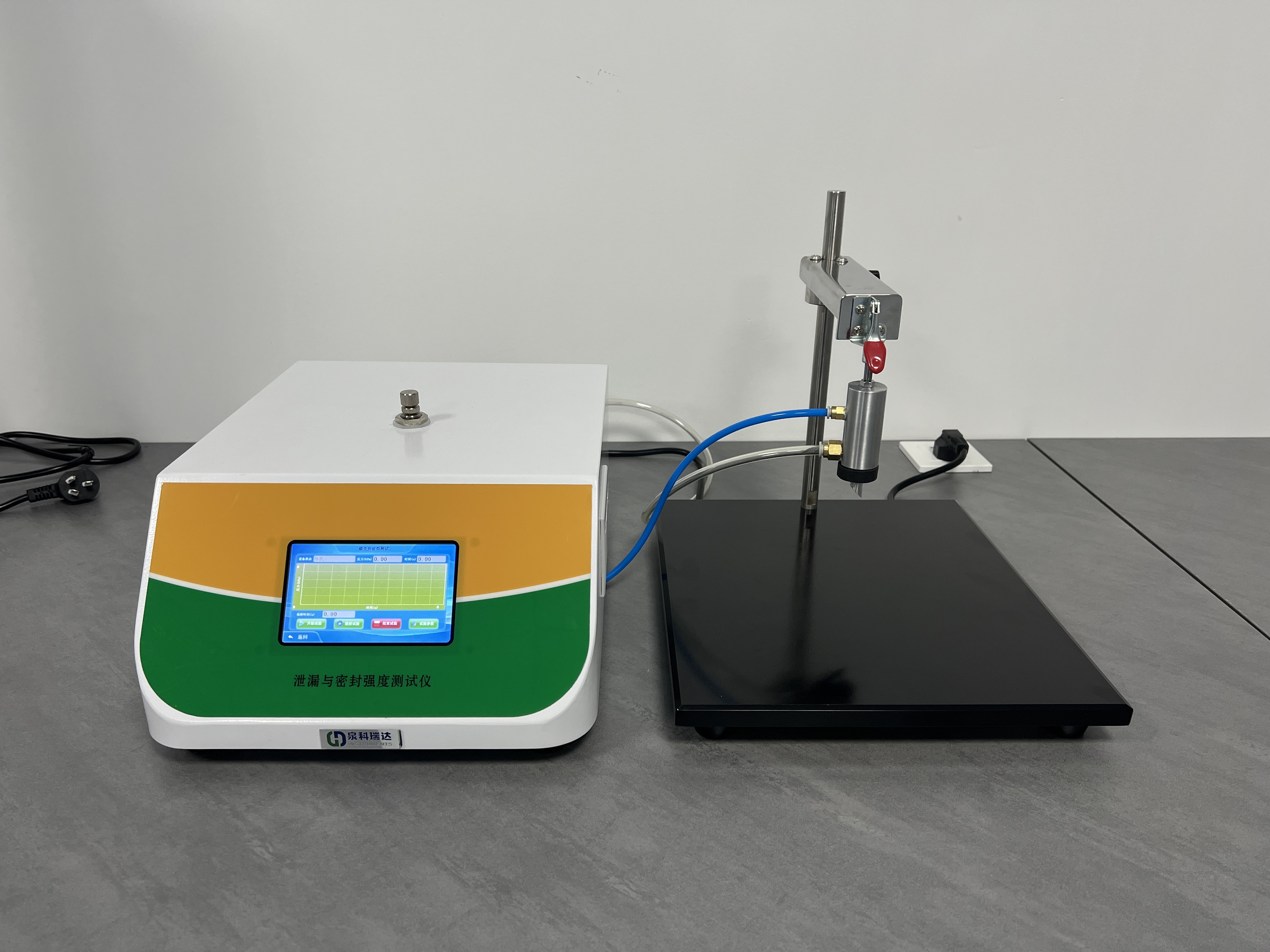
葡萄糖塑料输液瓶密封性测试方法---高压放电法密封性测试仪
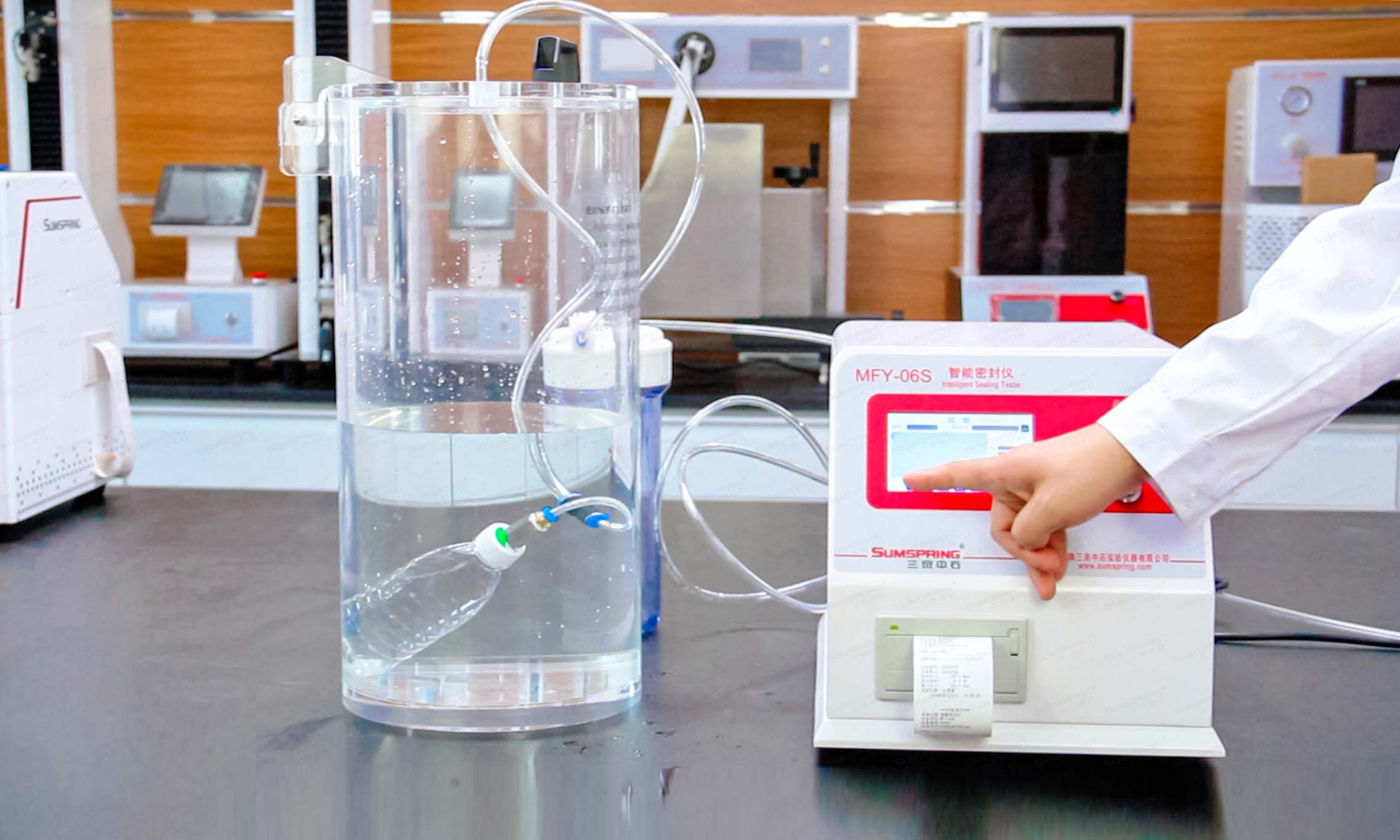
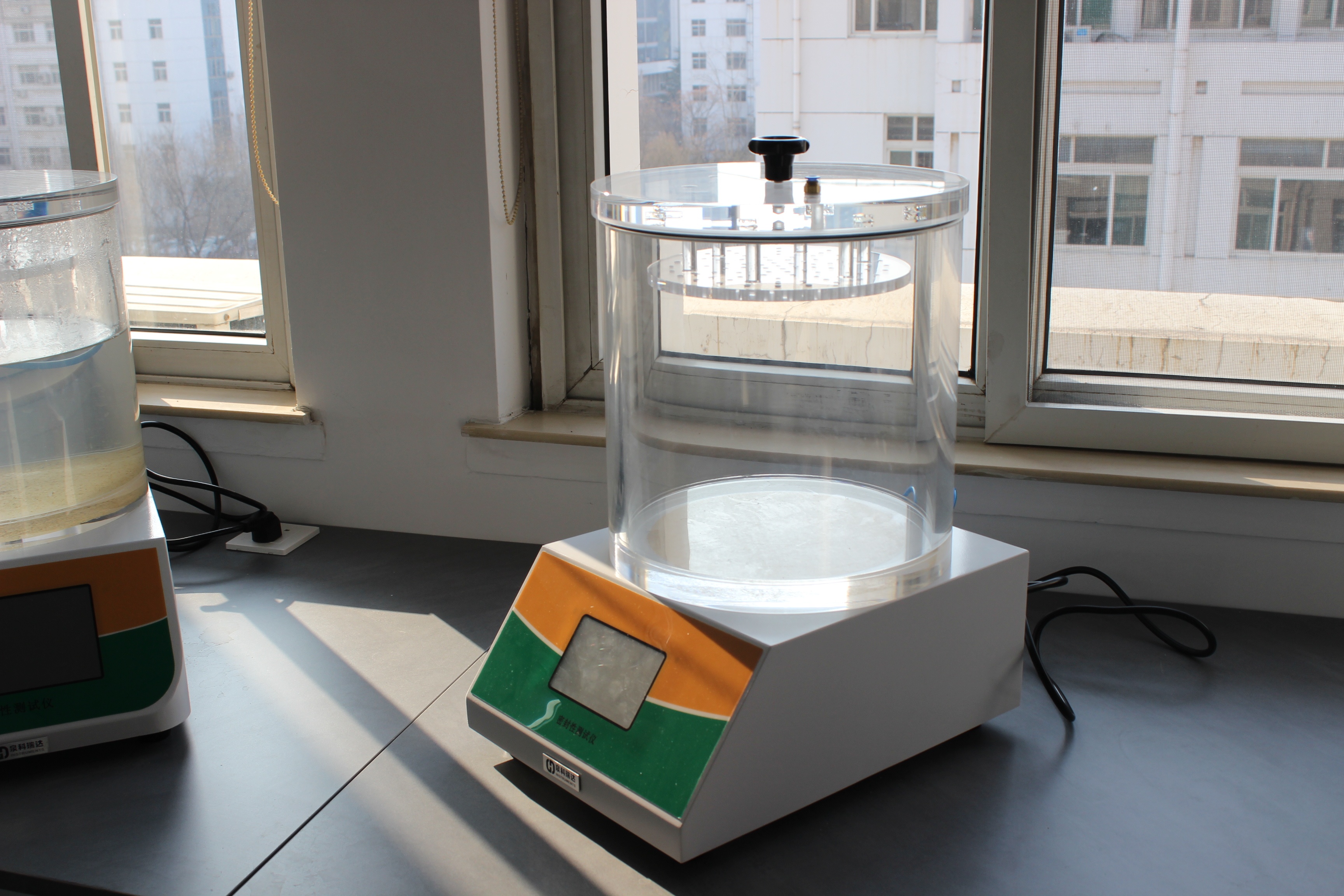
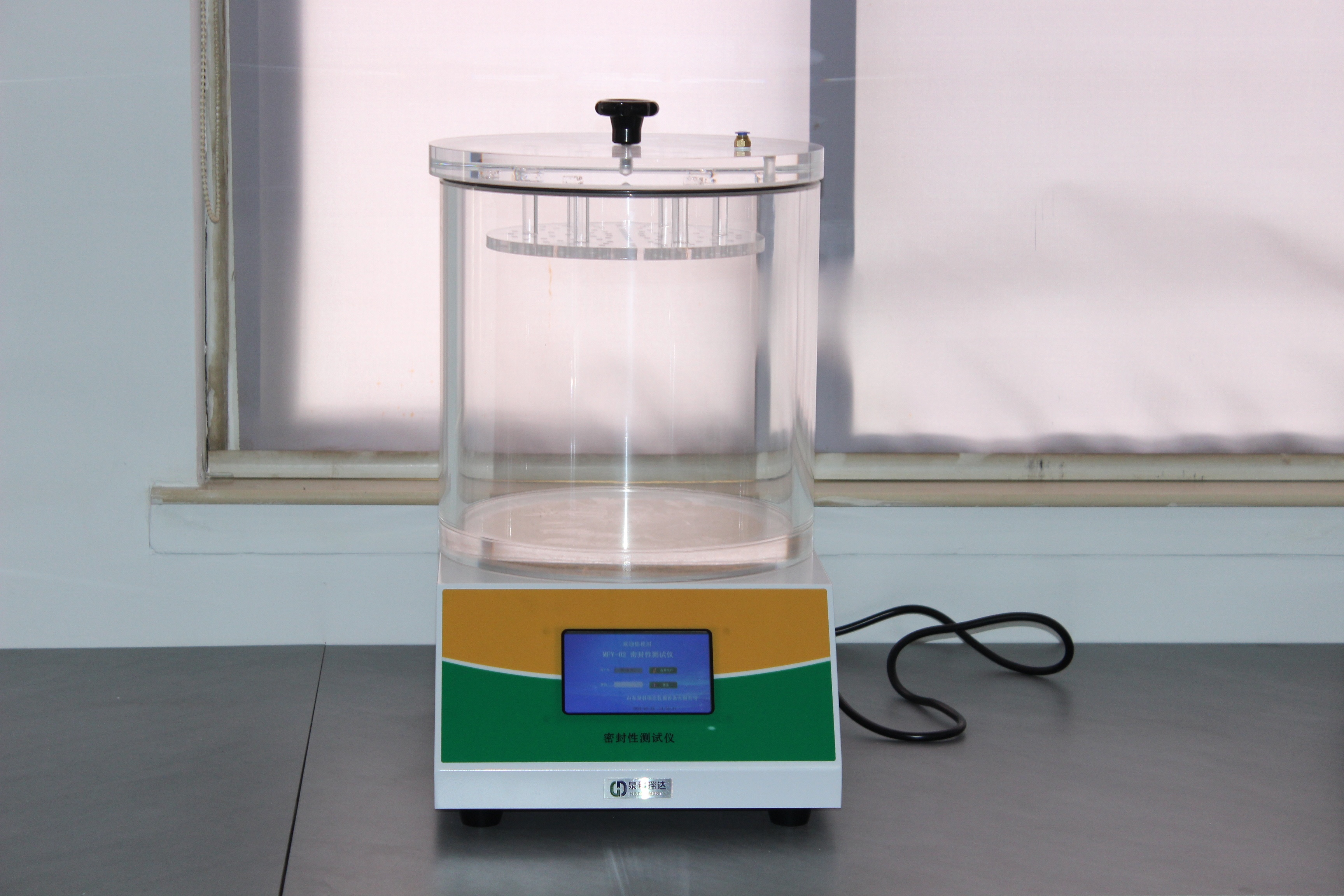
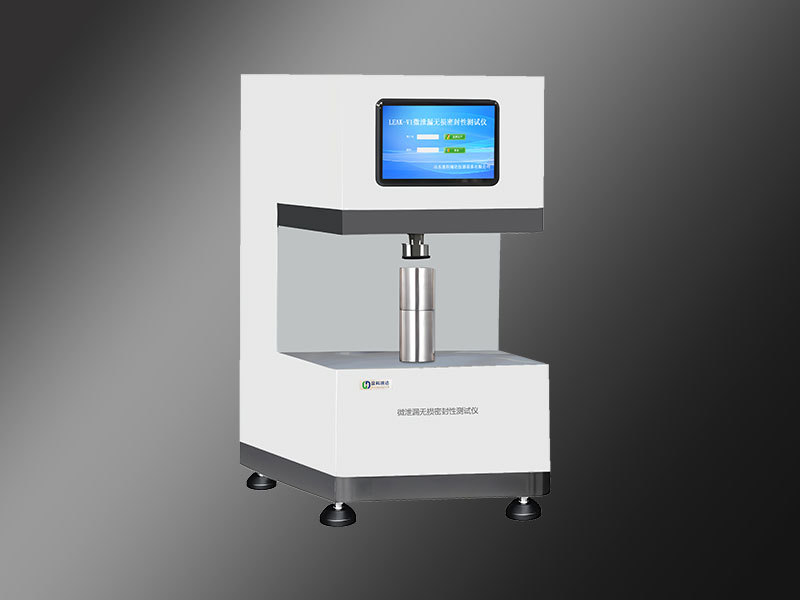
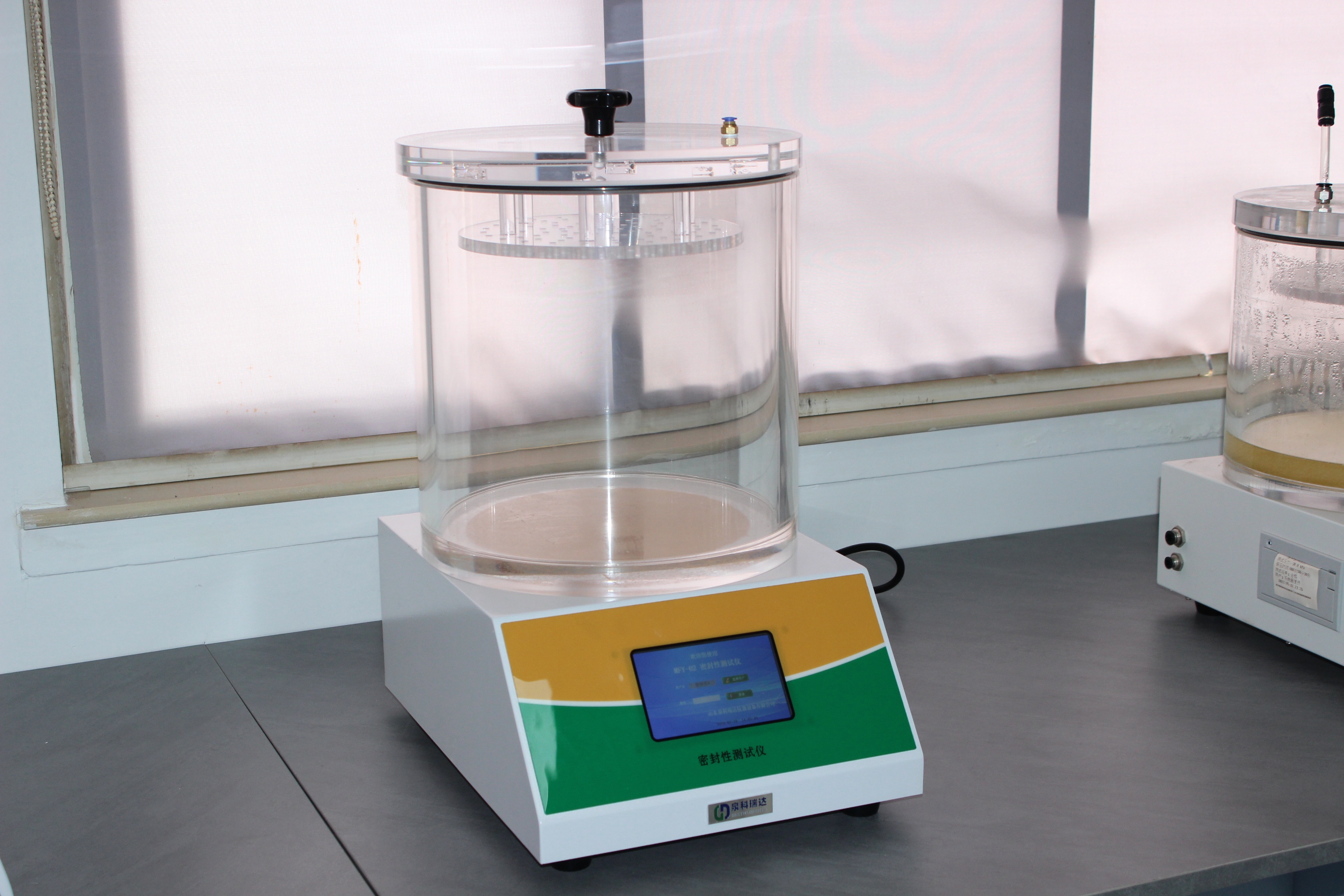
葡萄糖塑料输液瓶密封性测试方法---高压放电法密封性测试仪在探讨葡萄糖塑料输液瓶密封性检漏的方法时,我们不得不提及国家药品监督管理局药品审评中心(CDE)及国家药典委发布的相关技术指导原则。CDE在2020年发布的《化学药品注射剂仿制药质量和疗效一致性评价技术要求》中,强调了对大容量塑料输液瓶等高风险产品进行密封性检查的重要性,并建议在工艺验证和商业化生产中增加取样数量和频次,甚至提出在条件允许的情况下进行100%密封性检查。随后,2024年6月国家药典委发布的“9628 无菌药品包装系统密封性指导原则”(第二次)进一步强调了药品包装密封性检测的必要性和重要性。那么对于9628上提到的众多检测密封性的方法来说,塑料输液瓶密封性检测用什么方法检漏仪?面对9628指导原则中提到的多种密封性检测方法,选择一种既高效又准确的检漏方法成为制药企业的关注焦点。在众多检测方法中,高压放电法因其测试效率、测试成本、检测灵敏度及无损检测的特性而备受青睐。特别是济南三泉中石实验仪器有限公司生产的高压放电法密封性测试仪Leak-HV,以其高精度和广泛适用性,成为制药企业和第三方检测机构的首选。塑料输液瓶产品的制作过程中需要将瓶与接头热封方式进行密封。这种方式可以有效防止漏液和微生物侵入,但仍可能出现气漏和渗透。曾几何时,很多制药厂家采用传统的用手挤压塑料输液瓶的方式检测泄漏,既不科学也无法定量测量。只能算作粗略的检测大漏的存在,无法避免微生物的侵入。而9628标准上对于高压放电法的精度等级定义为1μm-5μm。在实际应用中甚至三泉中石的Leak-HV高压放电法密封性测试仪可以测试到1μm以下的泄漏。对于一些高粘度或者混悬液注射剂来说,高压放电法密封性检漏的优势更为明显,不管内容物是否有一定的粘度,只要内容物导电率要达到一定的级别就可以轻松测试。而对于真空衰减法、质量提取法等方法来说,液体带有一定粘度很容易堵孔造成假阴性的结果。就目前的密封性检测技术来说,不管塑料输液瓶中盛放的液体是低导电率的葡萄糖还是高导电率的氯化钠溶液,Leak-HV高压放电法密封性测试仪都可以轻松检测。Leak-HV高压放电法密封性测试仪采用高压放电法测试原理,通过电极探头扫描不导电的密封容器,利用电阻差异和电流改变来检测容器是否存在泄漏。该方法不仅能够检测到微型小孔的泄漏,还能够识别大致的缺陷位置,测试过程便捷快速,可重复,且人为因素小。更重要的是,Leak-HV密封性测试仪适用于检测不可燃液体包装,如输液软袋、BFS、玻璃管制注射剂瓶、安瓿瓶、卡式瓶以及塑料输液瓶等产品,测试效率极高,可在几秒钟内完成样品的扫描测试。此外,高压放电法还具有测试结果非主观性判断、无需人工参与、保证数据准确性与客观性的优点。电动毛刷、滚筒电极的设计,使得一键启动即可自动检测,既节省了人力,又提高了检测效率。无论是检测微小漏孔还是鉴别大漏孔样品,Leak-HV高压放电法密封性测试仪都能够给出合格与不合格的判断。得注意的是,虽然高压放电法检漏仪造价相对较高,但其有效、直观、高效的检漏特性,使得其在制药行业中的应用价值不可忽视。更重要的是,样品经过Leak-HV高压放电法密封性测试仪检验后并不会受到污染,可正常使用,这在一定程度上降低了企业的生产成本和浪费。综上所述,对于葡萄糖塑料输液瓶等高风险产品的密封性检测,高压放电法密封性测试仪Leak-HV无疑是一种理想的选择。济南三泉中石实验仪器有限公司作为国内较早从事大塑料输液瓶瓶密封完整性检测技术的高新技术企业,不仅紧跟国家标准的要求,还积极参与“9628 无菌药品包装系统密封性指导原则”的标准制定工作,为标准的制定提供了数据和理论的支持。























 我要推广仪器
我要推广仪器
 下载APP
下载APP