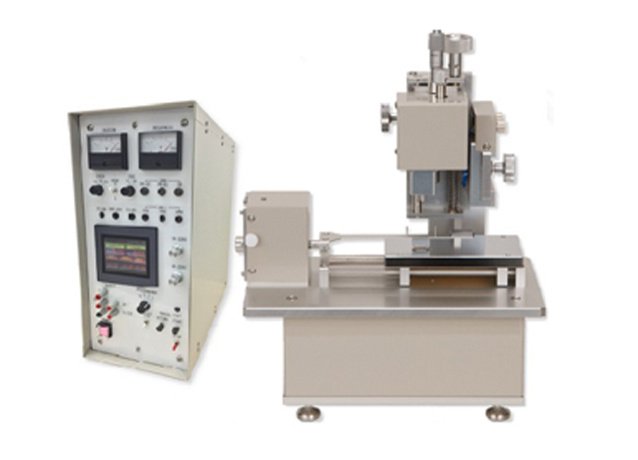
一、高精度表面粗糙度测试仪器原理:高精度表面粗糙度测试仪器由二部分组成:1- 1.采样部分 这是机电一体化仪器中的精密部份。它分成: A.驱动机构_用PC 送出控制讯号操纵精密伺服马达带动传感器在工件上作直线扫描。测量长度则根据不同截止波长,由使用者根据工件及标准确定。B.精密传感器_本机采用差动式电感传感器 。C.立柱_自动升降,精密定位在传感器测量零位上. D.探针_在被测工件上扫描由工件表面轮廓不 平而形成上下位移,使传感器中磁回路间隙改变导致电感变化,形成微弱讯号。1-2.信号转换 传感器输出的微弱讯号经放大、鉴相后,经过低通滤器及根据高斯滤波器特性而设计的长波段滤波网络,输出模拟讯号分成二路。R参数;轮廓参数分别由USB数据采样卡内的16位A/D转换处理,形成数字信息,经USB输至PC运算处理,显示打印。二、技术参数:主要技术指标 按JJF1105-2003高精度表面粗糙度测试仪器校准规范测量参数 Ra、Rz、(Rmax、Ry)、Rt、Rp、Rpm、Rz(jis)、Rv、R3z、Rs m、Rsk、Rk、Rc、Rpk、Rvk、Mr1、Mr2… … 最大测量长度 25mm 50mm 直线度测量精度 0.4μm 滤波器 高斯(Gaussian)滤波器(ISO11562:1996),2RC滤波器 截止波长 0.25,0.8,2.5 测量重复性 3% 相对示值误差 ±5% 示值稳定性 3% 测量长度 λc ╳3、4、5、6、7(1.0-17.5mm) 测量范围 640μm 分辨率 0.001μm 测量速度 0.1mm/s,0.32mm/s,0.5mm/s 返回速度(自动) 1mm/s 传感器针尖 R=2μm钻石(测量力1mN);R=5μm钻石(测量力4mN) 三、高精度表面粗糙度测试仪器操作系统Profile软件必须在Windows XP平台下工作2-1系统功能高精度表面粗糙度测试仪器本系统可以根据不同的传感器分别提供两种测量类型:2-1-1粗糙度可选择三种不同截止波长及扫描长度见下表: *截止波长(可选)测量速度(根据截止波长定)*扫描长度(可选) 0.25mm0.1mm/S1.0 mm1.25mm1.5 mm1.75mm0.8 mm0.32mm/S3.2 mm4.0 mm4.8 mm5.6 mm2.5 mm0.5mm/S10.0mm12.5mm15.0mm17.5 mm 测量系统可提供下列粗糙度数据:Ra, Rz, Rmax, Rt, Rp, Rpm, Rz(jis), Rv, R3z, Rs, Rsm, Rsk, R, Rk, Rpk,Rvk,Mr1,Mr2, Rmr曲线及内燃机专用曲线。*2-1-2、轮廓(需配轮廓传感器) * 测量范围:(视不同轮廓传感器) 0--1000μm ,0—2000μm 扫描长度:1.0mm, 1.5mm, 2.0mm, 3.0mm, 4.0mm, 5.0mm, 5.0mm, 6.0mm, 7.0mm, 8.0mm, 9.0mm, 10.0mm, 15.0mm**根据用户特殊要求,特提供圆弧面上测量粗糙度专用档“曲面”,但其数据目前阶段,除了采用平面样板校正之外,,因无更妥当办法验证,只能仅供参考。曲面粗糙度:从0.08档至0.8mm扫描长度从:0.5mm-4.8mm线性范围: 宽达0-800μm。2-2系统运行的软、硬件环境系统要求最低系统配置:主机Pentium II或 赛杨系列(CPU主频≥700)128M RAM, WINDOWS XP中文版2-3计算机软、硬件的安装2-3-1.安装Profile软件前必须先安装加密锁。 高精度表面粗糙度测试仪器加密锁安装方法如下:首先把本机加密锁插入USB接口中。2-3-2.在C盘(并不限于C盘)的根目录下建立JB6C目录。
 留言咨询
留言咨询

 400-860-5168转4642
400-860-5168转4642













 我要推广仪器
我要推广仪器
 下载APP
下载APP